冷轧机液压辊缝控制系统分析
2017-06-01何英春本钢板材股份有限公司采购中心辽宁本溪117000
何英春(本钢板材股份有限公司采购中心,辽宁 本溪 117000)
冷轧机液压辊缝控制系统分析
何英春
(本钢板材股份有限公司采购中心,辽宁 本溪 117000)
HGC(液压辊缝控制)系统是AGC(厚度自动控制)系统的重要组成部分,其作用是与轧制速度控制系统、带钢张力控制系统一起保证板带材纵向厚度的均匀性和较高的厚度精度。本文针对某四机架冷连轧机液压压下系统轧制力方式下的控制模型仿真分析,研究其在轧制力控制方式下的动态特性,并为如何提高控制系统动态特性与优化调节参数提供了理论基础。
冷连轧机; HGC系统; Simulink仿真;动态特性
板厚是板带材质量的主要衡量指标之一,它直接关系到产品的质量和经济效益。己成为国内外轧钢行业普遍关注的一个焦点〔1,2〕。现代高速、高效的板带材的加工,要求HGC系统能够在最短的时间内实现压下并达到精度要求。这就要求控制系统满足两点〔3〕:1.控制模型的准确性;2.HGC系统的快速性。其工作原理:HGC液压辊缝监控系统为一负反馈控制流程,可依定AGC厚度自动控制系统设定的辊缝间距,通过控制反馈系统进行适时的纠错调整,带动液压缸动作,位移调整轧机工作辊之间的辊缝,进而通过轧制力大小的改变来消除厚度误差。
1 HGC系统建模
某四机架冷连轧机液压辊缝监控系统主要由PID控制调节器、放大系统、电液伺服阀、液压缸(辊系)负载和位移传感器等部分组成。进行系统的动态分析及PI控制参数的优化,建立各个环节的数学模型,并推导其传递函数为:
(1)
式中 ξsv—伺服阀阻尼系数;
ωsv—伺服阀固有角频率;
Ksv—伺服阀增益系数;
s—拉普拉斯算子;
ωr—惯性环节角频率;
ω0—振荡环节无阻尼自振频率;
ξ0—振荡环节阻尼比。
此外,KV=KpKaKsvKfA/KceKi,各参数见表1。
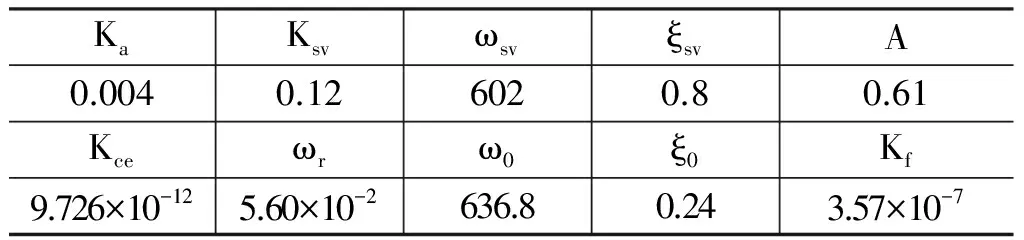
表1 主要参数
2 HGC系统动态特性分析
液压辊缝系统动态特性的分析为频域响应和时域阶跃响应两种分析方法。通过Simulink软件仿真分析,做出Kp=600,Ki=0.02时系统的伯德图和阶跃响应曲线,如图1- 图3所示。
由图可见,当Kp=600,Ki=0.02时,系统的超调量为27%,幅值裕量Gm=18dB,相位裕量Pm=48.5deg,上升时间为9.5ms,调整时间为58.2ms。由此可知,本系统是稳定的且响应速度也很快。
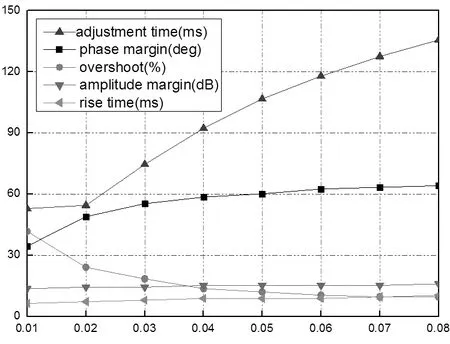
图1 系统频域幅值图
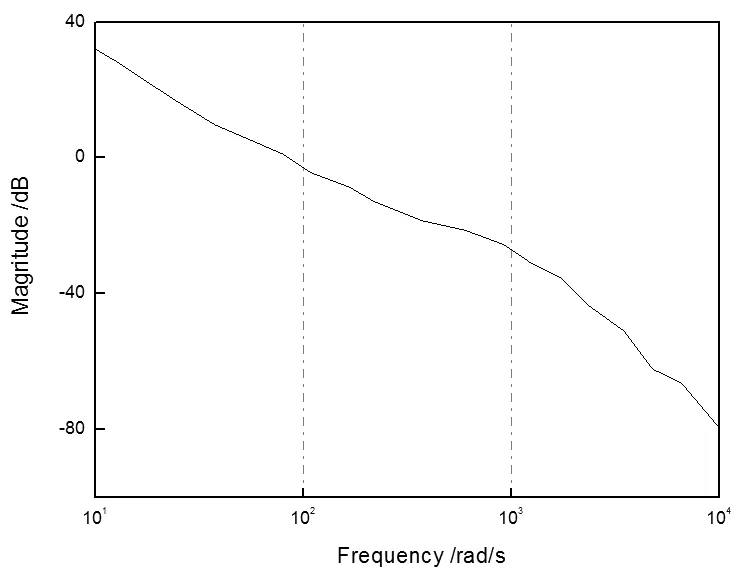
图2 频域相位图
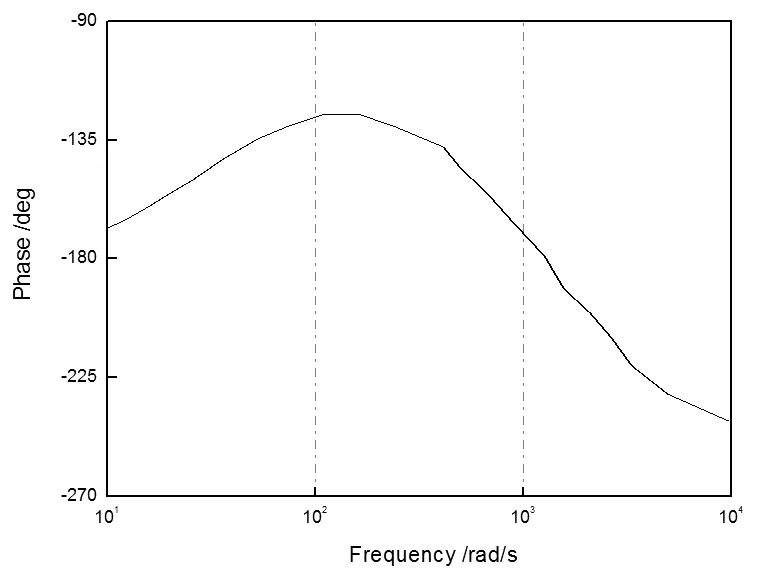
图3 系统时域阶跃响应曲线
3 PID控制参数优化及动态特性影响因素分析
3.1 PID控制参数优化
通过调节Kp、Ki参量使系统获得较好的动态品质。当Ki=0.02时,不同的Kp值对系统各性能指标的影响曲线如图4所示;当Kp=600时,不同的Ki值对系统各性能指标的影响曲线如图5所示。
由图4和图5可知,当Kp>500,Ki=0.02时,各曲线趋于平缓,变化的幅度不大;同时当Ki∈[0.02,0.08],Kp=600时,调整时间有所大幅变化之外,其余曲线趋于平缓,变化的幅度仍然不大。因此,本系统的PID控制器调节参数的取值范围:Kp>500且Ki∈[0.02,0.08]。优化调节参数为Kp=600,Ki=0.03左右时,上升时间为8.28ms,超调量为24.6%,调整时间为75ms,幅值裕量18.2dB,相角裕量为56.2deg,压下系统动态特性达到最优。
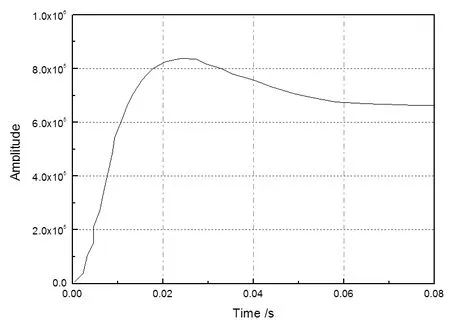
图4 Kp值对系统各性能指标的影响曲线
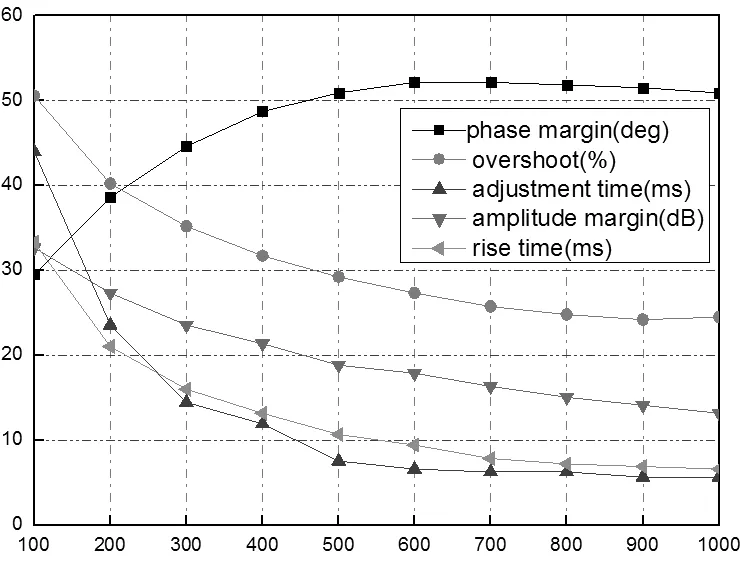
图5 Ki值对系统各性能指标的影响曲线
3.2 动态特性影响因素分析
影响液压辊缝监控系统动态特性的因素,除PID控制参数外,主要还有伺服阀响应频率、液压缸固有频率对液压辊缝系统动态特性的影响〔5〕。
当伺服阀响应频率逐渐增大时,通过计算和阶跃响应超调量可知,随着响应频率的增大,幅值裕量增大,而阶跃响应超调量减小。因此应用中选择响应频率高的伺服阀,可提高系统的响应特性。
当液压缸固有频率增大时,幅值裕量增大,系统的动态响应速度变快。因此,可以增大液压缸固有频率,主要可以通过改善优化液压缸的有效工作结构。
4 结束语
本文建立了四机架冷连轧机液压辊缝监控系统的模型。通过仿真技术对HGC液压辊缝监控系统动态特性进行分析,分析影响液压辊缝系统动态特性的因素,找出了提高系统动态特性的途径,取得了最优PID控制参数,提高了系统的稳定性、响应性。
〔1〕连家创,刘宏民.板厚板形控制〔M〕.北京:兵器工业出版社,1996.4.
〔2〕肖白.我国冷轧(宽)板带生产现状及发展趋势〔J〕.中国冶金,2004,14(4):14-16.
〔3〕董国江.冷连轧机压下系统建模及仿真的研究〔D〕.燕山大学硕士论文,2001.11.
〔4〕邹家祥,徐乐江,等.冷连轧机系统振动控制〔M〕.北京:冶金工业出版社,1998.
〔5〕李光胜,肖凯鸣,等.影响液压压下系统动态性能的因素研究〔J〕.液压气动与密封,2001,12(6):4-7.
Analysis of Hydraulic Roll Gap Control System for Cold Rolling Mill
HE Ying-chun
(SteelPlateCo.Ltd.BenxiSteel,Benxi,Liaoning, 117000,China)
HGC(hydraulic gauge control) system is an important part of AGC(automatic gauge control)system, and its function is to ensure the uniformity of longitudinal thickness of plate and strip, and the higher thickness accuracy together with the rolling speed control system and the strip tension control system. By using the simulating and analyzing the four stand cold tandem rolling with the control model, the paper studies the dynamic characteristics under rolling force mode of hydraulic system. It provides theoretical basis for how to improve the dynamic characteristics of the control system and optimize the parameters.
Tandem cold rolling mill; HGC system; Simulink simulation; Dynamic characteristics.
2017-02-15
何英春(1970-),男,辽宁盘锦人,本钢板材股份有限公司工程师。
1008-3723(2017)02-002-03
10.3969/j.issn.1008-3723.2017.02.002
TG333
A
