钛合金表面激光熔覆复合涂层的熔池行为对微观组织和性能的影响
2017-06-07马永马建光孙楚光廖帮亮朱卫华陈志勇王新林
马永,马建光,孙楚光,廖帮亮,朱卫华,陈志勇王新林,
材料工程
钛合金表面激光熔覆复合涂层的熔池行为对微观组织和性能的影响
马永1,马建光1,孙楚光1,廖帮亮1,朱卫华2,陈志勇2王新林1,2
(1.南华大学机械工程学院,湖南衡阳421001;2.南华大学电气工程学院,湖南衡阳421001)
采用5 kW横流CO2激光器,在TC4钛合金表面激光熔覆原位制备掺Y2O3的复合陶瓷涂层。利用扫描电子显微镜(SEM)、X射线衍射仪(XRD)、能量散射X谱仪(EDS)对熔覆层组织和物相进行分析;通过维氏显微硬度计对熔覆层和基材显微硬度进行测量。结果表明:随着扫描速度由10mm/s和8mm/s增大12mm/s时,熔覆层表层和中部组织变得更加细化和致密,结合区组织由致密组织结构和稀疏的晶须网状结构变为单一的致密组织结构。当扫描速度为12 mm/s时,熔覆层物相为Ti、TiC、TiB2、Y2O3;扫描速度为10mm/s和8mm/s时,熔覆层物相为Ti、TiC、TiB、Y2O3.扫描速度为10mm/s和8mm/s熔覆层的显微硬度提高的主要因素是生成了新的增强相TiB.
TC4钛合金;激光熔覆;复合涂层;微观组织;扫描速度;显微硬度
钛合金由于比强度高、耐腐蚀性能优异、生物相容性好而被广泛的应用到航空、海洋、医药等领域[1-2]。然而,由于其较低的耐磨性,极大的限制了在实际生产中的应用。作为表面改性技术中的热点之一,激光熔覆技术是改善钛合金表面摩擦磨损性能的重要手段[3]。同时,由于稀土及稀土氧化物在冶金溶液中具有净化杂质、合金化、增加异质形核点等作用,使得激光熔覆掺杂稀土及稀土氧化物为近年的研究的热点[4]。有研究者[5]在激光熔覆WC-Co镍基复合涂层中添加稀土氧化物CeO2,研究表明CeO2的添加提高了涂层的硬度和耐磨性能;有研究者[6]探索了在钛合金表面激光熔覆制备陶瓷涂层中添加稀土氧化物Y2O3,研究表明加入适量的稀土氧化物可以显著的提高熔覆层的硬度和耐摩擦磨损性能。本文通过改变激光扫描速度,探讨了熔池行为对TC4钛合金表面激光熔覆掺Y2O3的TiB/TiC复合陶瓷涂层的微观组织和性能的影响。
1 实验材料与方法
实验基材采用尺寸为25 mm×25 mm×15 mm的TC4钛合金,其表面通过研磨、清洗、干燥等处理。熔覆粉末采用TiB2粉末(纯度为99.5%,粒度为6 μm)、TiC粉末(纯度为99.9%,粒度为200μm)与Y2O3粉末(纯度为99.5%,粒度为2μm)。粉末按比例为TiB2:TiC=1:3+4%Y2O3进行配比后,通过球磨机充分研磨混拌。以2123酚醛树脂为粘结剂,将其制为膏状,然后在基材表面预置厚度为0.4 mm的涂层。激光熔覆实验采用5 kW横流TJ-HL-T5000型CO2激光器,熔覆实验工艺参数如表1所示。其他的参数为:光斑直径D=5 mm,搭接率为40%,保护气体为10 L/min的氩气。
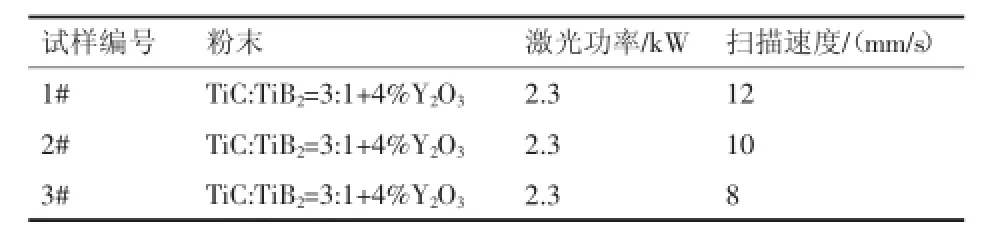
表1 激光工艺参数
激光熔覆后,采用电火花线切割机,沿垂直于激光扫描方向切割试样。对切割面进行研磨、抛光、腐蚀等处理,制得金相试样。采用JSM-6490LA型扫描电镜观察试样截面组织形貌;采用XD-3型X射线衍射仪对激光熔覆层物相分析;用HXS-1000TAY型维氏显微硬度仪测量熔覆层和基体硬度,加载砝码质量为200 g,加载时间为15 s.
2 实验结果与讨论
2.1 熔覆层的显微形貌与组织
图1(a)~1(i)分别为试样1#~3#不同部位的显微组织图片。由1(a)、1(d)、1(g)对比可见,当扫描速度减小,熔覆层表层组织更加粗大,且树枝状组织方向性由杂乱无章变为大致朝向于散热方向。在熔覆层表层由于G趋近于0,R趋近于无穷大,凝固条件有利于等轴晶的形成;但是在凝固后期,随着冷却速度的降低,柱状不能继续形成,因而生长为等轴晶和枝晶形态[7]。同时在激光功率一定的条件下,随着扫描速度的减小,涂层将接受到激光的辐照时间增多。一方面熔池存在时间越长,组织有足够的时间长大,故扫描速度越小组织越粗大;另一方面熔池表层的对流更加剧烈,故表层树枝状组织随着扫描速度的减小表现出明显的方向性。由1(b)、1(e)、1(h)可见,1#熔覆层中部为杂乱致密的网状结构,而2#和3#熔覆层中部以致密的树枝状组织为主,树枝状组织间为晶须状和颗粒状组织填充。由1(c)、1(f)、1(i)可见,1#熔覆层结合区熔覆层结合区为杂乱致密的网状结构;而2#和3#熔覆层结合区主要由两部分形貌组成:一部分为由二次枝晶臂未发达的树枝状和树枝状组织间夹杂着少量的细针状组成的致密组织形态;另一部分为稀疏的晶须网状结构,而在与基材的结合界面处有一层薄的平面晶。在熔覆层底部,G趋近于无穷,R趋近于0,故此时熔覆层组织容易生长为平面晶[7]。在熔覆层和基材的过渡区,有细针状类马氏体存在,表明熔覆层与基材有很好的冶金结合。2#和3#的结合区形态形成的主要原因如下,根据激光熔池和流体力学的相关知识分析可得,激光熔池的液体流动方向为:从垂直于熔池横截面看,在熔池中形成以激光光斑中心轴为对称的两个方向相反的涡流,带动涡流周边的液态金属从熔池内部流向熔池外部,其形态近似于表面张力温度系数为负值时的情况。在熔池与基材的接触中心区形成了一层很薄的边界区,此处的液态金属几乎静止不动,全部为液态钛合金构成,所以在凝固过程中,凝固物质可以在此结合区生长为相对致密结构,而在与基体的另外接触区,所有液态金属处于高速对流中,不存在静止不动的液态金属,故在凝固后形成伸向基体生长的晶须结构[8]。

图1 试样不同部位SEM图片
2.2 熔覆层的物相成分分析
图2为1#~3#熔覆层的X射线衍射图谱,由X射线衍射图谱可见:1#的物相成分主要由Ti、TiC、TiB2、Y2O3组成,2#和3#的物相由Ti、TiC、TiB、Y2O3组成。2#和3#的熔覆层物相组成和1#的熔覆层的物相组成不同的原因为:在激光功率保持一定的条件下,随着激光扫描速度的增加,预置涂层接受激光辐照的时间减少,粉末吸收的能量减少。同时,由于TiB2的熔点最高(3200℃),在预置涂层吸收的能量减少时,未能充分和Ti反应生成TiB,由于生成的TiB量较少时,所以未能检测出它的存在。图3为3#熔覆层中部的显微组织图,可以看出图中主要由黑色基体、树枝状、针状、晶须状、灰色颗粒、白色颗粒等组织形貌组成。结合XRD和EDS数据可得:黑色基体为Ti,树枝状和白色颗粒状组织为TiC,针状和晶须状组织为TiB,灰色颗粒状组织为Y2O3.试样3#中部EDS分析如表2所示。

图2 熔覆层的X射线衍射图谱

图3 3#熔覆层中部S EM图片

表2 试样3#中部EDS分析(原子百分数/%)
2.3 熔覆层的硬度分析
图4分别为1#~3#的熔覆层和基材的显微硬度分布图。由图可见,2#~3#的熔覆层硬度相对于1#的熔覆层硬度有明显的提高,2#~3#的熔覆层最高显微硬度相对于基材的硬度提高了3~4倍,而1#的熔覆层最高显微硬度相对于基材提高了2.5倍左右。图5分别为1#~3#的熔覆层平均硬度和最高硬度的柱形图,从图中可见,随着速度的增加熔覆层的平均硬度和最高硬度都在减少。硬度的分布主要是和熔覆层的增强相的种类、分布情况和形态共同决定的[9]。在功率一定的条件下,当减小扫描速度时,预置涂层吸收到的能量增多,从而使得熔覆层的熔池存在的时间变长,组织有足够的生长时间,虽然熔覆层组织相对粗大,但另一方面生产了TiB增强相。因此,2#~3#高于1#的熔覆层硬度是因为生成了TiB增强相起主导因素。

图4 熔覆层显微硬度

图5 熔覆层平均速度和最高硬度柱形图
3 结论
(1)在TC4钛合金表面激光熔覆原位制备出了掺Y2O3的TiC/TiB复合陶瓷涂层,涂层组织细小、致密、无气孔。
当扫描速度为8mm/s和10mm/s时,熔覆层的物相由Ti、TiC、TiB、Y2O3组成;当扫描速度为12 mm/s时,熔覆层的物相由Ti、TiC、TiB2、Y2O3组成。
(2)在其他工艺参数不变的条件下,随着扫描速度的减小,熔覆层的平均显微硬度和最高显微硬度逐渐提高。其中扫描速度为8 mm/s时,熔覆层最高显微硬度为1 388 HV0.2,是基材的3.5倍。其中决定硬度的主要因素是生产了新的增强相TiB.
[1]徐金涛,李安,刘栋,等.激光熔覆Cr_3Si/g多相涂层耐蚀性和耐磨性研究[J].中国激光,2016(3):66-72.
[2]Bai L L,Li J,Chen JL,et al.Effect of the Content of B4C on Microstructural Evolution and Wear Behaviors of the Laser-Clad Coatings Fabricated on Ti6Al4V[J].Optics&Laser Technology,2016,(76):33-45.
[3]吴少华,石皋莲,陆小龙,等.钛合金激光熔覆NiCr/ Cr_3C_2-20%WS_2涂层的耐磨性[J].金属热处理,2016,41(6):79-84.
[4]谌俊,肖雪军.稀土CeO2对激光熔覆WC-Co镍基复合涂层组织形貌和性能的影响[J].表面技术,2011,40(6):29-31.
[5]何科杉,程西云,李志华.CeO2对镍基TiC陶瓷涂层微观组织和摩擦学性能的影响[J].润滑与密封,2009,34(9):40-43.
[6]朱快乐,张有凤,何力,等.激光熔覆Y2O3-TiB增强钛基涂层摩擦磨损性能研究[J].热加工工艺,2016(12):131-133.
[7]W.KURZ.D.J..FISHER.Fundamentals of Solidification[M]. Trans Tech Publications Ltd.1998.
[8]田浩,耿林,倪丁瑞,等.TC4合金表面激光熔覆B_4C及B_4C+Ti粉末涂层的微观组织[J].稀有金属材料与工程,2007,36(03):420-423.
[9]文向东,陈志勇,朱卫华,等.激光原位熔覆制备TiC/TiB硬质陶瓷复合涂层[J].激光与红外,2013,43(4):371-375.
Effects of the Molten Pool Behavior on Microstructure and Properties of Composite Coating on Titanium Alloy Surface by Laser Cladding
MA Yong1,MA Jian-guang1,SUN Chu-guang1,LIAO Bang-liang1,ZHU Wei-hua2,CHEN Zhi-yong2,WANG Xin-lin1,2
(1.School of Mechanical Engineering,University of South China,Hengyang Hunan 421001,China;2.School of Electrical Engineering,University of South China,Hengyang Hunan 421001,China)
The composite coating doped with Y2O3was synthesized by laser cladding on the surface of TC4 titanium alloy with 5 kW continuous wave CO2laser.The microstructure of laser cladding layers and composition of reinforced particles were analyzed using scanning electron microscope(SEM),energy-dispersive X-ray spectroscopy(EDS)and X-ray diffraction(XRD),the micro-hardness of the laser cladding layer was tested using optical microscopy hardness tester.The results show that the microstructure of upper border area and middle zone was refined and dense greatly.Structure of the bonding zone was transformed from compact structure and reticular structure of whisker to compact structure with the scanning speed of 10 mm/s and 8 mm/s to 12 mm/s.When scanning speed was 12 mm/s,phase constituents of the coating were Ti,TiC,TiB2,Y2O3.When Scanning speed was 10mm/s and 8 mm/s,phase constituents of the coating were Ti,TiC,TiB,Y2O3.The micro-hardness of cladding layer gradually reduced with the increase of Scanning speed.And the key factors of hardness are new enhancements TiB.
TC4 titanium alloy;Laser cladding;composite coating;microstructure;scanning speed;micro-hardness
TG166.5
A
1672-545X(2017)02-0120-04
2016-11-23
湖南省自然科学基金(NO.2015JJ6098)
马永(1989-),男,河南南阳人,硕士研究生,主要从事激光加工技术方面的研究;王新林(1970-),男,湖南涟源人,博士研究生,教授,主要从事激光加工技术方面的研究。