基于PLC的打包机控制系统设计
2017-06-06马涛辽宁锦州渤海大学工学院
马涛 辽宁锦州渤海大学工学院
基于PLC的打包机控制系统设计
马涛 辽宁锦州渤海大学工学院
作为比较繁琐的一种机床设备,在工厂出货以前需要完成打包操作,而这个过程是通过打包机来完成的,将PLC技术运用于打包机控制系统汇总大大地增强了系统的安全性以及运行效率,本文主要介绍了三菱公司的打包机特点、设计方法以及通过梯形图如何实现编程等。
PLC技术 打包机 梯形图
这些年以来,PLC(可编程控制器)在仪表器中的使用,在一定程度上大大增强了系统的灵活性以及系统的稳定性,相比于单片机,PLC的应用范围更加普遍,同时维护起来更加地方便,使得系统的经济效益大大地增强了。传统的机床电气控制设备中大部分选择的是继电器的方式进行控制的,该方法用到的电器元件比较多,而且有着繁琐的逻辑布线,另外发生故障的概率比较大,所以系统运行的时候可靠性大大地降低了,将PLC技术运用其中可以大大改善这些难题。在打包控制系统中PLC有着举足轻重的作用,相比较于传统意义的继电器而言,在功能性,性能方面以及设备的维护方面都有着巨大的优势,而且硬件的配套比较齐全,另外实用性强,同时维护起来简单方便。在很大程度上增强了打包机的可靠性以及提高了系统的运行效率,进而大大减少了打包机所投入的成本,因此在多种机床设备的系统中,运用PLC技术尤为普遍,分析打包机控制系统对包装设备的创新以及国际竞争力的增强和工业发展都起到了很大的促进作用,另外也大大提高工业产品的质量。
1 梯形图设计
可编程控制器的初始阶段,梯形图的设计通常选择的是继电器电路的方式,基于相关电路,从而按照相关的需求,逐步地将梯形图完善与反复地修改,为了得到理想的梯形图,需要经过多次不断地进行图形的修改,而且中途需要添加很多的元件以及触点等。可以按照某种规律设计该方法,而且该规律的随意性以及试探性比较大,同时结果也不是固定不变的,所设计的梯形图的质量和设计者的经验有着直接的联系,因此在梯形图的设计中通常采用这种经验设计方法。自动顺序梯形图如图1所示。
2 控制系统的功能分析
本文选用的PLC器件是来自三菱公司的FX2N系列。FX2N是三菱公司里面具有最快的速度和最强的功能的产品之一。产品的执行指令速度十分迅速,同时能够扩展存储空间,最大值是输入输出口有256个,同时兼容多种通讯模块。选择PLC控制系统完成的工作主要包括了上料、对位、传送等。首先是打开进料门,当传送完材料后就关闭进料门,将预压进行升降操作接着完成主压的升降操作,当抬起箱体后接着转动箱体到合适的地方后,再完成捆包的操作,升降顶包,接着包布放下。这些操作完成的主要动力都是需要电动机的参与。当升降主压活塞的操作完成之后与箱灯的抬落动作的控制都是需要依靠电动机1M以及对应的电磁阀实现的,活塞预压操作需要借助于电动机2M以及对应的电磁阀,左右转箱操作的完成需要借助于电动机3M以及对应的电磁阀;升降顶包、关闭挡料门以及材料的捆包和放包布等操作的动力都是来自于电动机5M以及对应的电磁阀。运行打包机的重要的步骤先是在主压上放置产品,接着当关闭了进料门以后,就上升主压以及预压,当上升到合适的位置时候,就抬高箱子到某一个高度,当箱体的位置是处于不变动的情况下,将箱体稍微下降些,直到在预压上。接着捆包操作箱体,当预压右行完成放包布的相关工序。进而搬走已经包装好的产品,回到初始的位置完成预压。
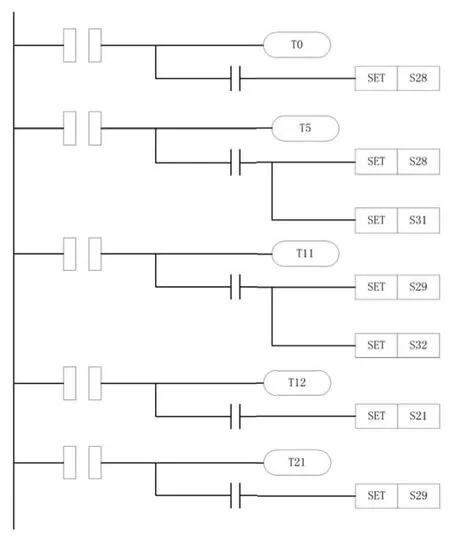
图1 自动顺序梯形图
3 控制系统硬件
本文选择的PLC输入口和输出口的数目都是64,用到了40个输入口,30个输出口,符合系统的设计需求。I/O地址编排输入如表1所示。
输出如表2所示。
4 系统程序的设计
本文选择的方法是顺序控制设计,根据生产过程中的相关工艺操作需求从而完成适宜的控制。在生产的过程中执行机构按照内部的相关状态和信号的输入具体详情,从而自动完成操作这个过程就是所谓的顺序控制。很多的工程师也把顺序控制的设计方法称呼为步进控制设计法。该方法很快就可以掌握,同时如果熟悉之后就能够将设计的运行效率提高。另外在修改程序的时候也比较简便。按照三菱公司的编程说明,顺序设计方法能够使得设计的时间减少很多,同时对于那些有丰富经验的设计师可以大大缩短设计时间,其中的操作包括了仿真以及调试等。顺序控制设计法的运用领域除了PLC控制系统之外,在继电器控制的系统领域也有着广泛的运用,该方法的应用场合很多,这个方法的设计理念是经历了一个阶段逐步形成的。在继电器的控制系统里面,实现的方式选择的是带有触点的选线器,然而继电器控制系统因为自身所存在的一些接触故障或者是磨损的触点,因此在稳定性方面可能不太好把握。当许多的小规模型的集成电路诞生之后,该方法由于没有很好的可靠性从而就被其他的方法所替代了。
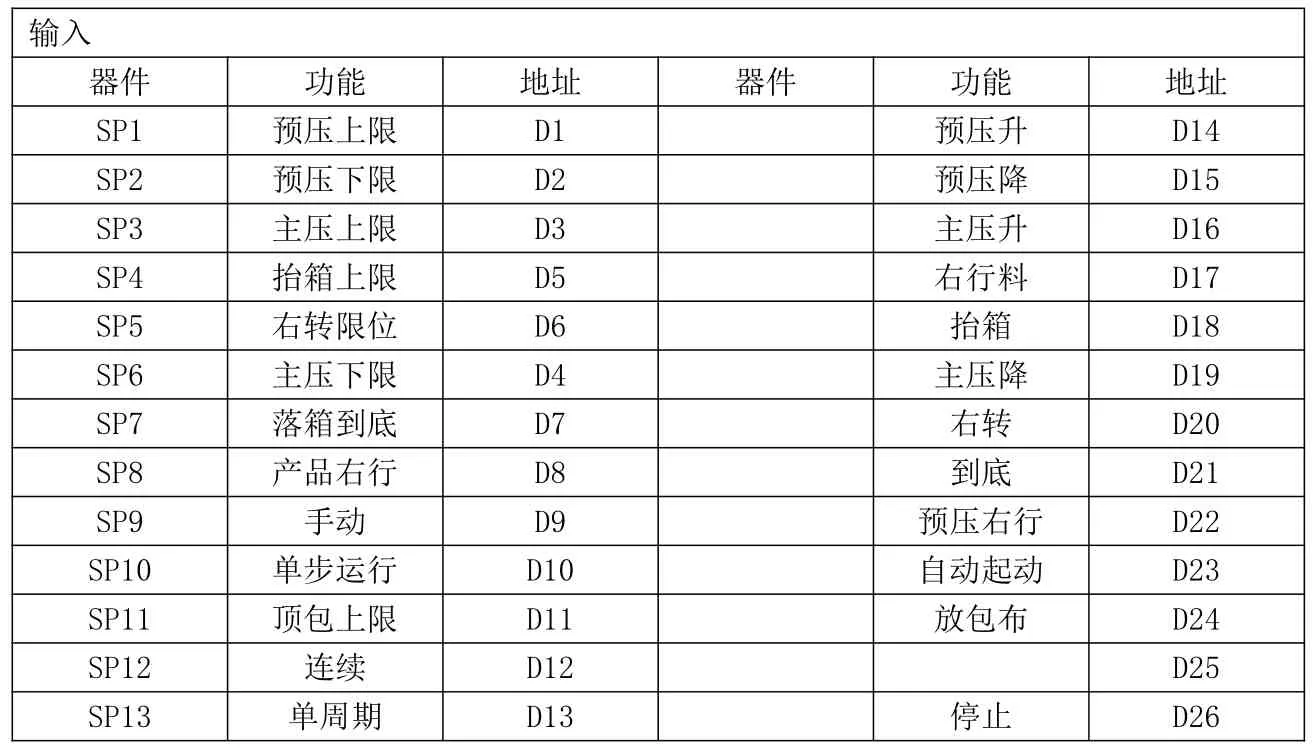
表1 I/O地址编排输入表
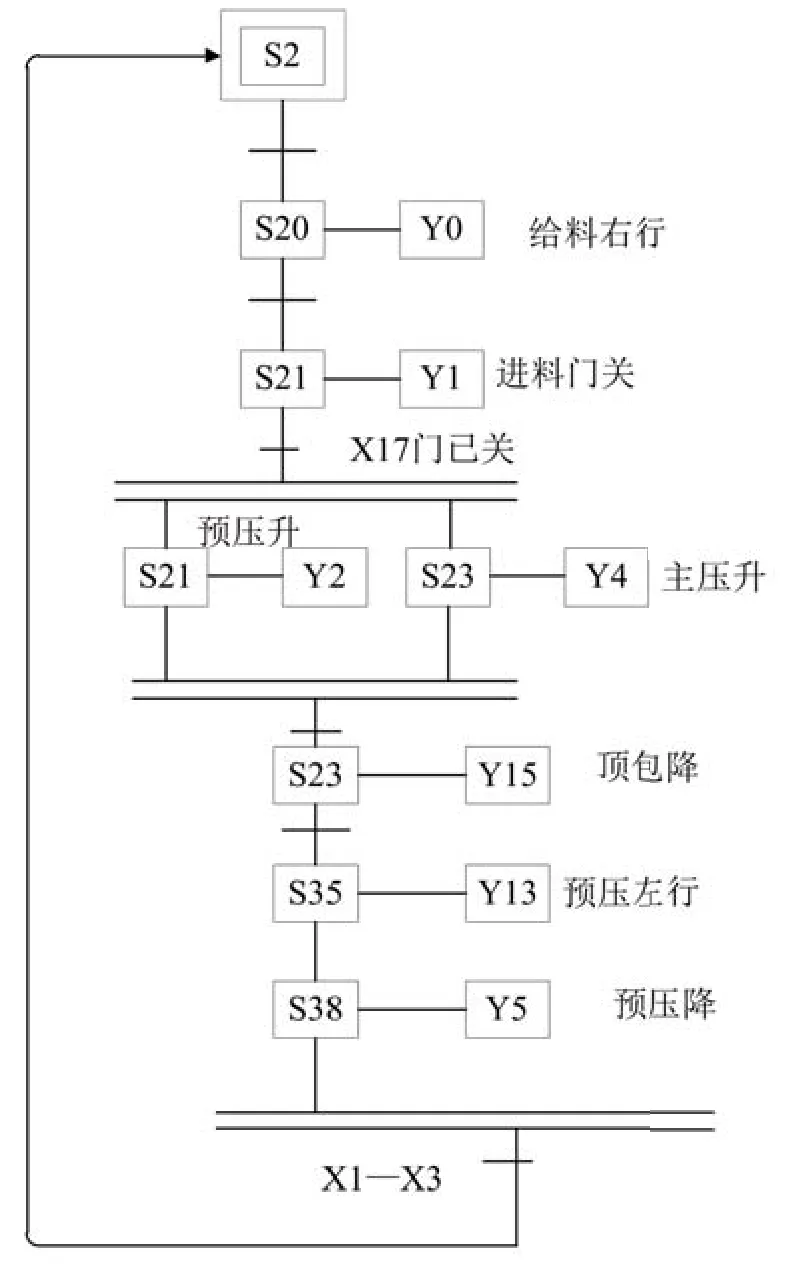
图2 打包机系统顺序功能图
当可编程逻辑控制器诞生后,在设计的过程中设计者选择的是顺序控制法,通过实践可以证明这种方法的效果十分好,因此就形成了多种和顺序功能图有关的语言,到目前为止,很多的设计者都倾向于该设计顺序控制方法。该方法的重要核心内容是系统由多个部分形成,同时这些部分之间是相互连接的,这种方式在编程的过程中叫做步,一般情况下表示的器件是编程器件,例如状态S在系统中的输出量所对应的状态是固定不变的,而且步步间的输出量也是不相同的,从而使得编程元件和步中有着紧密的关系。打包机系统顺序功能图如图2所示。
在整个PLC打包机系统的设计过程中,重要的内容就是软件设计。打包机的继电器控制系统中包括了各种各样的电器元件,同时也有着很繁琐的布线,所以维护过程就相对而言比较繁琐。和继电器接触器系统比较不存在繁琐的硬件电路,控制状态改变的过程中不用进行重新设计以及重新安装,直接就可以把程序改变,在很大程度上大大减少了周期,也提高了硬件的使用效率。
在工业生产中PLC有着重要的作用,其中许多的企业都运用了PLC技术,这使得生产过程中的成本在很大程度上降低了许多。打包机对劳动强度有很高的要求,假如没有足够的速度的话,同时也没有优质的质量,那么就会导致产品的质量降低,进而对公司的效益造成很大的影响,产品质量的提高离质量好的打包机。
结语:PLC在智能仪表中有着广泛的应用,主要是起到了基础行的作用,在打包机系统中应用PLC可以确保系统的安全性以及系统的可靠性。相比于单片机技术而言,PLC技术的应用还要普遍,开发该梯形图可以简单化编程。
[1]谢晓燕,滕荣华.基于PLC的打包机控制系统设计[J].制造业自动化,2015,34(19):144-147
[2]殷玉萍.基于现场总线网络的PCH-4KNA型打包机控制系统设计[D].中北大学,2008
[3]潘多.基于PLC的棉花打包机控制系统设计[J].农机使用与维修,2015(1):24-25
[4]王玉湘,卢秉亮,许莉.打包机电气控制系统的设计与应用[J].沈阳航空航天大学学报,2016,23(2):39-41