一种特殊结构的齿测检具设计
2017-05-30牟朋真苗永顺米文山
牟朋真 苗永顺 米文山
摘 要:通过实际参与的SH63H项目各档齿轮检具的设计,以及现场发生的一些实际问题的处理,介绍一种特殊结构的齿测检具。
关键词:齿轮测量;检具
齿轮传动是机器及仪器中常用的一种机械传动形式,它广泛地用于传递运动和动力。齿轮传动的质量将影响到机器或仪器的工作性能、承载能力、使用寿命和工作精度。为了合理地评定齿轮质量,分析齿轮的加工误差,就必须进行齿轮检测。
齒轮检测的方式有两种:终结检测和工艺检测。
终级检测是齿轮加工完毕后对齿轮性能的检测。通过终结检测来判定齿轮的精度和使用质量的合格性或进行精度分类。而工艺检测是指在齿轮加工过程中对齿轮各参数、尺寸的检测,以便查明齿轮加工工艺过程中误差产生的原因,通过对齿轮要素的误差值来调整工艺过程,或通过测量切齿工具和设备来设定它们的精度,以改进加工方法、完善工艺过程。
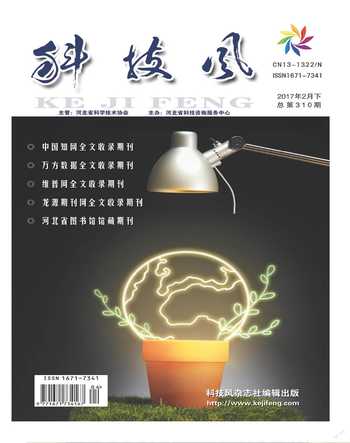
目前我们公司用于检测齿轮的设备是Klingelberg公司生產的PNC35齿轮测量仪。此设备结构如图一所示:
而为了实现齿轮在齿轮测量仪上的精确定位,就必须应用到检具。现介绍一种特殊结构的齿测检具,主要用于检测齿轮的齿形齿向,以用于分析齿轮误差产生原因,便于调整及优化滚、剃齿加工工艺。
一、问题简介
我们公司传统的齿测检具是一根带锥度的液涨心轴,心轴两端有刮研好的中心孔。齿轮检测时,将待检测的齿轮内孔套在心轴上,调整液涨螺栓,心轴涨紧工件内孔,再把心轴放到齿轮测量仪上,此时测量仪的上、下顶尖顶在心轴两端的中心孔中,保证齿轮径向、轴向定位准确。然后工作台驱动心轴、齿轮旋转,探头同时对齿形、齿向进行测量,测量结束,通过打印机输出检测报告。
齿轮的内孔一般都直径不大,绝大多数不超过50mm,根据这一内孔尺寸制作出的心轴都比较轻便。但是SH63H项目主减速从动齿的内孔直径达到,再使用传统的液涨心轴检具就太笨重,检测工人的取放不方便,劳动强度也高。
二、解决方案
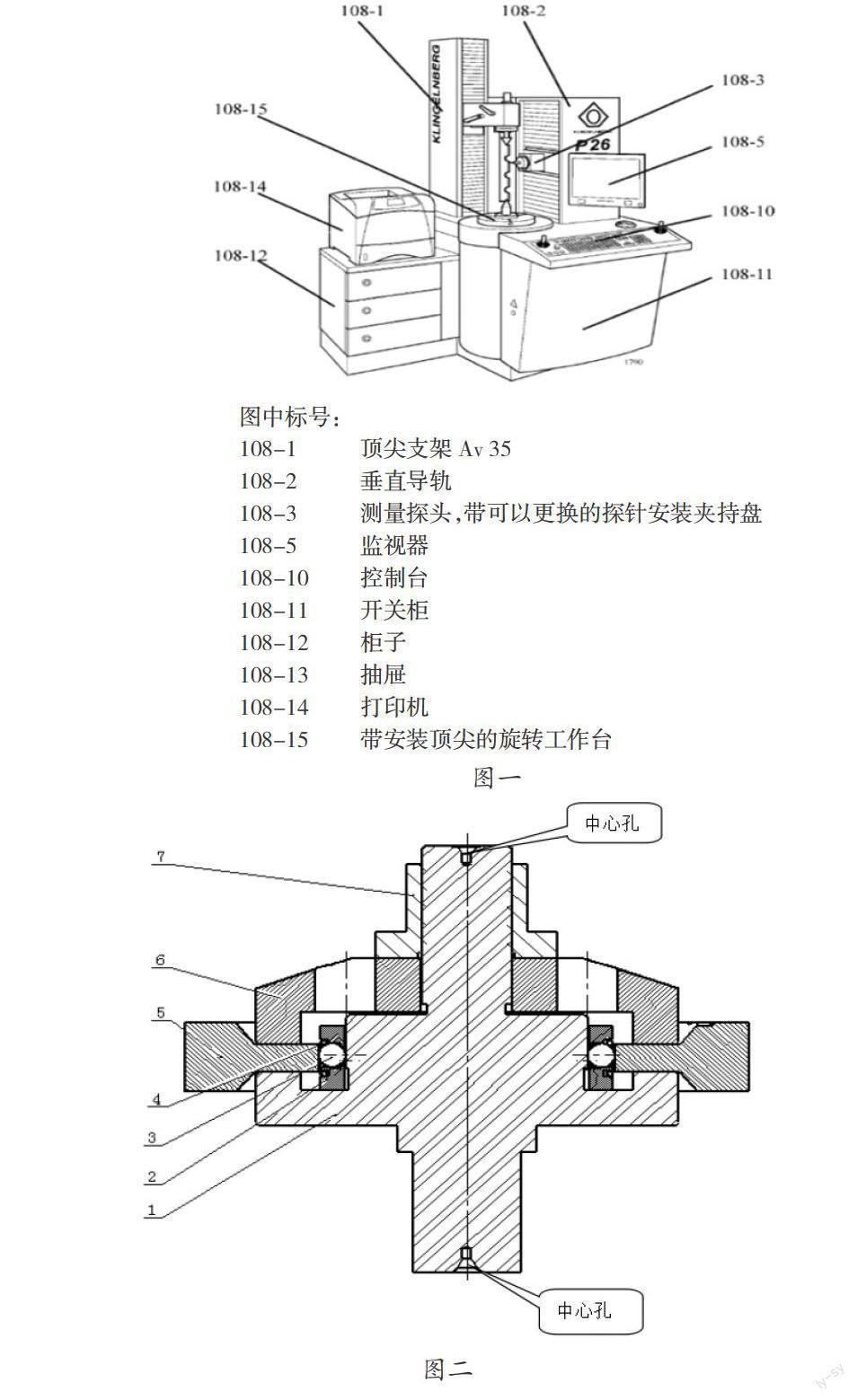
针对这一实际情况,我们设计了一套特殊结构的齿测检具。整套检具的结构如图二所示:
其中:1、定位心轴;2、钢球保持架;3、Φ9±0.002的钢珠;4、钢丝箍;5、SH63H主减速齿轮;6、压盖;7、压螺母
该套齿测检具特殊之处在于利用微过盈实现齿轮径向的精确定位。检具体中各部件之间的装配关系如下:首先,制作一下钢球保持架2,在圆柱面上均分地钻出阶梯的圆柱孔,作阶梯孔的目的是为了保证钢球不掉入钢球保持架的内孔处,在各个孔里装入钢球3,钢球保持架下侧有一道环槽用来镶钢丝箍4,防止钢球从外侧滑出。最后再将定位心轴1安装到钢球保持架的内孔中,将钢球4顶出,通过尺寸链计算,保证钢球4与SH63H主减速齿轮5的内孔有0.004~0.01mm的过盈量。所以挑选的钢球4尺寸必须要一致,钢球的尺寸公差控制在±0.002mm范围内。这样做的目的:不但可以保证待检测齿轮的定位精度,还能保证涨量在待检测齿轮材料的弹性变形范围内,不至于内孔被涨大,回复不到内孔原来的尺寸,同时由于过盈量很小,工人用很小的力就能很容易地安放工件,便于实际操作。压盖6主要实现压紧SH63H主减速齿轮5上端面的目的,压盖上钻通孔以减重,可降低工人的劳动强度。同时在压盖的安装孔处铣通槽,以实现快换的目的,便于工人实际操作。检具体的具体装配图如图二所示。
本套检具的使用方法:首先,将定位心轴1放置到平台上,将钢球保持架部分(钢球与钢丝箍已安装好)套在定位心轴上,然后把SH63H主减速齿轮5轻轻压入到检具的钢珠3外圆上,齿轮下端面靠定位心轴1的平面来定位,径向靠钢球3定位。再把压盖6压到待检测齿轮的上端面,用压螺母7压紧,最后用定位心轴两端中心孔定位将整套检具安放在齿轮测量仪上,工作台电机驱动整套检具旋转,从而实现对齿轮的齿形齿向检测。
三、结语
这套齿测检具采用微过盈实现被检测齿轮的精确定位,代替了传统的液涨检具,极大地降低了工人的劳动强度,同时工人便于实际操作。该套从制作完成后一直使用到现在,完全能够保证齿轮的测量精度,保证了齿测的稳定性,获得了使用者的一致好评。