变压器磁芯自动包胶设备的研发
2017-06-07梁丰林浩波陆宇立
梁丰,林浩波,陆宇立
变压器磁芯自动包胶设备的研发
梁丰,林浩波,陆宇立
(河源职业技术学院,广东河源517000)
针对目前变压器的磁芯包裹绝缘胶纸采用手工操作的方式,而且需要根据磁芯形状、大小的不同制作相对应的装夹模具,生产效率低下等问题,研制出一款变压器磁芯的自动包胶装置,该装置采用PLC和气动控制系统,实现对中小变压器磁芯的自动包胶,该装置采用直线气缸完成贴胶和包胶的推进动作,保证包胶的质量,为企业节省大量的人力、物力。关键词:变压器磁芯;自动包胶;工位
变压器贴胶纸是小变压器组装必须进行的一项装配工序,其组装示意图如图1所示。目前该工作是依靠人工借助简单夹具完成,由于贴胶纸上料过程耗费时间长,工作效率低,并随着人力成本的不断提升,致使生产成本很高。为了提高生产效率,节省成本,同时减轻对操作工人的依赖,设计了该款变压器磁芯自动包胶装置。

图1 磁芯贴胶纸图示
1 设计方案
1.1 工艺过程分析
通过对变压器磁芯人工手动装配过程进行分析,每个磁芯的贴合过程都可以分为磁芯定位、取胶纸料、装配这几个过程。本项目设计的自动贴胶纸装置的工艺过程参照手动贴合的过程,根据自动化的实际特点对整个贴合过程进行细分,得到的工艺过程如图2所示。

图2 磁芯贴胶纸自动装置的工艺流程
1.2 项目的总体方案设计
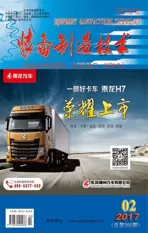
变压器磁芯自动包胶装置主要由回转平台、送料机构、上料机构、换向机构和出料机构等五大部分组成,其结构如图3所示。送料机构负责按一定的节拍送入胶纸和磁芯,由气缸机构完成胶纸和磁芯的一个工位,接着由回转平台进行下一个工位进行侧面的包胶,相续完成后几个侧面贴胶,最后由出料机构将组装好的磁芯送到指定的位置。为了完成磁芯上的自动贴胶,胶纸送料机构负责胶纸的送料,回转平台负责各个工位之间的工位转换,由各个辊轴工位分别完成各个面的包胶。本方案的工作原理和详细工作过程如下:
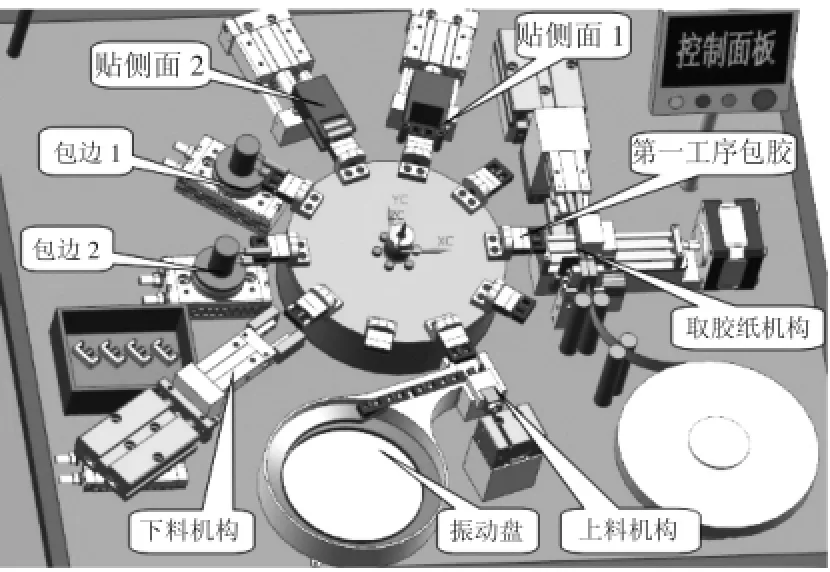
图3 变压器磁芯自动包胶装置
(1)胶纸经直线气缸气爪抓取拉直并移动至真空吸治具上,真空吸治具接收信号并完成胶纸剪切,完成胶纸的取料过程;
(2)磁芯在回转平台的带动下旋转到工位1,胶纸在步进电机的控制下将胶纸传送至磁芯,磁芯和胶纸完成第一工序包胶,真空吸治具断电,退位,直线气缸移动抓取胶纸,真空吸得到信号重新吸取胶纸,回到原始位置等待下一个动作;
(3)已完成第一工序磁芯在回转台作用下转动至第二个工位,在辊轴治具的作用下利用气缸的移动完成侧面的磁芯包胶,动作完成气缸退回至起始位置,等待下一个动作;
(4)磁芯按第三步骤动作相续完成另外侧面的包胶动作;
(5)完成包胶的磁芯由机械手取出,整个包胶动作完成。
1.3 项目各机构的方案设计
1.3.1 回转平台的设计
回转平台主要由凸轮分割器、转盘和工装夹具等组成[1]。其工作原理为:设备的回转平台随着凸轮分割器按设定的参数转动,使工件在回转1周之内依次完成上料、贴底面胶纸、贴侧面胶纸、包边和取件等主要的工序。回转平台的结构如图4所示。

图4 回转平台示意图(带板子)
回转平台上安装10个专用工装夹具,每个工装上设计有2个定位销,可以辅助板子定位。
1.3.2 取胶纸机构的设计
取胶纸机构主要由步进电机和导轨以及真空吸治具等组成,如图5所示。电机轴末端经直线导轨装有吸附装置将胶纸吸紧,步进电机控制直线运动,切断装置切断胶纸,胶纸吸附在治具上,完成第一工位动作。
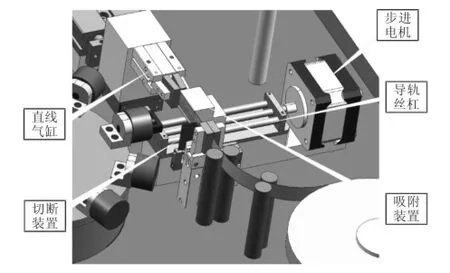
图5 取胶纸机构示意图
1.3.3 辊轴包胶机构的设计
辊轴包胶主要由平移气缸和辊轴装置等组成,如图6所示。每个辊轴装置由两个弹性辊轴组成,磁芯到达固定工位后,辊轴装置接收到信号,直线气缸推动辊轴装置前进,靠弹性辊轴装置将胶纸对磁芯进行自动粘合。

图6 辊轴包胶示意图
1.3.4 出料机构的设计
出料机构主要由手指气缸、直线气缸和旋转气缸等组成,如图7所示。手指气缸的两指抓取成品,先由直线气缸退回起始位置,再由旋转气缸回转至归纳盒上方,气动手指松开,完成一个成品的出料过程。
图7 上料机构示意图
2 变压器磁芯自动包胶装置的电气控制系统设计
2.1 气动控制设计
本设备的气动装置主要由直线气缸、旋转气缸和手指气缸组成[2]。其中,5个单向气缸用于完成贴胶和包胶的推进动作;2个旋转气缸用于包边压紧;1个旋转气缸用于卸料定位;2个手指气缸用于胶纸的夹紧,1个手指气缸用于卸料时夹紧磁芯。
2.2 电控系统设计
根据该设备采用凸轮分割器回转平台将所有工序集于一体的设计思路,各个工序的精确定位直接影响到设备的自动化程度和产品的合格率,因此采用三菱FX3U64MT型号的可编程控制器作为中央核心控制器[3],控制电磁换向阀、气缸、电动机等设备的工作顺序,完成变压器磁芯自动包胶工序的工作控制要求。
3 结束语
本变压器磁芯的自动包胶装置,为半(全)自动设备,通过在回转平台上设置若干个吸附治具,在所述吸附治具相对设置贴胶机构、第一包胶机构和第二包胶机构,使磁芯依次经过贴胶,装配单个工件周期4S.本设备实现了对中小变压器磁芯的自动包胶,不需要制作与磁芯形状、大小相适应的装夹模具,可以适应任何形状的磁芯,并且采用直线气缸完成贴胶和包胶的推进动作,保证包胶的质量,因此为磁芯的自动包胶提供了便利。
[1]陈艳芳.基于回转平台的三脚插头与金属嵌件自动装置设备的研制[J].机械工程师,2015(7):63-66.
[2]隋明阳.机械设计基础[M].北京:机械工业出版社,2005.
[3]尹志强.机电一体化设计课程设计指导书[M].北京:机械工业出版社,2007.
The Research and Developmenton Automatic Encapsulating Equipment of Transformer Magnetic Core
LIANG Feng,LIN Hao-bo,LU Yu-li
(Heyuan Polytechnic,Heyuan Guangdong 517000,China)
Wrapping insulating gummed paper of transformer magnetic core adopts the type of manual operation at present.It is needed to manufacture corresponding clamping mould according to the different shapes and size of magnetic core.The Production efficiency is low at present.Focusing on those problems the automatic encapsulating equipment of transformermagnetic core is developed in this paper.It is realized on the automatic encapsulation of small and medium-size transformer magnetic core by adopting the PLC and pneumatic control system in this equipment.This equipment adopts linear cylinder to complete the rubberizing and encapsulating push motions.The quality of encapsulation is ensured and save a lot of manpower material resources for enterprise.
transformer magnetic core;automatic encapsulation;work station
TM 405
A
1672-545X(2017)02-0052-03
2016-11-20
梁丰(1978-),男,黑龙江密山人,讲师,主要研究方向:机电产品设计与制造。