船用柴油机曲轴现场修理
2017-06-19臧春杰周克勤
臧春杰,王 磊,周克勤
(1.沪东重机有限公司,上海 200136;2.青岛万度力工程有限公司,山东 青岛 266071)
船用柴油机曲轴现场修理
臧春杰1,王 磊1,周克勤2
(1.沪东重机有限公司,上海 200136;2.青岛万度力工程有限公司,山东 青岛 266071)
文章针对87 000 t散货船主机曲轴异常磨损现象,进行现场勘验,确定了现场退火、低温堆焊、二次退火、现场加工等修理工艺。顺利完成了曲轴修理工作,通过试航检验,圆满解决问题并通过船检认可。
船用柴油机;曲轴修复;现场退火;现场堆焊;现场加工
曲轴是柴油机的最重要零部件,由于制造技术要求高,能独立生产的厂家少,曲轴的造价相当于整台柴油机价格的三分之一。当曲轴发生损坏时,由于其尺寸长、重量大,因此将其从机舱取出修理非常困难,不仅耗时长而且要付出极大的经济代价。综合上述因素,开发曲轴现场修理技术尤为关键,也深受船东的欢迎。
1 故障分析及方案制定
1.1 故障描述
该船配置主机型号为6S60MCC,根据船东描述,该船在空载加到92.0 r/min,满载加到93.5 r/min,主机轴向振动值会持续在4.0 mm以上。当将主机转速逐渐加到100.5 r/min时,主机轴向振动值超过了4.0 mm,触发了“SLOW DOWN”警报。
根据设计要求,该型主机轴向振动值应保持在0~2.25 mm之间。主机轴向振动值大大超出了设计要求,影响主机运行安全。针对上述故障,我公司制定了以下检查方案。
拆检主机轴向减震器,查看其功能是否正常;检查主机推理轴承间隙;检查主机机械顶部支撑;检查二次力矩补偿器角度;测量主机扭振时,增加测量主机轴向间隙。
1.2 现场勘验
服务工程师登船,拆检轴向减震器时,发现曲轴与轴向减震器3道油封环配合面出现3道不规则沟槽;轴向减震器严重漏油,油封环完全失效。
主机轴向振动超出设计值的原因是主机轴向减震器油封失效严重漏油,造成减震作用消失,曲轴与油封环配合面长期异常磨损,在曲轴表面形成3道不规则沟槽。
1.3 方案制定
根据现场勘验情况,先采用焊接方法修补该缺陷,再通过现场加工将曲轴恢复到图纸设计要求。根据设计标准可知,该曲轴损伤部位处于轴径关键部位,而曲轴材料是锻钢S34MnV,不能直接焊接,需要在焊接前后做相应的退火热处理。综上分析,初步制定修理计划如下。
1)曲轴检查测量,出具勘察报告,并设计、定制现场加工工具。
2)曲轴损伤部位退火处理,消除焊接区域应力集中。
3)采用低热量堆焊,填满缺陷部位。
4)焊接部位二次退火,消除应力、异常硬度,使表面硬度均匀。
5)曲轴现场加工、磨削、抛光,恢复原始尺寸。
6)测量曲轴尺寸及硬度。
7)零部件装复,更换3道油封环,试航交付用户。
2 现场修复
2.1 曲轴检查测量
曲轴与轴向减震器3道油封环配合面的3道沟槽,从主机自由端看,第一道沟槽尺寸为宽15 mm,深5 mm;第二道沟槽尺寸为宽26 mm ,深10 mm;第三道沟槽尺寸为宽13 mm,深1 mm 。第一、三道槽处曲轴外径为720 mm ,第二道槽处曲轴外径为1 020 mm 。根据曲轴损伤部位的尺寸、位置,选择焊接方式为机器焊。根据测量的曲轴加工部位尺寸及周边空间位置,选定加工工具。选择加工工具安装位置,并设计、定制安装工具。
2.2 曲轴退火及焊接
根据工艺方案,对曲轴损坏部位进行退火处理。以20 ℃/h的温升频率升高温度到270 ℃,并保温3 h,以消除焊接区域应力集中。
当曲轴退火部位降温到150 ℃时,开始对损伤部位进行低热量堆焊,填满凹槽。堆焊结束后,对曲轴进行二次退火处理,以20 ℃/h的温升频率升高温度到270 ℃,并保温3 h,然后以20 ℃/h的温降降温到150 ℃,之后自然冷却,以消除曲轴残余应力、降低表面硬度,以利于后续机加工。
2.3 曲轴现场加工
将工具吊入机舱并安装到加工位置,对刀具进
行安装、定位、找中,然后对曲轴进行现场车削加工、打磨、抛光,使其恢复图纸设计尺寸。
加工完成后,测量3道槽任意3点a、b、c尺寸、跳动量以及椭圆度,如表1所示。
表1 加工完成后3道槽尺寸、跳动量及椭圆度 mm
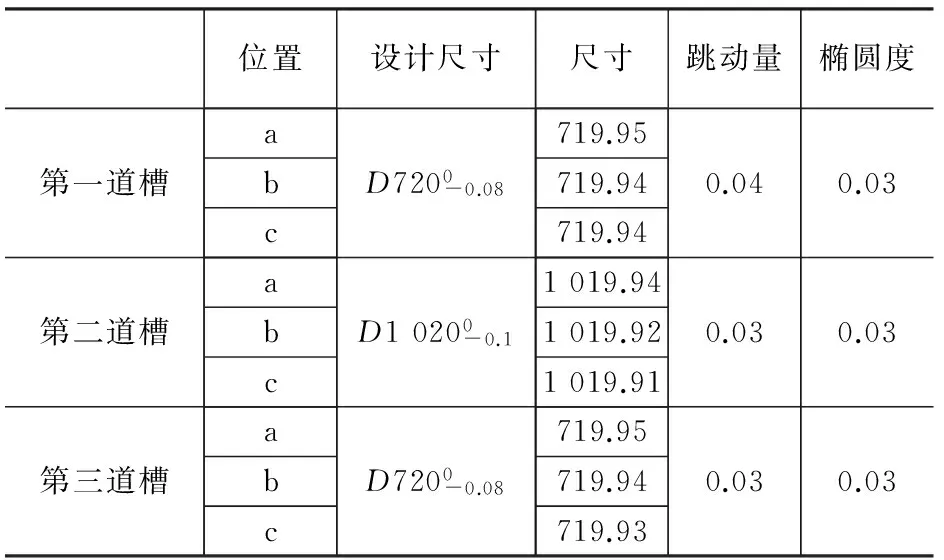
位置设计尺寸尺寸跳动量椭圆度第一道槽abcD7200-0.08719.95719.94719.940.040.03第二道槽abcD10200-0.11019.941019.921019.910.030.03第三道槽abcD7200-0.08719.95719.94719.930.030.03
3 试航及提交
经过1天试航,主机运行正常,测量轴向振动值如表2所示。

表2 试航中轴向振动值
由表2可以看出,轴向振动值标准范围为0~2.25 mm,修理后轴向振动值在标准范围内。较修理前的振动值改善明显,主机可以全功率正常航行。
4 结束语
本文以沪东重机有限公司承接的诚信3轮主机曲轴现场修理为依托,完整阐述了合理利用现场焊接、加工技术,成功修复了损伤的曲轴,并通过试航提交船检通过。该技术的成功应用不仅节约了修理时间,更为船东节省了修理成本,获得了船东的好评。
保护地球 从你我做起
Against the abnormal abrasion of the main engine crank axle in 87 000 t bulk carrier,field inspection was done,with spot anneal ,low-temperature bead welding,the second anneal and field processing finished smoothly,which solved the problem perfectly and was approved by the ship surrey.
marine diesel engine;crank axle repair;spot anneal;field bead welding;field processing
臧春杰(1982-),男,浙江慈溪人,工程师,大学本科,主要从事船用柴油机修理工作。
U672
10.13352/j.issn.1001-8328.2017.02.010
2016-11-29