汽车发动机气门导管通用型装配工具设计及应用
2017-06-19王森博士叶思源
王森,博士,叶思源
(安徽江淮汽车集团股份有限公司,安徽 合肥 230022)
汽车发动机气门导管通用型装配工具设计及应用
王森,博士,叶思源
(安徽江淮汽车集团股份有限公司,安徽 合肥 230022)
目前,传统的发动机气门导管装配多采用手动人工方式,或设计专用的工具进行装配,装配效率较低,通用性较差;文章介绍了一种发动机气门导管通用型装配工具。
发动机装配;气门导管装配技术;通用型工具
CLC NO.: U462.1 Document Code: A Article ID: 1671-7988 (2017)10-98-03
1、常规汽车发动机气门导管装配方法
气门导管是发动机气门的导向装置,在发动机运行时,气门导管对气门提供导向,并使气门杆上的热量经气门导管传递至缸盖。因此,在装配发动机时,需要将气门导管装配于缸盖上。
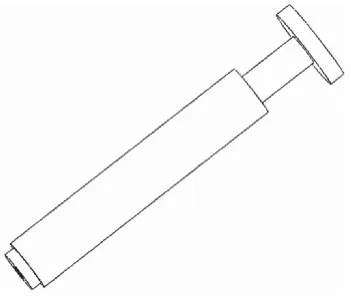
图1
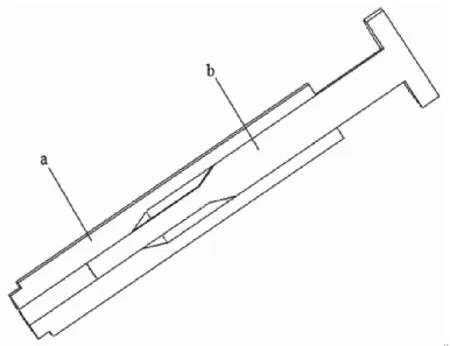
图2
传统技术中,需要针对所需装配机型的缸盖的尺寸,以及相应气门导管的尺寸进行实际测量,并设计制作专用的气门导管砸装工具。该砸装工具的结构如图1和图2所示,使用该工具时,首先将气门导管放入砸装工具的套筒a中,然后将套筒a放置在缸盖上的气门导管装配孔位处,人工用橡皮锤敲击砸装工具的芯轴b的尾部,以此将气门导管砸装到气门导管安装孔位中。
2、常规汽车发动机气门导管装配方法的缺陷分析
由于需要装s配的机型众多,每一种机型便需要配备一种专用的气门导管砸装工具,造成不必要的成本浪费,还会导致操作人员的劳动强度较大;且多种尺寸的砸装工具混杂在一起不便于管理;由于采用人力敲击,芯轴的受力不均,且其受到气门导管尺寸的限制,工作部分尺寸较小,易发生变形,导致砸装工具报废。
3、汽车发动机气门导管通用型装配工具设计方案
3.1 汽车发动机气门导管通用型装配工具零部件设计方案
附图3为汽车发动机气门导管通用型装配工具的装配工具剖视图。其标记说明为:11-壳体,12-气缸活塞杆,13-压装芯轴,14-可调式泄压阀,15-芯轴套管,16-弹性复位件,17-磁性垫片。
一种气门导管的装配工具包括壳体(11)、安装于所述壳体(11)内的气缸活塞杆(12)以及可拆卸安装于所述壳体(11)上的压装芯轴(13),所述压装芯轴(13)的一端与气缸活塞杆(12)传动连接,所述压装芯轴(13)的另一端为气门导管作用端,所述气缸活塞杆(12)的移动方向为气门导管的压装方向;
所述装配工具还包括芯轴套管(15),所述芯轴套管(15)的一端可拆卸固定于所述壳体(11)内,另一端外伸于所述壳体(11),所述压装芯轴(13)的气门导管作用端滑动配合于所述芯轴套管(15)的内孔中。
所述壳体(11)上具有泄压口,所述泄压口上安装有可调式泄压阀(14),壳体(11)为分体式结构,其至少包括两部分,此两部分可通过螺纹紧固件连接,以保证气缸活塞杆(12)以及压装芯轴(13)能够顺利安装于壳体(11)上。壳体(11)上具有进气口,该进气口位于气缸活塞杆(12)的一侧,当气体由进气口进入壳体内后,气缸活塞杆(12)将在壳体(11)内移动。
所述芯轴套管(15)的内孔为阶梯孔,所述阶梯孔包括靠近所述气缸活塞杆(12)的第一孔段和远离所述气缸活塞杆(12)的第二孔段,所述第一孔段的孔径大于所述第二孔段的孔径,所述压装芯轴(13)包括靠近所述气缸活塞杆(12)的第一轴段和远离所述气缸活塞杆(12)的第二轴段,所述第一轴段的轴径大于所述第二轴段的轴径。
所述压装芯轴(13)上与所述气缸活塞杆(12)相连的一端具有限位凸部,所述限位凸部与所述芯轴套管(15)的外端面之间设置弹性复位件。
所述芯轴套管(15)上靠近所述气缸活塞杆(12)的一端为凸起端头,所述芯轴套管(15)的中部具有辅助定位凸部,所述凸起端头和所述辅助定位凸部均与所述壳体(11)的内壁相挡接。
所述气缸活塞杆(12)与所述压装芯轴(13)的端面之间设置磁性垫片(17)。
使用该工具时,将压装芯轴对准缸盖上的气门导管安装孔位,驱动气缸活塞杆,使得气缸活塞杆带动压装芯轴运动,当压装芯轴的气门导管作用端与气门导管接触时,气门导管受到驱动力,随着气缸活塞杆的进一步运动,气门导管即可被压装于缸盖上。同时,根据不同型号的发动机,可制作对应的压装芯轴,在使用过程中仅需更换压装芯轴,无须整个更换装配工具。显然,相比于背景技术中所介绍的内容,该装配工具无须人工施加驱动力,且更换装配工具的一部分即可,因此,该装配工具可降低操作人员的劳动强度。
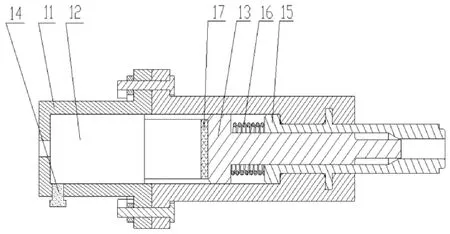
图3
3.2 汽车发动机气门导管通用型装配工具实施方案
使用汽车发动机气门导管通用型装配工具时,将压装芯轴(13)对准缸盖上的气门导管安装孔位,驱动气缸活塞杆(12),使得气缸活塞杆(12)带动压装芯轴(13),当压装芯轴(13)的气门导管作用端与气门导管接触时,气门导管受到驱动力,随着气缸活塞杆(12)的进一步运动,气门导管即可被压装于缸盖上。
采用气缸活塞杆(12)施加驱动力,同时,根据不同型号的发动机,可制作对应的压装芯轴(13),在使用过程中仅需更换压装芯轴(13),无须整个更换装配工具。显然,相比于背景技术中所介绍的内容,该装配工具无须人工施加驱动力,且更换装配工具的一部分即可,因此,该装配工具可降低操作人员的劳动强度。另外,该装配工具上需要更换的部件减少后,装配工具的管理更为便利,成本更低,而采用气缸驱动,还可以保证驱动力的均匀性,使得压装芯轴(13)不容易出现变形。
为了进一步适应气门导管的型号变化,上述壳体(11)上可开设泄压口,该泄压口处安装可调式泄压阀(14),该可调式泄压阀(14)位于壳体(11)上靠近其进气口的一侧。此种结构下,即可根据不同机型调整可调式泄压阀(14),以此调节气缸活塞杆(12)的输出压力及其运动速度,以此更好地实现不同型号的气门导管的压装。
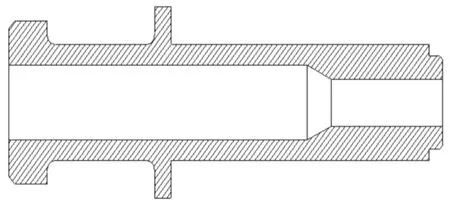
图4
请同时参照图4,进一步地,汽车发动机气门导管通用型装配工具还可包括芯轴套管(15),该芯轴套管(15)的一端可拆卸固定于壳体(11)内,另一端外伸于壳体(11),压装芯轴(13)的气门导管作用端滑动配合于芯轴套管(15)的内孔中。压装芯轴(13)上外伸于壳体(11)的部分可以与缸盖相接触,以此根据气门导管安装孔位的位置为压装芯轴(13)提供更准确的导向,使得气门导管的压装精度更高。另外,相比于压装芯轴(13)与壳体(11)滑动配合的方式,压装芯轴(13)与芯轴套管(15)的接触面积更大,压装芯轴(13)的位置精度更加准确。
压装芯轴(13)的外表面和芯轴套管(15)的内孔均可采用直筒型结构,此时两者的接触面积较大,但随着压装芯轴(13)在芯轴套管(15)内的移动行程加长,两者之间将产生较大的磨损,导致压装芯轴(13)的气门导管作用端变小,无法可靠地压装气门导管。为了缓解这一问题,可将芯轴套管(15)的内孔设置为阶梯孔,该阶梯孔包括靠近气缸活塞杆(12)的第一孔段和远离气缸活塞杆(12)的第二孔段,该第一孔段的孔径大于第二孔段的孔径,而压装芯轴(13)则包括靠近气缸活塞杆(12)的第一轴段和远离气缸活塞杆(12)的第二轴段,该第一轴段的轴径大于第二轴段的轴径。
将芯轴套管(15)的内孔设置为阶梯孔后,压装芯轴(13)的第二轴段与芯轴套管(15)的第一孔段之间由于尺寸差距互不接触,而该第二轴段仅与芯轴套管(15)的第二孔段滑动配合,此时即可保证压装芯轴(13)与芯轴套管(15)之间的作用面积处于合理范围内,既能实现压装芯轴(13)的运动导向,还能够有效控制两者之间的磨损量,保证气门导管的有效压装。
当压装芯轴(13)包括第一轴段和第二轴段时,随着压装芯轴(13)的运动,第二轴段将与第二孔段接触。这一过程中,如果第二孔段与第一孔段的连接处为孔径突变结构,那么压装芯轴(13)将不容易与第二孔段配合。据此,前述阶梯孔还可包括连接于第一孔段和第二孔段之间的过渡孔段,该过渡孔段相对于压装芯轴(13)的轴线倾斜。显然,此过渡孔段可为压装芯轴(13)的运动提供导向。
在本实施方案中,压装芯轴(13)上与气缸活塞杆(12)相连的一端可设置限位凸部,该限位凸部与芯轴套管(15)的外端面之间设置弹性复位件(16)。弹性复位件(16)具体可采用弹簧,压装芯轴(13)穿过该弹簧。通过该弹性复位件(16)能够可靠地实现压装芯轴(13)的复位,继而保证气门导管的压装流水线更加流畅。
芯轴套管(15)可通过螺纹紧固件固定于壳体(11)上,但采用螺纹紧固件后,由于螺纹紧固件的成本和安装操作,会导致装配工具的成本较高,装配效率较低。有鉴于此,芯轴套管(15)上靠近气缸活塞杆(12)的一端为凸起端头,且该芯轴套管(15)的中部具有辅助定位凸部,该凸起端头和辅助定位凸部均与壳体(11)的内壁相挡接。此结构下,壳体(11)可以以芯轴套管(15)的轴面为切割面,而形成两部分,此两部分可通过螺纹紧固件固定。凸起端头和辅助定位凸部卡置于上述两部分中,即可实现芯轴套管(15)的安装。如此设置后,即可省去螺纹紧固件,亦无须复杂的安装操作。
可选择地,气缸活塞杆(12)与压装芯轴(13)之间还可设置磁性垫片(17),两者通过该磁性垫片(17)连接在一起。磁性垫片(17)的设置使得气缸活塞杆(12)与压装芯轴(13)之间的连接更加简单、快速;同时,磁性垫片(17)可防止甚至避免气缸活塞杆(12)与压装芯轴(13)工作时受到突然的冲击载荷,继而减小装配工具受到的冲击载荷,延长装配工具的使用寿命。
4、结论
本文介绍了一种新型汽车发动机气门导管通用型装配工具的设计方案,及在实际操作过程中的使用方案,对该工具零部件设计,结构设计及工作原理进行了介绍,同时对本工具的使用情况进行了技术方案进行了介绍。
[1] 机械零件设计手册(第二版)/中册.东北工学院《机械零件设计手册》编写组编,冶金工业出版社,1982.
[2] 机械设计手册/上册,机械设计手册联合编写组编.化学工业出版社,1979.
[3] 机械设计(第七版),濮良贵、纪名刚主编.北京:高等教育出版社,2001.
[4] 画法几何及工程制图.中国纺织大学工程图学教研室等编.上海科学技术出版社.1984.
Design and application of general assembly tool for automotive engine valve guide
Wang Sen, Bo Shi, Ye Siyuan
( Anhui Jianghuai Automobile Co., Ltd., Anhui Hefei 230022 )
At present, the engine valve guide assembly commonly used in traditional manual way, or design a special tool assembly, the assembly efficiency is low, and the generality is poor. This paper introduces a kind of engine valve guide general assembly tool.
Engine assembly; Valve assembly technology; Universal tool
U462.1
A
1671-7988 (2017)10-98-03
10.16638/j.cnki.1671-7988.2017.10.032
王森,(1988-),学士学位,助理工程师,就职于安徽江淮汽车集团股份有限公司。主要从事发动机试制工艺优化、机械设计及开发工作。