美国炼油厂循环冷却水处理与污水回用现状
2017-06-15李本高
高 嵩,李本高,赵 锐
(中国石化石油化工科学研究院,北京 100083)
特约述评
美国炼油厂循环冷却水处理与污水回用现状
高 嵩,李本高,赵 锐
(中国石化石油化工科学研究院,北京 100083)
介绍了美国炼油厂循环冷却水系统的水质指标及常用的水质稳定技术,简述了美国炼油厂污水回用于循环冷却水的水源和水质要求,论述了市政污水回用的深度处理技术,分析了回用水对炼油厂循环冷却水系统的影响及相应的水处理工艺的调整方法,为我国炼油厂循环冷却水处理及污水回用提供借鉴。
循环冷却水;污水回用;深度处理
随着经济的发展,我国水资源短缺的问题日益严重。石化行业作为工业体系中的用水大户,存在着供水不足等问题。同时,国家颁布的保护水资源和水环境的政策和法规日趋严格,迫使石化企业开发和采用节水减排、污水回用技术,降低新鲜水消耗,减少污水外排,降低企业用水成本。循环冷却水系统是炼化企业最大的用水单元,其水量占企业总处理水量的60%~75%[1],所以循环冷却水的使用管理逐渐受到重视,对循环冷却水的处理提出了更高的要求,使循环冷却水处理技术面临着新的挑战和发展机遇。
美国作为全球炼油能力最强的国家,其生产每加仑炼油产品所需的水量为1~2.5 加仑[2]。在美国的炼油厂中循环冷却水的取水量和流失量分别占企业总用水量和流失量的48%和70%[3]。美国近一半的炼油厂位于西南部水资源匮乏的德克萨斯州、加利福尼亚州、新墨西哥州和路易斯安那州,其他炼油厂也多数位于水体环境较脆弱的地区。近年来,为保护水资源和水环境,联邦及各州政府开始立法限制炼油工业的用水量和排水量,提高炼油厂取水和排污的成本和标准,鼓励污水回用[4]。了解美国炼油厂循环冷却水处理现状和污水回用措施,对我国炼油行业的节水减排工作具有重要的借鉴作用。
本文介绍了美国炼油厂循环冷却水的水质指标和水质稳定技术,综述了回用于炼油厂循环冷却水的污水的水质要求和深度处理技术,以期对我国炼油厂中相关问题给予启示。
1 循环冷却水的水质指标及水质稳定技术
1.1 水质指标
美国炼油厂循环冷却水的浓缩倍数一般为6~8倍。企业循环冷却水的管理由循环冷却水药剂公司负责。美国4家循环冷却水药剂公司推荐的循环冷却水水质指标见表1[5]。每个炼油厂具体的水质指标需要根据补充水的水质、管道的材质、水冷器的运行参数等进行调整。由表1可见,不同药剂公司的循环冷却水水质指标不同,特别是对氯化物的控制指标差距很大,有的要求十分严格,有的要求较宽松,但均严于我国的控制指标。
受浓缩倍数的制约,循环冷却水在运行过程中需要排出一定量的浓水(即排污水),并补充一定量的新鲜水,使循环冷却水中的含盐量、pH、有机物含量、悬浮物含量等控制在一个合适的范围内。国际石油行业环境保护协会(IPIECA)给出了建议的排污水中污染物含量:COD <150 mg/L,ρ(游离烃类)<5 mg/L,TSS<200 mg/L,TDS<700 mg/L[6]。
排污水的处理有直排和进入污水处理厂处理两种途径。美国环保署(EPA)限定直排排污水中余氯的最高质量浓度为0.5 mg/L,总可回收铬的最高质量浓度为0.2 mg/L,总可回收锌的最高质量浓度为1.0 mg/L[7]。在排污水进入污水处理厂之前,需要采用化学方法及过滤、澄清等方法进行预处理。佛罗里达州奥兰多市曾经将排污水直接送入污水处理厂,发现这样操作增加了再生水中的TDS,使再生水无法回用到循环冷却水,后来改为先结晶预处理排污水再送污水处理厂处理[8]。IPIECA建议在处理循环冷却水排污水时需要监控循环冷却水的水质,如果发现循环冷却水中有油的泄露,要及时将发生泄漏的水冷器关闭,并将污水分出;同时建议排污水可以不经污水处理厂的一级油水分离系统处理,而是直接进入二级油水分离系统[6]。

表1 美国4家循环冷却水药剂公司推荐的循环冷却水水质指标
1.2 水质稳定技术
在敞开式循环冷却水系统中,需要选择经济实用的循环冷却水处理方案,以解决设备腐蚀、沉积物附着、微生物滋生以及由此形成的黏泥污垢堵塞管道等问题。
美国循环冷却水系统的不同金属材料的腐蚀速率控制指标见表2[9]。由表2可见,不同金属材料的腐蚀速率要求不同,其中低碳钢换热器管的腐蚀速率控制指标较严,高于我国GB 50050—2007《工业循环冷却水处理设计规范》[10]中腐蚀速率小于0.075 mm/a的指标。一般通过阴极保护和阳极保护可以降低腐蚀,也可以加入缓蚀剂,使循环冷却水系统在高浓缩倍数下运行。与我国类似,美国循环冷却水系统中对碳钢类常采用聚磷酸盐、锌盐、钼酸盐等复配磷酸盐、多磷酸盐类缓蚀剂,对铜合金类常采用含氮有机物(唑类)缓蚀剂[11]。近年来,由于发现无机类的缓蚀剂,如铬酸盐、钼酸盐和磷酸盐等分别具有难生物降解、对奶牛泌乳有副作用和富营养化等问题,EPA逐渐加强了对缓蚀剂的环境安全要求[12]。新的非金属有机缓蚀剂逐渐被开发出来用于碳钢的防腐,如膦酸酯和氨基膦酸酯等,但这些有机缓蚀剂更容易受到氧化型杀生剂的影响。因此,新型绿色缓蚀剂的研制也是目前美国循环冷却水处理领域的热点之一。
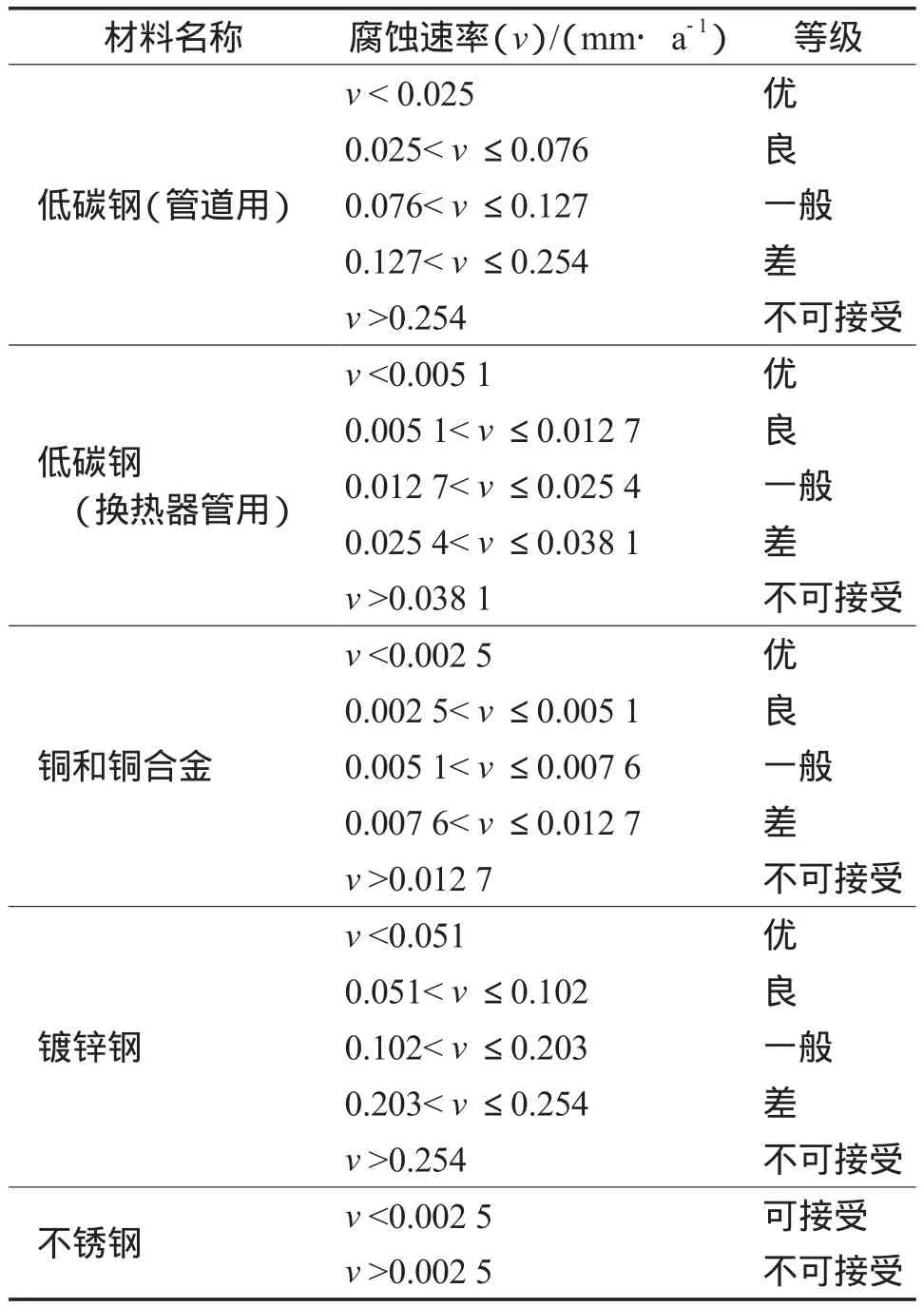
表2 美国循环冷却水系统的不同金属材料的腐蚀速率控制指标
在循环冷却水运行过程中会有各种物质在换热器的传热管表面形成沉积物,主要有水垢、淤泥、腐蚀产物和生物沉积物。为了减少沉积物的生成,一方面需要监控循环冷却水系统,减少泄漏;另一方面可以加入分散剂和表面活性剂。酸、磷酸酯和水溶性高分子是典型的阻垢剂和分散剂,包括聚丙烯酸酯、聚甲基丙烯酸酯、聚马来酸(PMA)、聚磷酸酯和聚磷酸盐等。PMA是目前研究最多的一种无磷缓蚀阻垢剂,它不仅可以作为胶体分散剂,而且可以使含钙的晶体畸变[13]。在很多情况下,固体沉积物的去除需要将化学药剂与旁滤器(滤芯式滤清器、水力旋流器和介质过滤器等)结合使用。
当循环冷却水系统中有微生物生长时,会在系统中形成生物膜,这不仅影响热量交换,同时会进一步加剧设备的腐蚀,此外,部分水生病菌会危害循环冷却水操作人员的健康。美国冷却水协会(CTI)建议循环冷却水运营商要规律性地监测军团菌,将水中浮游非自养细菌的数量维持在104CFU/mL以下,表层固定的非自养细菌的数量需维持在105CFU/cm2以下,以降低对健康和运行的危害[14]。为了控制微生物生长,需要定期向系统中投加杀生剂。常用的杀生剂分为两类:一类是氧化型;另一类是非氧化型。氧化型杀生剂为氧化性较强的氧化剂,如氯、次氯酸盐、二氧化氯、溴及溴化物、臭氧等。非氧化型杀生剂是通过干涉微生物的新陈代谢杀死微生物,如三羟甲基硝基甲烷、二硫氰基甲烷、季铵盐和聚季铵盐、氨基甲酸酯、异噻唑啉酮、戊二醛、2,2-二溴-3-次氮基丙酰胺等。非氧化型杀生剂易使微生物产生抗药性,所以一般常采用至少两种不同的非氧化型杀生剂或一种氧化型和一种非氧化型混合使用。
表3列出了美国加利福尼亚州圣何塞市和圣迭戈市环境服务部门在《循环冷却水管理指南》[15]中推荐使用的水处理剂及其最大质量浓度。

表3 推荐使用的水处理剂及其最大质量浓度
2 污水回用于循环冷却水
循环冷却水系统是炼油厂中运行水量最大的单元。经过处理的市政污水或工业污水是炼油厂循环冷却水的一个充足且可广泛使用的水源。将处理后的污水回用于循环冷却水系统,不仅可以减少新鲜水的使用量,降低生产成本,而且可以减少向环境中排放的污水量。
2.1 回用水源及水质要求
在美国,直接回用炼油厂污水的案例并不多见。这一方面是由于美国炼油厂采取源头控制的手段,在生产过程中产生的污水量很少,不具备污水回用的规模;另一方面,美国具有完善的市政污水处理系统,炼油厂的污水在生产现场只需经过简单处理,水质达到进入市政污水处理系统的要求后,可与生活污水混合进行处理[16]。
美国的市政污水处理设施完善,处理规模庞大,为污水回用提供了良好的基础条件。加利福尼亚州最先提出污水的回收与再利用,并于1918年公布了第一项有关污水回用的规章[17]。BP Carson炼油厂1999年开始采用回用水,2013年回用水已占总取水量的35%[4-5]。Chevron El Segundo炼油厂接近80%的生产用水和景观用水来自回用水[3]。2004年,EPA发布了《2004水回用指南》。此后,回用水(通常是经过二级处理的市政污水)在工业中的使用量迅速增加,被广泛应用于循环冷却水、工艺水和锅炉补充水。
美国和我国回用于循环冷却水的水质要求比较见表4[18]。与我国HG/T 3923—2007《循环冷却水用再生水水质标准》[19]相比,EPA对回用水水质的要求更加宽松,仅对表中所列5项有限制,对氨氮、硫化物、油含量、总磷、硬度等无明确要求,这与美国主要回用市政污水有关。

表4 美国和我国回用于循环冷却水的水质要求比较
2.2 深度处理技术
根据回用于循环冷却水的水质要求,采用炼油厂污水和市政污水作为循环冷却水系统补充水时,需要先进行深度处理,使循环冷却水不易结垢,腐蚀性小,可供微生物利用的营养物质少,细菌含量低,以保证循环冷却水系统的高浓缩倍数。美国的深度处理方法大多采用传统的二级处理后再附加其他处理工艺,通常也被称为三级处理。EPA推荐的处理方法是二级处理加消毒,同时根据来水水质选择增加混凝和过滤工艺。传统的二级处理方法包括活性污泥法、生物转盘反应器等。EPA要求二级处理出水中BOD5和SS均小于30 mg/L[18]。
在三级处理中,一个重要的工艺是过滤,包括砂滤、活性炭过滤、膜过滤和生物过滤等。越来越多采用膜过滤技术代替传统的砂滤和活性炭过滤等[20]。膜过滤技术是以外界能量或化学位差为驱动力,达到去除、分离、富集污染物的目的。膜过滤技术主要有微滤(MF)、超滤(UF)、纳滤(NF)和反渗透(RO)等。与其他处理技术相比,膜过滤技术可以更好地去除污水中的微小悬浮物、胶体、细菌等,从而达到循环冷却水回用的要求[21]。
美国加利福尼亚州颁布的《水循环22号标准》建议采用絮凝—过滤或MF—RO联合氯气消毒的方法处理市政污水二级出水[22-23]。加州West Basin水回用工厂采用3种处理工艺为不同的回用方式提供了5种水质的回用水。
第一种处理方法为22号标准处理工艺,即在高效沉淀池中加入聚合物和氯化铁进行絮凝和澄清,再经过5 m厚的无烟煤过滤层过滤后氯气消毒(下文将此种工艺生产的回用水简称为22号水)。南加州地区的各种水质指标见表5[22]。从表5可以看出,与新鲜水相比,22号水的总碱度及有机物、磷酸盐和氨氮的质量浓度较高,其他指标较接近。有机物、磷酸盐和氨氮可以促进微生物的生长,同时,氨氮会在冷却塔中脱逸而出,尤其在循环冷却水的碱性处理方案中,更容易脱除,从而使循环冷却水的pH下降,影响系统水质稳定剂的缓蚀阻垢效果。经此工艺处理的回用水被用于灌溉,如园林绿化等,不可直接用于循环冷却水系统。
第二种处理方式是将22号水再次经过曝气生物滤池(BAF)硝化处理,水中的氨氮被去除(简称硝化出水)。在南加州地区,许多炼油厂已成功将此种水回用于循环冷却水系统。当采用新鲜水作为循环冷却水补充水时,浓缩倍数一般控制在4~5倍,并控制循环冷却水的pH在7.5±0.5,以防止结垢。从表5可以看出,新鲜水与硝化出水中硅含量接近,所以采用硝化出水作为循环冷却水补充水时,浓缩倍数一般也控制在4~5倍。硝化出水中含有约6 mg/L的磷酸盐,可与碳钢中的铁反应生成磷酸铁,附着在碳钢表面,从而抑制碳钢表面的腐蚀,虽然磷酸盐会产生结垢的问题,但可以通过调节pH来消除。在美国Chevron炼油厂和ExxonMobil炼油厂中,三级处理的回用水中磷酸盐的含量已足够控制碳钢的腐蚀,而不需另加入缓蚀剂[5]。硝化过程产生的硝酸是一种温和的缓蚀阻垢剂,同时回用水的碱度为64 mg/L,可以减少酸的用量[22]。但采用硝化出水作为补充水时需要增加对细菌的控制,一般循环冷却水中ρ(余氯)控制在1.0~3.0 mg/L。
第三种处理方法是膜工艺,包括MF和RO,生产3种回用水:仅经过MF处理的水用于防止海水倒灌;经过MF—RO处理的水用于低压锅炉和循环冷却水;经过MF和两级RO处理的水用于高压锅炉[24-25]。南加州地区的某炼油厂采用30%的新鲜水和70%的回用水作为循环冷却水的补水,其中回用水为85% MF—RO出水+15%硝化后出水。从表5可以看出,此时回用水中各种离子和COD均很低,循环冷却水的浓缩倍数从4~5倍提升至10~14倍,从而使循环冷却水的排污水减少80%。虽然MF—RO处理消耗更多的能量和需要更大的运行成本,但经MF—RO处理后的水中化合物含量低,水质好,从而降低处理补充水的成本。此炼油厂中水处理所需的费用相对新鲜水费降低了85%[22]。
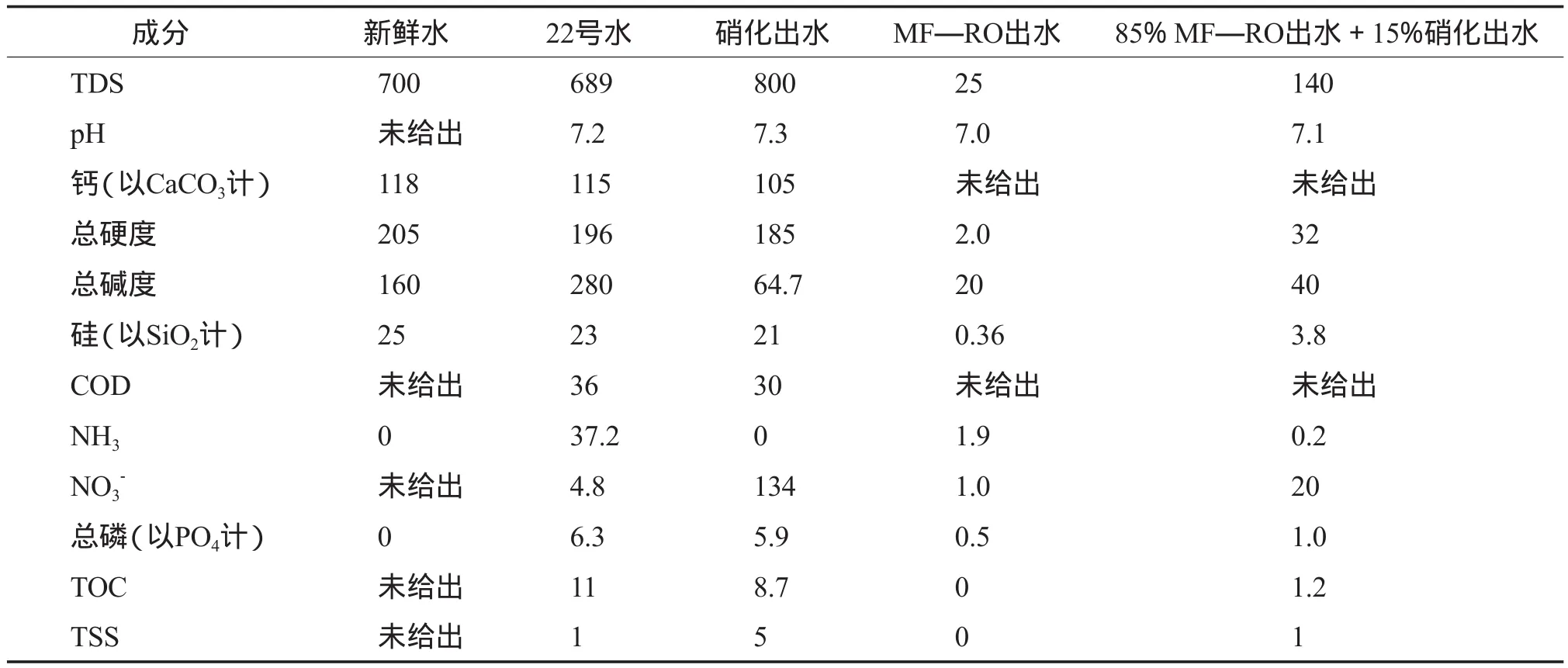
表5 南加州地区的各种水质指标 ρ,mg/L
美国炼油厂多采用经过硝化或膜处理的市政污水回用至循环冷却水系统。回用水进入炼油厂后无需其他处理即可应用于循环冷却水系统。近年来,部分炼油厂也开始对本厂的污水进行处理后回用,如Marathon Ashland Petroleum公司采用膜生物反应器(MBR)处理油库转运污水,将部分达标污水排入亚什兰的市政污水处理系统,部分回用[26-27]。
2.3 循环冷却水处理系统
回用水与新鲜水水质的差异使采用回用水作为循环冷却水补充水时的水处理剂的使用发生变化。Mobil Torrance炼油厂采用West Basin水回用工厂的硝化出水作为循环冷却水补充水,由于该回用水中含有约6 mg/L的磷酸盐,系统结垢的倾向增加;另外该回用水中TDS高,系统腐蚀的倾向也增加,原有的含磷、锌的水处理剂配方已不能满足需求。对此,该炼油厂采取了改进水处理剂配方、严格控制水质指标、加强水质即时监测等手段,控制水处理剂中的总磷质量浓度为20~30 mg/L,循环冷却水中ρ(Cl-)低于1 700 mg/L,降低了系统的腐蚀倾向;另外加入10 mg/L的共聚物分散剂,并控制浓缩倍数,降低系统的结垢倾向。同时,炼油厂在循环冷却水系统中安装了手动和自动控制pH的硫酸加入系统、缓蚀阻垢剂和分散剂自动加入系统、基于氧化还原电位的自动杀菌系统、基于电导率的自动排污控制系统、在线腐蚀监测和在线结垢监测系统等[28],根据水质有针对性地投加化学药剂、防腐杀菌剂等。
绿色缓蚀阻垢剂如PMA、2-膦酸丁烷-1,2,4-三羧酸等也被用于污水回用循环冷却水系统中,但其性能易受到杀生剂氯气和次氯酸钠的影响。而采用氯胺代替氯气进行消毒杀菌处理时,可以降低对缓蚀阻垢剂的影响[29]。Liu等[30]发现,当采用硝化后的市政污水作为循环冷却水补充水时,加入5 mg/L的PMA和2~3 mg/L的氯胺并调节污水pH至7.8,可以有效抑制结垢和微生物生长。
3 结语
美国炼油厂对循环冷却水水质和低碳钢腐蚀速率的控制要求更加严格。与我国类似,绿色缓蚀阻垢剂特别是无磷缓蚀阻垢剂也是美国水处理剂的发展方向。
美国炼油厂多采用水回用工厂生产的经过硝化或膜处理的市政污水回用至循环冷却水系统。我国与美国不同,一是炼油厂取水量大,排污水多,大型企业都建有独立的工业污水处理系统,有充足的外排污水水源;二是城市污水的处理率不高,且多数工业企业远离城市。因此,大多数炼油厂采用达标外排的炼油污水和新鲜水混合作为循环冷却水的补充水。但随着水资源短缺形势的日益严峻,我国已提出促进再生水和海水的利用。由于再生水的生产成本远低于海水淡化,同时不受地域和气候影响,所以再生水将在未来的水能利用中扮演举足轻重的角色。目前我国许多炼油厂已采用市政中水作为循环冷却水的补充水。美国炼油厂及水回用工厂的经验值得我们借鉴。
[1] 姜文,万志强. 石化污水回用于循环冷却水系统处理技术探讨[J]. 石油化工设计,2012,29(1):7 - 9.
[2] EPA. Oil refineries[EB/OL]. [2016-06-30]. https:// www3.epa.gov/region9/waterinfrastructure/oilrefi neries. html.
[3] Wu May,Mintz M,Micheal W,et al. Water consumption in the production of ethanol and petroleum gasoline[J]. Environ Manage,2009,44(5):981 - 997.
[4] 赵锐,李本高,高嵩. 美国炼油污水处理现状与发展趋势[J]. 工业水处理,2016,36(1):1 - 6.
[5] Milne N A,Zhang Guomin,Tjandraatmadja G ,et al. Guidance for the use of recycled water in industrial facilities[C]//. Proceedings of Australia’s National Water Conference and Exhibition. Artarmon:Victoria University,2009:59 - 70.
[6] IPIECA. Petroleum refining water/wastewater use and management[R]. London:2010.
[7] EPA. Clean water act NPDES permitting determinations for the thermal discharge and cooling water intake structures at merrimack station in bow,New hampshire[R]. New England:2012.
[8] EPA. Guidelines for water reuse[R]. Washington D C:2004.
[9] Puckorius P R. Cooling water system corrosion guidelines[J]. Process Cool Equipment,2003(7/8):15 - 17.
[10] 中国工程建设标准化协会化工分会. GB 50050—2007工业循环冷却水处理设计规范[S]. 北京:中国标准出版社,2007.
[11] Keister T. Cooling water management basic principles and technology[EB/OL]. Prochemtech Com,[2016-06-30]. http://prochemtech.com/Literature/Technical/ Basic_Cooling_Water_Management_II.pdf.
[12] LaBrosse M,Erickson D. The pursuit of a green carbon steel corrosion inhibitor - Part 1[J]. Mater Perform,2014,53(8):46 - 49.
[13] Li Heng,Hsieh M K,Chien S H,et al. Control of mineral scale deposition in cooling systems using secondary-treated municipal wastewater[J]. Water Res,2011,45(2):748 - 760.
[14] Chien S H,Dzombak D A,Vidic R D. Comprehensive evaluation of biological growth control by chlorine-based biocides in power plant cooling systems using tertiary effl uent[J]. Environ Eng Sci,2013,30(6):324 - 332.
[15] San Jose-Santa Clara.Guidelines for managing water in cooling systems:For owners,operators,and environmental managers[R]. San José:2002.
[16] 李杰,张弘,韩晶晶,等. 污水回用技术应用现状与研究进展[J]. 重庆科技学院学报:自然科学版,2010,12(5):111 - 113.
[17] 刘金武. 论污水回用处理技术的进展[J]. 石油化工应用,2010,29(1):4 - 7.
[18] EPA. Guidelines for water reuse[R]. Washington D C:2012.
[19] 天津化工研究设计院、中国石油化工集团公司水处理药剂评定中心. HG/T 3923—2007 循环冷却水用再生水水质标准[S]. 北京:中国标准出版社,2007.
[20] 朱越平,钟冬晖. 石化污水回用技术应用现状及展望[J]. 当代化工,2014,43(5):793 - 795.
[21] 孙根行,刘梅. 国内外炼油废水深度处理及回用现状与展望[J]. 安全、健康和环境,2010,10(2):28 - 31.
[22] Loretitsch G A,Karajeh F,Nagel R. The hot and cold of recycled water in refi neries[EB/OL]. [2016-06-30]. https://www.centralbasin.org/assets/board_ agendas/36/04jul002exB.pdf.
[23] Bixio D,Thoeye C,De Koning J,et al. Wastewa-ter reuse in Europe[J]. Desalination,2006,187(1/2/3):89 - 101.
[24] Manero A. Comparative water management practices in California and Spain[EB/OL]. [2016-06-30]. http:// upcommons.upc.edu/bitstream/handle/2099.1/6053/08. pdf?sequence=9&isAllowed=y.
[25] Lazarova V,Perera J,Bowen M,et al. Application of aerated biofi lters for production of high quality water for industrial reuse in West Basin[J]. Water Sci Technol,2000,41(4/5):417 - 424.
[26] Buckles J,Kuljian A,Olmstead K,et al. Full-scale treatment of a petroleum industry’s wastewater using an immersed membrane biological reactor[C]. Proceedings of the Water Environment Federation. 2004:791 - 809.
[27] Peeters J G,Theodoulou S L. Consider membrane technologies to treat oily wastewater[J]. Hydrocarb Process,2007,86(11):81 - 86.
[28] Bresnahan W T. Water reuse in oil refi neries[J]. Mater Perform,1997,36(7):40 - 44.
[29] Chien S H,Chowdhury I,Hsieh M K,et al. Control of biological growth in recirculating cooling systems using treated secondary effl uent as makeup water with monochloramine[J]. Water Res,2012,46(19):6508 - 6518.
[30] Liu Wenshi,Chien S H,Dzombak D A,et al. Mineral scaling mitigation in cooling systems using tertiarytreated municipal wastewater[J]. Water Res,2012,46(14):4488 - 4498.
(编辑 祖国红)
Status on recirculating cooling water treatment and wastewater reuse in American refineries
Gao Song,Li Bengao,Zhao Rui
(Sinopec Research Institute of Petroleum Processing,Beijing100083,China)
The water quality standards and the common water quality stabilization technology for recirculating cooling water systems of American refi neries were introduced. The requirements of water source and water quality for wastewater reuse in recirculating cooling water systems of American refineries were introduced. The technologies for advanced treatment of municipal wastewater were discussed. The effect of reused wastewater on recirculating cooling water system of refi nery and the relative adjustment methods of wastewater treatment process were analyzed. Some suggestions for recirculating cooling water treatment and wastewater reuse in Chinese refi neries were also presented.
recirculating cooling water;wastewater reuse;advanced treatment
X703
A
1006-1878(2017)02-0129-07
10.3969/j.issn.1006-1878.2017.02.001
2016 - 09 - 21;
2016 - 11 - 10。
高嵩(1987— ),女,山东省章丘市人,博士,工程师,电话 010 - 82368326,电邮 gaosong.ripp@sinopec.com。