PVC焊缝密封胶起泡问题的解决
2017-06-09毕超君华云贾鹏鹏安永强
毕超君,华云*,贾鹏鹏,安永强
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
PVC焊缝密封胶起泡问题的解决
毕超君,华云*,贾鹏鹏,安永强
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
分析了汽车五门一盖PVC焊缝密封胶起泡原因,通过空出R角以形成排气通道,较好地解决了该问题。指出了相关注意事项。
汽车;焊缝密封胶;折边胶;包边;起泡
随着汽车由过去的奢侈品发展为今天的必需品,各大汽车厂为了提高市场占有率,对汽车外观质量的要求越来越严格。对汽车四大工艺而言,涂装是决定外观质量最关键的一环。胶泡是涂覆在五门一盖包边处的焊缝密封胶进行烘烤固化后,其上出现鼓包甚至破裂产生孔洞的现象。它不仅会影响焊缝密封胶的美观性,而且会降低密封性,严重时存在胶条开裂甚至脱落的风险,影响到车身密封质量和生产的正常进行[1-2],是新车型调试时影响涂装提升外观质量的顽固性难题。本文分析了胶泡的成因,详细阐述了笔者在某新车型调试过程中对胶泡问题的解决方法。
1 胶泡成因的探讨
胶泡产生的根源是密封胶与包边缝隙处存在水或空气,在烘烤固化过程中水或空气受热,发生体积膨胀,导致该位置压强变大,将密封胶顶出鼓泡甚至开裂,如图1所示。因包边另一侧为焊装涂覆的折边胶或折边结构胶,已在电泳烘房中烘烤固化,其固化后强度高,故胶泡会出现在没有烘烤的焊缝密封胶一侧。

图1 胶泡产生原因示意图Figure 1 Schematic diagram showing the reason for blistering
通常焊缝密封胶的标准固化条件为140 °C × 30 min。单位体积的空气在体积不变的情况下从常温T1变化到固化温度T2时,压强P变化情况如下:
由PV=nRT(其中V为气体体积,n为物质的量,R为理想气体常数,T为绝对温度)得P2/P1=T2/T1= (140 + 273.15) / (25 + 273.15) = 1.39(P1和P2分别为常温和140 °C时的压强)。可见,单位体积的空气在体积不变的情况下从25 °C加热至140 °C时,其压强是原来的1.39倍。
已知水的摩尔质量为18 g/mol,密度为1 g/cm3,理想气体的摩尔体积为22.4 L/mol。在体积不变的情况下,设1 cm3常温(T1)的水转化为水蒸汽并加热至T2(即140 °C)时的压强为P3,相对于25 °C空气的压强变化倍数为P3/P1= (n3T2) / (n1T1) = [1/18 × (140 + 273.15)] / [1/(22.4 × 103) × (25 + 273.15)] = 1 724.44(倍)。
2 胶泡问题的对策
通过探讨胶泡的成因,可以得出解决胶泡问题的实质就是消除焊缝密封胶与内外板包边处的空腔。密封胶与车门包边形成空腔有2种原因。
2. 1 包边翘边而形成空腔
包边过程中出现包边贴合不实、翘边甚至立边,导致包边位置存在较大空腔。之后涂覆密封胶,形成空腔,再经烘烤出现胶泡,图2为此类胶泡发生部位的剖解状态。针对这类问题,通过调试焊装折边机/滚边机的包边压力、角度等参数,降低翘边的程度,就可以减小胶泡发生的概率。
2. 2 折边胶未填充完全而形成空腔
车门内外板包合后,折边胶涂覆不均,其中有些部位未完全填充,因此该部位的R角及翻折区域形成空腔,如图3所示。折边胶经电泳烘烤后已固化,再在中涂烤房烘烤时,空腔内空气体积膨胀,将未固化的焊缝密封胶顶出,形成胶泡。

图2 翘边形成的空腔Figure 2 Cavity caused by edge lifting

图3 折边胶填充不均形成的空腔Figure 3 Cavity caused by nonuniformity of folded edge adhesive
针对此情况,确保折边胶能够完全填充所有R角,使其及翻折区域无空腔即可解决问题。但在现场调试时发现,虽然理论上折边胶完全填充折边R角可以解决胶泡问题,但在实际作业中,由于受到涂覆区域形面不规则、压紧过程中受挤压力度不一致等因素制约,完全填充且不溢胶的状态不易实现。
在分析了现场折边胶涂覆工艺后,笔者所在团队考虑将R角完全空出以形成连通的空腔,便于烘烤时空气的顺利流动,利用热空气往上走的原理,R角内的空气受热后会上升并且可在内板折边胶涂覆缺口处逸出(见图4),从而保证空腔内气压与外界一致,避免某一部位压强过大而顶出密封胶,形成胶泡。

图4 气体流通路径示意图Figure 4 Schematic diagram of air flow path
表1列出了以上两种折边胶涂覆方案优缺点。可见方案一中涉及增加人工及工位,增加了单台成本,同时由于折边型面多样,要达到理想状态,工艺上很难实现;而方案二只需调整涂覆轨迹即可,操作方便,简单易行。

表1 折边胶涂覆方法的比较Table 1 Comparison between coating methods of folded edge adhesive
考虑到折边胶不仅起密封作用,而且起到防锈作用,在为R角设计排气通道时,并没有用折边胶填满折边外板和内板之间的缝隙,存在生锈的隐患。如果车辆在使用过程中有水汽渗入,则会造成生锈。因此,需要控制涂装焊缝密封胶的质量,以保证R角排气道在折边胶和焊缝密封胶的保护下避免水汽进入。工艺上对此作出如下要求(见图5):折边胶长度超过内板R角2 mm以上,保证内外板之间无水汽进入;另外焊缝密封胶在包边两侧长度均达到2 mm以上,以隔绝外部的水汽。
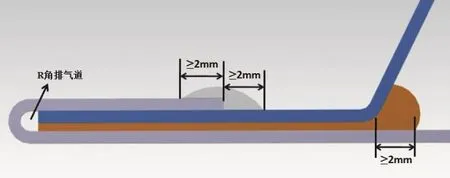
图5 折边胶涂布的注意事项Figure 5 Notice of coating for folded edge adhesive
3 结语
PVC焊缝密封胶起泡问题受焊装车间及涂装车间的共同影响,其复杂的成因导致解决难度大。通过在R角处形成排气的空腔,在某新车型试制阶段成功地将整车胶泡数量由平均的9个/台减为零,同时兼顾了整车防锈的要求,有效地解决了困扰涂装外观质量提升的胶泡难题,也为其他车型的胶泡问题解决提供了思路。值得注意的是,解决胶泡的同时需要兼顾防锈作用,如果内外板为非镀锌板,从防锈的角度出发,还需要进行更深入的研究。
[1] 杨学岩, 林晓泽. PVC胶产生气泡的原因及控制措施[J]. 汽车工艺与材料, 2011 (3): 13-16.
[2] 彭文. 汽车涂装过程中PVC涂料施工工艺简介[J]. 上海涂料, 2010, 48 (3): 10-12.
[ 编辑:杜娟娟 ]
A solution to blistering of PVC weld adhesive //
BI Chao-jun, HUA Yun*, JIA Peng-peng, AN Yong-qiang
The cause for blistering of PVC weld adhesive on five doors and the engine cover of an automobile was analyzed. The problem can be solved through emptying the R corner to form an exhaust passage. The matters needing attention were pointed out.
automobile; weld adhesive; folded edge adhesive; coated edge; blistering
Great Wall Motor Co., Ltd., Technology Center, Hebei Automotive Engineering Technology Research Center, Baoding 071000, China
TQ639.8
B
1004 – 227X (2017) 10 – 0542 – 03
10.19289/j.1004-227x.2017.10.009
2016–05–08
2016–10–31
毕超君(1990–),男,河北沧州人,本科,从事汽车涂装工艺设计工作,研究方向为涂装同步工程分析、汽车涂装工艺规划。
华云,工程师,(E-mail) hy13832247045@126.com。