加油口门总成开发控制要点及发展趋势研究
2017-05-30陈绍维闫亮杨万庆
陈绍维 闫亮 杨万庆

【摘 要】为了扩大市场份额,在激烈的市场竞争中占得先机,汽车生产企业必须不断根据消费者的需求推出新产品,这导致车型开发周期越来越短。加油口门作为汽车上使用频率较高的一个总成,其工作稳定性非常重要,设计不好轻则导致外观间隙、断差不良,重则造成加油口门无法正常开启和关闭,影响客户使用。目前很少有专门针对加油口门的论述,文章将对加油口门开发过程中的控制要点及发展趋势进行系统的阐述。
【关键词】加油口门;分类;控制要点;垂向刚度;趋势
【中图分类号】U466 【文献标识码】A 【文章编号】1674-0688(2017)04-0075-03
1 定义
乘用车燃油加注口一般有2个门,分别为油箱盖和车身加油口门。前者紧固在油箱加油管颈上,起到保证油箱密封、调节油箱内气压的作用;后者固定在车身上,可以翻转打开,对燃油加注口起保护、遮盖作用,门本体为车身外观件。车身加油口门的形状有方形、圆形、椭圆形、菱形及不规则形状等,随造型不同而不同,以方形和圆形最为常见。
本文主要介绍车身加油口门,一般由门本体和安装机构构成。
2 分类
(1)按照材料,加油口门可以分为金属加油口门、塑料加油口门及金属塑料混合加油口门3种。
金属加油口门:加油口门总成整体采用金属材料,加油口门外板、铰链臂、铰链支架等通过点焊、卷边等结构形式连接。这种结构工艺简单、成本低、外观品质及刚度性能容易保证,重量稍大,在乘用车上应用普遍。
塑料加油口门:加油口门总成整体采用塑料材料,采用螺接、卡接等形式固定在车身上。此种结构具有重量轻、密封效果好、不易被油污腐蚀等优点,还能对车身起美观、装饰等作用。“宝马”“奥迪”“奔驰”“大众”等系列轿车,均采用塑料加油口门。
金属塑料混合加油口门:加油口面板采用金属件,而旋转臂及附属零件采用塑料件,二者通过铆接、卡接、插接、螺接等形式连接。此种结构目前应用极少。随着塑料加油口门性能的提升,以及成本高、重量大及工艺复杂,金属塑料混合加油口门会逐渐被淘汰。
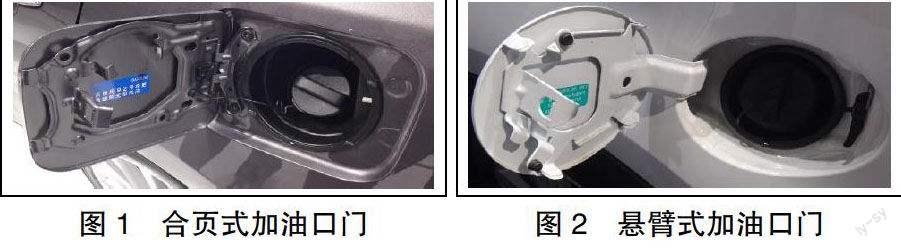
(2)按照转轴连接形式,加油口门可以分为合页式和悬臂式2种,如图1、图2所示。
合页式加油口门直接安装在侧围外板或者是加油口盒上,装配公差好控制,垂向刚度好,但是铰链轴线布置空间有限,运动间隙不太好控制;悬臂式加油口门安装在侧围内板加油口盒上,装配公差不好控制,垂向刚度略差,但是运动间隙容易控制,不容易与侧围总成发生干涉。
(3)按照总体结构,加油口门可以分为整体式与分体式2种,其中整体式多为塑料材质,分体式多为金属材料。
整体式以总成供货,直接装配在车身上,精度较高;分体式一般经焊接、卷边等工艺后于车身上装配,精度略低。此外,为了改善加油口门与侧围总成的间隙、面差,减少由于钣金焊接而造成的安装误差,也有整体式加油口门总成直接卡接在侧围上的结构[1]。
3 开发控制要点
3.1 布置
加油口门的布置服从整车布置的需要,考虑人机工程、操作方便性及安全性,通常位于排气管的另一侧,可以减少油箱受热和减小加油管颈的尺寸。一般加油口门位于后桥上方、车轮内側的位置最安全,但实际上多数布置在后轮罩处的后侧围上。考虑碰撞、翻车时的火灾安全问题,客车设计时通常将加油口门和乘客门异侧,轿车则多设计为与驾驶者异侧[2]。
3.2 间隙、断差
乘用车和商用车对于间隙、断差的要求略有不同,一般乘用车间隙、断差值比商用车小,常见值见表1。
间隙设置为3 mm时,通常运动间隙设置为≥2 mm,间隙值设置为5 mm时,运动间隙通常设置为≥3 mm。不同的企业根据自身的工艺水平,对间隙值的设置略有不同。
3.3 外观及尺寸要求
(1)法规要求:满足《乘用车外部突出物》(GB 11566)的有关要求。
(2)外观表面质量要求:不存在凹凸点、压痕、拉伤、划伤、起皱、滑移线、毛刺等。若有焊接,则焊点应布置在外观不可见的位置。
加油口门总成易进水,因此如果采用金属加油口门总成则要进行防腐处理,总成相关零件最好采用镀锌板,铰链轴最好采用不锈钢或进行防锈处理[3]。
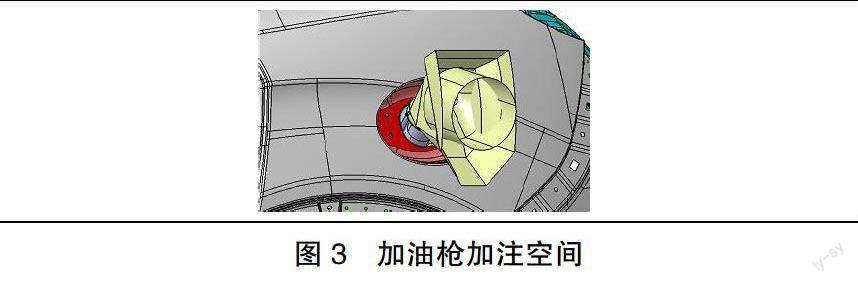
(3)尺寸要求:满足国内外加油枪包络空间。图3为加油枪加注空间、图4为加油枪尺寸校核断面。燃油加注空间满足的条件下,根据具体车型的造型和工艺需要,确定合适的外观尺寸和形状。
考虑加油时的方便性,一般建议加油口门打开最大角度时,总成与油枪包络间隙大于10 mm。
根据上述原则,市场上部分车型加油口门的外观尺寸统计见表2、表3。
3.4 总成性能要求
(1)开启与关闭的限位。加油口门开启到最大设计开度时,自身应能进行限位,过开5°时不应刮伤侧围;总成关闭后由限位块进行限位,防止总成过关。一般加油口门的最大开启角度为95°±10°。
(2)开闭耐久性。加油口门总成进行完开闭耐久性试验后,弹片无断裂,转轴无折断,与侧围总成无干涉、无异响,总成无失效。各大公司对开闭耐久试验方法和试验次数要求有所差异,一般都要求≥3 000次[4]。
通常为了保证弹簧片开闭耐久不失效,弹片材料要求材质均匀,杂质含量少,一般需要进行热处理,以保证材料的一致性。
(3)垂向刚度要求。加油口门打开一定的角度,在锁扣位置加载Z向力,测量Z向最大位移量,应该保持在一定的范围之内。
垂向刚度对于加油口门的外观间隙有着重要的影响,若垂向刚度不足,长期使用过程中,加油口门在自身重力作用下发生Z向变形,导致加油口门与侧围之间的间隙、面差不均匀,严重可导致与侧围总成之间干涉,因此必须保证加油口门垂向刚度符合要求。
3.5 总成操作方便性要求
(1)加油口门开、关门力要求。开门力:加油口门处于初始开启状态,施力方向垂直加油口门摇摆路线,用测力计缓缓加载使门开启,记录在全开限位点前的力的峰值,重复3次取平均值并记录。关门力:施力方向垂直于加油口门摇摆路线,从门盖在全开位置开始用测力计缓缓加载使门关闭,记录在接触到拉锁结构前的力的峰值。重复3次取平均值并记录。评价方法:理想开、关门力为3~5 N。
该开关力与卷边力相关性最大,此外与加油口尺寸、铰链轴的布置形式等相關,量产前必须反复调试,保证开关力在3~5 N,符合人机工程学操作舒适性的要求[1]。
(2)加油口门关闭力(拉索式)。用推拉力计推动加油口门使加油口门完全关闭,推力始终垂直于加油口门外表面,作用点为加油口门外表面上距离加油口门远离轴销的一端5 mm处。该推力应不大于15 N。
该关闭力与拉索锁舌本身弹力、弹片干涉量、卷边力有关,量产前必须反复调试,保证该关闭力≤15 N。
(3)开启间隙。拉索打开后,加油口门在弹簧片弹力作用下自由开启,测量加油口门最大开启高度。重复3次取平均值并记录。评价方法:开启间隙应≥15 mm(如图5所示),以满足打开加油口门时的手部操作空间[1]。
该间隙值与弹片弹力、卷边力及装配精度有关,需在量产前反复调试,以达到目标值,保证开启操作的方便性。
4 发展趋势
随着汽车工业的飞速发展,一方面由于环境和资源的限制,轻量化成为汽车发展趋势之一;另一方面由于消费者对于造型个性化的追求,造型风格多样化成为汽车发展的另一个趋势[5]。
车身加油口门作为车身上的一个外观小系统,发展趋势必然服务于汽车发展的大趋势,其发展趋势有以下方面。
(1)轻量化趋势,塑料加油口门将被广泛采用。
(2)悬臂式加油口门将被广泛采用,以满足各类造型风格个性化的需求。
塑料加油口门易变形和喷涂色差问题,目前最好的解决办法就是研发良好的、稳定的塑料材料和实现在线喷涂技术。
由于悬臂式加油口门零件数量多,重量较大,因此应更加关注于如何优化悬臂式加油口门的钣金结构,在保证品质的前提下实现减重的目标。
参 考 文 献
[1]朱政,蓝俊.多类汽车加油小门总成产品开发控制技术[J].企业科技与发展,2016(3).
[2]孙海涛,乔淑萍.轿车车身加油口盖零件设计分析[J].技术与应用,2009(10).
[3]侯洪生,田祝荫.机械工程图学[M].北京:科学出版社,2008.
[4]GMW 15659—2009,加油口门系统操作力和耐久性[S].
[5]余志生,赵六奇.汽车理论[M].北京:机械工业出版社,2009.
