Multi-objective regulation in autohydrolysis process of corn stover by liquid hot water pretreatment
2017-05-28HuishengXingfangShiYonghuiLiFanmeiMengShuangyanLiuLiYan
Huisheng Lü,Xingfang Shi,Yonghui Li*,Fanmei Meng,Shuangyan Liu,Li Yan
Key Laboratory for Green Chemical Technology of Ministry of Education,Tianjin University R&D Center for Petrochemical Technology,Tianjin University,Tianjin 300072,China
1.Introduction
Nowadays the threat of oil depletion and climate change has become the driving force behind the development of bioethanol.Many researchers have investigated the potentially sustainable source lignocellulosic biomass for bioethanol.Among all lignocellulosic biomass,agriculture residues,especially corn stover are widely used due to their renew ability,abundance,availability and low cost[1].Corn stover mainly consists of hemicellulose,cellulose and lignin.Hemicellulose and cellulose can be converted into ferment able sugars and subsequently fuel ethanol.But like other lignocellulosic materials a pretreatment prior to enzymatic hydrolysis is essential for corn stover as the three polymers(cellulose,hemicellulose and lignin)linked into a complex matrix[2].Pretreatment can alter the structure of the lignocellulosic biomass which makes it more readily accessible to the enzyme and thus improves the commercial viability of the process[3].
In the past few decades,a large number of pretreatment processes with the aim of improving enzymatic hydrolysis and increasing the yield of ferment able sugars have been proposed[4]such as diluteacid pretreatment[5,6],alkaline pretreatment[7,8],steam explosion pretreatment[9,10]and liquid hot water pretreatment[11,12].Pretreatment methods with chemical addition such as dilute acid pretreatment are associated with cost-effectiveness and environmental friendliness problems[13].And the inhibitory compounds such as furfural produced from degradation of monosaccharides can inhibit the growth of fermentative microorganism.Liquid hot water(LHW)pretreatment uses pressure to maintain water in a liquid state at elevated temperatures(140–220 °C).And hydronium ions are generatedin situby ionization of water,leading to the release of acetic acid from hemicelluloses,which in turn auto-catalyzes the solubilization of hemicelluloses in an acidic environment.It is an autohydrolysis process and is attractive because it does not require the addition of chemicals such as sulfuric acid,lime and ammonia,and neither neutralization nor detoxification is needed after pretreatment[14,15].It has been extensively studied in previous studies[11,12]that the maximum hydrolysis of glucose and xylose is not obtained at the same pretreatment severity,and when compared with other pretreatment methods,the condition of LHW pretreatment is mild and a lower sugar yield was obtained.Therefore,it is necessary to take measures to strengthen LHW pretreatment.
A two-stage liquid hot water pretreatment method of corn stover on the basis of C5and C6co-fermentation technology was proposed.The first stage LHW pretreatment at lower severity was used to hydrolysis hemicellulose in order to maximize the xylose yield and minimize byproduct concentration,and the second stage LHW pretreatment at higher severity used to modify lign in and disrupt the crystalline structure of cellulose in order to enhance enzymatic digestibility of cellulose in the solid residues.The objective of this study was to evaluate the feasibility of two-stage liquid hot water pretreatment and determine the optimal conditions of two-stage liquid hot water pretreatment of corn stover.
During LHW pretreatment,acetic acid was produced from the decomposition of O-acetyl groups in the hemicellulose.It can loosen the structure by removing hemicellulosic fraction of the biomass and thereafter increase the accessibility of the enzymes to the cellulosic fractions.So using the byproduct-acetic acid produced in pretreatment as the catalyst to pretreat new biomass may be feasible.Acetic acid-rich spent liquor pretreatment of corn stover was also carried out to improve sugar yield.
2.Materials and Methods
2.1.Materials
Corn stover was provided by Zhaodong Bio-energy and Bio-chemical Company.It had been milled and screened to collect the fraction of 840-800 μm(20–60 mesh) in size and then was subsequently dried at 105°C for 4 h to constant mass.The chemical composition of raw corn stover was determined according to the standard Laboratory Analytical Procedures(LAP)for biomass analysis provided by the National Renewable Energy Laboratory(NREL)[16].The composition was 37.3%glucan,20.6%xylan,17.5%lignin,13.0%extractive,6.1%ash and 5.5%others(on a dry mass basis).
2.2.Experimental set-up and operations
Experimental set-up of corn stover pretreatment is shown in Fig.1[17],which consisted of a main reactor,a feeding system and a product collector.The reactor was a 1000 ml autoclave made from 316 L stainless steel,including a mixer and a thermocouple.Pretreatment experiments were performed in the high-pressure reaction vessel(Parr 4843,Parr Instrument Company,USA).About 10 g corn stover and 200 ml distilled water(5%w/v)were packed into 1000 ml high pressure reaction vessel.The temperature and pressure of the reactor were automatically controlled.The initial pressure of the reactor was kept at 2.0 MPa with nitrogen gas and the magnetic agitator operating at 400 r·min−1.Corn stover was pretreated at the temperature 140–200 °C for 0–90 min in the first stage pretreatment.The feedstock separated by filter was then subjected to the second stage process by adding water to maintain 5 wt%dry solid slurry.The second stage pretreatment was performed at 180–220 °C for 0–30 min before being quickly cooled down to <30 °C to terminate the reaction in a water bath.About 2 ml pretreatment liquid samples were collected every 15 min throughout a 90-min period in the first stage and every 10 min throughout a 30-min period in the second stage.The extraction liquid samples were used to analyze the contents of reducing sugars(glucose and xylose)and degradation products(furfural,HMF,acetic acid and phenols)and the extraction solid samples were stored for further digestibility tests.
In another way,the extraction liquid rich in byproduct-acetic acid from the first stage LHW pretreatment was directly used to pretreat fresh corn stover.It was treated at the reaction conditions 180°C,30 min.Other operation conditions are as described above.
2.3.Digestibility tests
Cellulase(NS50013 and NS50010)[18]used in enzymatic hydrolysis was purchased from Novozymes.1 g cellulase(0.95 g of NS50013 and 0.5 g of NS50010)was added to 30 ml buffer solutions(0.1 mol·L−1acetic acid–sodium acetate,pH 4.8).The mixture and 1 g corn stover were then incubated in a shaker(ZHWY-1102C,Zhiheng,Shanghai)to carry out enzymatic hydrolysis at 50 °C and 120 r·min−1for 72 h.Samples were taken out periodically and analyzed for sugars.All experiments were done in triplicate.
2.4.Analytical methods
Reducing sugars in the hydrolysate were identified on the basis of NREL LAP.The total sugars in the liquid fraction were calculated after a secondary hydrolysis into monomerics with 4%sulfuric acid.Sugars in the hydrolysate were determined by HPLC(AGILENT-1100,Agilent Technologies Inc.,USA)using a ZorBax-SB-NH2column coupled with a refractive index detector.The concentration of HMF(5-hydroxymethyl-2-furaldehyde),furfural and acetic acid in the hydrolysate were determined by gas chromatography–mass spectroscopy(GC–MS,Agilent 6980-5973N,Agilent Technologies Inc.,USA)using a HP-INNOWAX column.The native and pretreated biomass microstructures were analyzed by a scanning electron microscope(SEM,Nanosem 430,FEI Company,USA)and the crystallinity index was determined by X-ray diffraction(D/MAX-2500,Japanese Neo Confucianism,Japan).The concentration of total phenols in the hydrolysate was measured by UV spectrophotometry based on colorimetric oxidation/reduction reaction.The oxidizing agent used was Folin–Ciocalteu reagent[19].
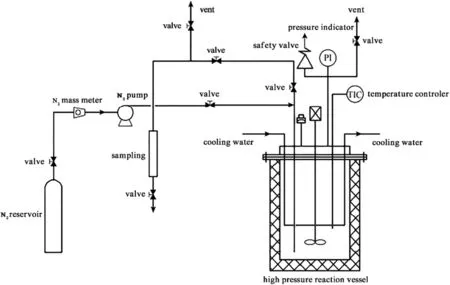
Fig.1.Experimental set-up of corn stover pretreatment.
3.Results and Discussion
3.1.Effects of the fi rst stage LHW pretreatment
3.1.1.The yield of sugars in pretreatment liquid fraction
Liquid hot water was efficiently employed to decompose the hemicellulose.As xylan accounted for up to a third of the total carbohydrate in many lignocellulosic materials[20],obtaining high conversion yield of xylan to xylose was necessary to achieve favorable overall process economics.In the first stage,effects of the elevation of temperature(140–200 °C)and time(0–90 min)of liquid hot water pretreatment on corn stover were investigated.In the process of corn stover pretreated with LHW,the reaction temperature and time have important effect on the yield of xylose.The xylose yield in pretreatment liquid fraction has been found to be the most important parameter when evaluating the effect of the first stage pretreatment.
As shown in Fig.2,the yield of xylose increased and then decreased after reaching a maximum value with the increasing temperature and extending residence time.The peak appeared at 180°C,30 min with the total xylose recovery of74.95%.The decline of xylose in the hydrolysate could be attributed to the degradation of xylose into furfural and other small degradation products at severer pretreatment conditions[21].Compared with lower temperature,xylose started to degradate at shorter residence time under higher temperature.The most remarkable feature of liquid hot water was its ability to selectively hydrolyze the xylan fraction of corn stover.

Fig.2.The yield of xylose in pretreatment hydrolysate.
By contrast,compared with xylose,Fig.3 showed that glucose yield(less than 3%at 180°C,30 min)in the liquid fraction was lower and increased slightly as the temperature and residence time increased,especially at lower temperature and shorter residence time.The low glucose yield indicated limited hydrolysis of the crystalline cellulose fraction under the experimental pretreatment conditions.It proved that hemicellulose was easier to decompose than cellulose at the same severe conditions during liquid hot water pretreatment.The autohydrolysis process LHW pretreatment was an effective method to decompose hemicellulose and decrease the loss of cellulose,and not only made full use of hemicellulose but cellulose.In view of the recovery of sugars,the optimal conditions for the first stage pretreatment were determined as:180°C,30 min.
3.1.2.Degradation products in pretreatment liquid fraction
Not only the sugars yield based on the amount of raw material is of importance,but the concentration of byproducts which would inhibit the later fermentation process has a significant role in ethanol yield.Generally,they were further generated by dehydration and fragmentation reactions[22].Furfural from dehydration of the released pentose,particularly xylose(released from hemicelluloses)was found as the major degradation product,while hydroxymethylfurfural(HMF)from degradation of hexoses,particularly glucose(released from hemicelluloses or partial hydrolysis of cellulose)was detected as the minor dehydration product[23].The contents of furfuraland HMF that significantly inhibit microorganisms were 2 and 5 g·L−1[24].The furfural formed during pretreatment in relation to the process conditions is presented in Fig.4(a).At lower temperature(140–180 °C),the content of furfural increased slowly during the first 30 min,and then increased significantly with longer time because of the increasing acetic acid content along with hemicellulose hydrolysis,acetic acid accelerated the formation of furfural.A relatively low yield 0.34 g·L−1was detected after 30 min at 180 °C.At 200 °C,furfural increased sharply and then decreased with residence time,which could be due to further degradation to aldehydes and organic acids such as formic acid and acetic acid[25].The peak(1.75 g·L−1)appeared at 60 min.Compared with furfural,HMF content was lower and increased slowly with increasing temperature and time[Fig.4(b)].The increasing HMF content indicated the glucose releasing.At 180 °C,30 min,the content of HMF reached 0.22 g·L−1.
During the liquid hot water pretreatment process lignin first migrated out and redeposited on the surface of plant cell walls in the form of molten bodies and when reaching temperatures above the range for lignin phase transition,a small quantity of them further degraded into monomeric products such as phenols[26].They had toxic effects on living cells and wastewater containing phenols was difficult to be treated using biochemical methods,so concentration of phenols should be controlled within a safe extent.As shown in Fig.4(c),the content of phenols increased with the pretreatment temperature and residence time and pretreatment temperature had more important effect on it when compared with residence time.The concentration of phenols was lower at 140–160 °C.However,in the pretreatment liquid fraction it remarkably increased when the elevated temperature goes up to 180°C due to reaching temperatures that lignin phase transition.At 180°C and 30 min,the content of phenols was 480 ppm and the wastewater could be treated in biochemical methods.Almeidaet al.[27]pretreated corn stover with dilute acid and the concentrations of furfural,HMF,and total phenolic compounds were 11,0.06,and 4.5 g·L−1,respectively.The concentrations of furfural,total phenols were extremely lower in our experiment.Consequently,the optimal conditions(180°C,30 min)of liquid hot water pretreatment of corn stover were right.

Fig.3.The yield of glucose in pretreatment hydrolysate.
The acetyl group in hemicellulose degraded into acetic acid which could catalyze the hydrolysis of hemicellulose[12].As shown in Fig.4(d),it can be seen that reaction time had a significant effect on acetic acid formation than temperature.At different pretreatment temperatures,the increasing trends of acetic acid content with the residence time were similar.It increased significantly before 15 min and after that slowly.The content of acetic acid was 3.05 g·L−1at 180°C,30 min.This phenomenon may due to that hemicellulose was categorized into an easy-to-hydrolyze fraction and a hard-to-hydrolyze fraction[28,29].

Fig.4.The concentrations of furfural(a),HMF(b),phenols(c),and acetic acid(d)in pretreatment hydrolysate.
3.2.Glucose recovery in enzymatic hydrolysis
The solid samples obtained from the first stage and two-stage pretreatments and untreated corn stover were subjected to enzymatic digestibility test.The glucose yield from the enzymatic hydrolysis of untreated corn stover and the residues derived from the first stage pretreatment are shown in Table 1.Table 1 shown that pretreatment greatly enhanced the enzymatic hydrolysis of treated corn stover compared with untreated corn stover,which many previous studies had proved to be true[24,29,30].Pretreatment temperature showed more important effect on enzymatic hydrolysis than time.At lower temperature(140 °C and 160 °C),glucose yield was low.This situation could be ascribed to the fact that mild pretreatment exposed little cellulose surface as limited hemicellulose was extracted.A maximal glucose yield 81.82%was observed in enzyme hydrolysate at 200°C,15 min.But from Fig.2,it can be known that xylose yield was low in pretreatment liquid fraction.In view of the yield of glucose and xylose,the optimal pretreatment conditions 180°C,30 min were right.
The cellulose digestibility is regarded as a vital parameter to evaluate the efficiency of pretreatment and optimize the pretreatment conditions.The glucose yield after the first stage and two-stage pretreatment is shown in Table 2.The glucose yield of the sample treated only at the optimal first stage pretreatment conditions(180°C,30 min)was 80.58%and the corresponding value was increased to 89.55%after the second stage pretreatment at 200°C,20 min.The optimum reaction conditions(200°C,20 min)for the second stage pretreatment were determined.
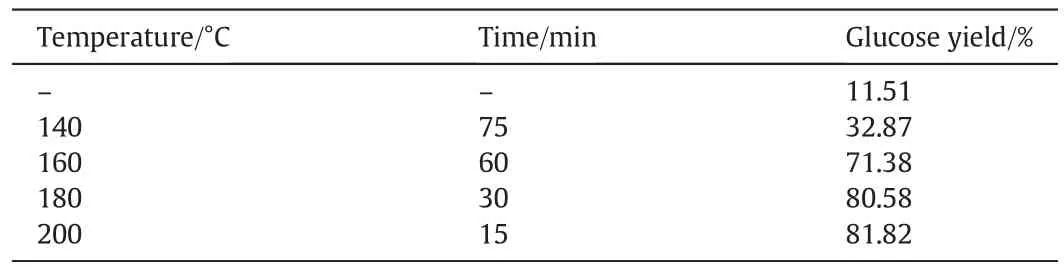
Table 1The yield of glucose in enzyme hydrolysate after the first stage LHW pretreatment

Table 2The yield of glucose in enzyme hydrolysate after two-stage LHW pretreatment
When compared with first stage pretreatment,the two-stage pretreatment effectively increased cellulose digestibility by removing almost all of the hemicellulose and modifying lignin.The removal of hemicellulose and lignin increased the surface area and thus provided easily enzyme access to cellulose.The autohydrolysis process of corn stover by two-stage liquid hot water pretreatment shows attractive advantages for the utility of holocellulose in the feedstock for cellulosic ethanol production.
3.3.Structural characterization
The crystallinity of lignocellulose greatly affects their enzymatic digestibility in general.X-ray diffraction(XRD)technique was employed to express the degree of cellulose crystallinity of untreated and pretreated corn stover in terms of crystallinity index(CrI).It was calculated using the following equation[31]:

where Intensity at 2θ=22°was the highest peak intensity for crystalline region,where Intensity at2θ=18°was the peak for the amorphous region.
The XRD pattern of untreated and pretreated corn stover is shown in Fig.5,and the corresponding CrI is given in Table 3.The CrI value of pretreated corn stover was higher than that of the untreated corn stover.The increased CrI value revealed that a large amount of amorphous substances in the biomass,mostly hemicellulose removed.It was consistent with the high yield of xylose in the liquor after the first stage pretreatment in Fig.2.At low temperature<180°C,the CrI value of corn stover gradually increased with temperature increasing.However,it decreased at180°C,because lignin condensation and re-polymerization at this lignin phase transition temperature may form insoluble substrates[32]and little cellulose began to decompose.

Fig.5.The XRD pattern of untreated and pretreated corn stover samples.

Table 3The CrI of corn stover pretreated at different pretreatment conditions
The XRD pattern of untreated and pretreated corn stover after the first stage and two-stage LHW pretreatment is shown in Fig.6,and the corresponding CrI is given in Table 4.Compared sample 3 with sample 2,with the extension of treatment time the CrI value of corn stover treated at 180°C decreased which attributed to the changes in the crystal structure and cellulose amorphisation[32].Compared sample 4,5 with sample 2,the CrI value of corn stover had a slightly higher increase when corn stover was subjected to the second stage pretreatment.The corn stover had the highest CrI value 54.06%when subjected to the second stage pretreatment at the optimal conditions(200°C,20 min).Therefore,the second stage pretreatment was beneficial to remove hemicellulose and lignin especially.From data in Tables 4 and 2,it can be concluded that the CrI and enzymatic digestibility has approximately the same changing tendency which indicating the positive correlation relationship between CrI and enzymatic digestibility.

Fig.6.The XRD pattern of untreated and pretreated corn stover samples.

Ta ble 4The CrI of corn stover pretreated at different pretreatment conditions
All of the residual solids were tested by scanning electron microscope(SEM)to visually assess the effects of the two-stage LHW pretreatment on corn stover.The SEM micro-images of the native and pretreated corn stover samples are shown in Fig.7.From Fig.7(a),it can be seen that the untreated corn stover exhibited a smooth and ridge surface structure.By contrast,Fig.7(b–f)shows that the structure breakdown and some cracks of pretreated corn stover under different conditions appeared which attributed to the degradation of hemicellulose and little lignin.
Two-stage LHW pretreatment had a remarkable effect on the corn stover morphology.The SEM micro-images of the native and pretreated corn stover samples are shown in Fig.8.Compared Fig.8(c–f)with Fig.8(b),corn stover surface was rougher and had a greater certain degree of separation and breakage.When pretreatment temperature was above 180°C(up to transition temperature for lignin),lignin migrated from cell wall and deposited on the surface of corn stover in the form of molten bodies[Fig.8(f)].It indicated that the second stage liquid hot water pretreatment destroyed hemicellulose and particularly modified the lignin which improved the accessibility of the cellulose to enzyme.It was consistent with the yield of glucose in enzyme hydrolysate showed in Table 2.Thus,corn stover changed to be more favorable for enzyme accessibility by two-stage LHW pretreatment.
3.4.Comparisons between two-stage LHW and other pretreatment methods
A simple material balance of one-stage and two-stage pretreatment was calculated.5.09 g ferment able sugars were obtained after the onestage LHW pretreatment process and 5.50 g after the two-stage LHW pretreatment process based on an initial 10 g of dry corn stover.The total sugars increased by 7.8%when compared two-stage LHW pretreatment to one-stage LHW pretreatment of corn stover,as well as lignin removal rate increasing from 9.7%to 30.7%.
The sugar yield of feedstock is improved generally depends on both substrate and pretreatment methods.Many kinds of biomass were already used for the production of ferment able sugars,such as sugarcane bagasse,soybean straw and corn stover.Yuet al.[33]found that 71.6%sugar recovery from sugarcane bagasse was obtained after LHW pretreatment and 72 h enzymatic digestion,which was lower than sugar yield 89.55%in our study.Our results indicated LHW pretreatment was more effective to corn stover than other biomass such as sugarcane bagasse for improving cellulose digestibility.In our previous work,the highest sugar yield of 77.8℅was obtained when the corn stover was pretreated with scCO2/water ethanol at 15 MPa and 180°C for 1 h[17],which was lower than sugar yield 89.55%in our present study.Kimet al.[19]used aqueous ammonia and dilute sulfuric acid to improve production of ferment able sugars from rice straw,the higher enzymatic hydrolysis yield 90.8%of the two-stage treated samples was obtained.However,pretreatments with chemical addition have some problems such as the formation of inhibitors for enzymolysis and subsequent ethanol fermentation and significant environmental risks.Washing and neutralization of the pretreated slurry are necessary in this process.And extra processes are needed for wastewater treatment and chemical recycling to reduce the environmental impacts of chemical waste disposal.Compared to other pretreatments,two-stage LHW pretreatment is high-efficiency and pollution-free,and has now become an attractive process for lignocellulosic biomass pretreatment.
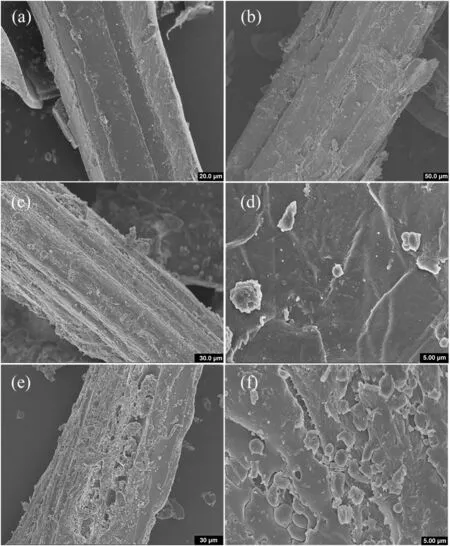
Fig.7.SEM images of corn stover:(a)untreated corn stover,(b)corn stover pretreated at 160 °C,60 min,(c,d)corn stover pretreated at 180 °C,30 min,and(e,f)corn stover pretreated at 200°C,15 min.
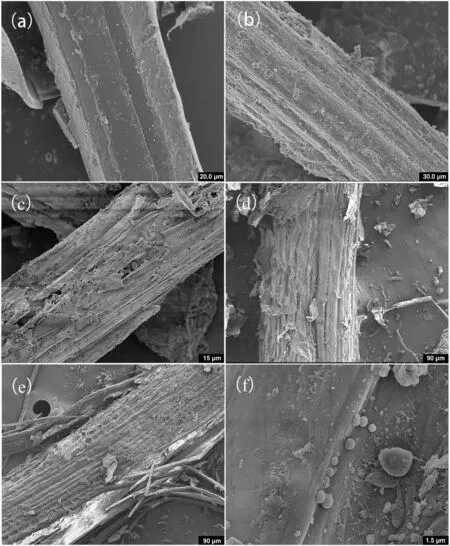
Fig.8.SEM images of corn stover:(a)untreated corn stover,(b)corn stover treated at 180 °C,30 min,(c)corn stover treated at Stage 1:180 °C,30 min,Stage 2:180 °C,20 min,(d)corn stover treated at Stage 1:180 °C,30 min,Stage 2:200 °C,20 min,and(e,f)corn stover treated at Stage 1:180 °C,30 min,Stage 2:220 °C,20 min.
3.5.Acetic acid-rich spent liquor pretreatment of corn stover
Spentliquorrich in byproduct-acetic acid pretreatment experiments were carried out to further strengthen LHW pretreatment of corn stover.Table 5 showed the effects of spent liquor pretreatment of corn stover.As shown in Table 5,acetic acid concentration risen to 6.23 g·L−1.And a glucose yield 83.38%was obtained in enzyme hydrolysate with spent liquor pretreatment.But more byproducts(furfural,HMF and phenols)produced during pretreatment which inhibited enzyme hydrolysis and cellulose loss also increased.The byproduct-acetic acid in the spent liquor worked as catalyst,it can further loosen the structure by removing more hemicellulose and increase the accessibility of the enzymes to the cellulosic fractions.Energy consumption 50%was reduced when compared with LHW pretreatment.Glucose yield 83.38%was higher than one-stage LHW pretreatment but lower than two stage LHW pretreatment.

Table 5Effects of spent liquor pretreatment of corn stover
4.Conclusions
A two-stage liquid hot water pretreatment was established to maximize sugars yield and minimize byproducts from corn stover.In the first stage,the corn stover was extracted at low temperature to obtain the xylose to avoid decomposition.In the second stage,high temperature water was used to hydrolyze the remaining solid which can modify the lignin and increase cellulose digestibility.Glucose recovery restricted by adopting mild operating conditions in the first stage could be compensated by the second stage.The maximal glucose yield 89.55%was achieved in the enzyme hydrolysis after two-stage LHW pretreatment.So a two-stage LHW pretreatment was an effective pretreatment method of corn stover based on full components application,and it could be successfully applied to corn stover.A glucose yield 83.38%was obtained with spent liquor pretreatment which was higher than glucose yield 80.58%after one-stage LHW pretreatment,in addition,energy consumption 50%was reduced.It can be concluded that acetic acid-rich spentliquor can be successfully applied to corn stover.Further research should be conduct to investigate the optimal recycle times of the spent liquor recycled pretreatment to improve sugars yield.
[1]K.L.Kadam,J.D.McMillan,Availability of corn stover as a sustainable feedstock for bioethanol production,Bioresour.Technol.88(2003)17–25.
[2]M.L.Lei,H.M.Zhang,H.B.Zheng,Y.Y.Li,Characterization of lignins isolated from alkali treated prehydrolysate of corn stover,Chin.J.Chem.Eng.21(4)(2013)427–433.
[3]S.A.Hosseini,N.Shah,Multiscale modelling of biomass pretreatment for biofuels production,Chem.Eng.Res.Des.87(2009)1251–1260.
[4]M.Balat,Production of bioethanol from lignocellulosic materials via the biochemical pathway:A review,Energy Convers.Manag.52(2011)858–875.
[5]J.Shi,M.A.Ebrik,C.E.Wyman,Sugar yields from dilute sulfuric acid and sulfur dioxide pretreatments and subsequent enzymatic hydrolysis of switchgrass,Bioresour.Technol.102(2011)8930–8938.
[6]J.Sumphanwanich,N.Leepipatpiboon,T.Srinorakutara,A.Akaracharanya,Evaluation of dilute-acid pretreated bagasse,corn cob and rice straw for ethanol fermentation bySaccharomyces cerevisiae,Ann.Microbiol.58(2008)219–225.
[7]C.Ye,M.A.Stevens,Y.Zhu,J.Holmes,X.Hui,Understanding of alkaline pretreatment parameters for corn stover enzymatic saccharification,Biotechnol.Biofuels6(2013)8.
[8]D.G.Bali,X.Meng,J.I.Deneff,Q.Sun,P.A.J.Ragauskas,The effect of alkaline pretreatment methods on cellulose structure and accessibility,Chem Sus Chem8(2015)275–279.
[9]F.Shen,J.Hu,Y.Zhong,M.L.Y.Liu,J.N.Saddler,R.Liu,Ethanol production from steam-pretreated sweet sorghum bagasse with high substrate consistency enzymatic hydrolysis,Biomass Bioenergy41(2012)157–164.
[10]Q.L.Hu,X.J.Su,L.Tan,X.H.Liu,A.J.Wu,D.D.Su,K.Z.Tian,X.Y.Xiong,Effects of a steam explosion pretreatment on sugar production by enzymatic hydrolysis and structural properties of reed straw,Biosci.Biotechnol.Biochem.77(2013)2181–2187.
[11]K.Ja Kyong,K.Youngmi,X.Eduardo,M.R.Ladisch,Effect of liquid hot water pretreatment severity on properties of hardwood lignin and enzymatic hydrolysis of cellulose,Biotechnol.Bioeng.112(2015)252–262.
[12]G.Yu,S.Yano,H.Inoue,S.Inoue,T.Endo,S.Sawayama,Pretreatment of rice straw by a hot-compressed water process for enzymatic hydrolysis,Appl.Biochem.Biotechnol.160(2010)539–551.
[13]Z.B.Shen,C.N.Jin,H.S.Pei,J.P.Shi,L.Liu,J.S.Sun,Pretreatment of corn stover with acidic electrolyzed water and FeCl3 leads to enhanced enzymatic hydrolysis,Cellulose21(2014)3383–3394.
[14]S.Kumar,U.Kothari,L.Kong,Y.Y.Lee,R.B.Gupta,Hydrothermal pretreatment of switchgrass and corn stover for production of ethanol and carbon microspheres,Biomass Bioenergy35(2011)956–968.
[15]D.H.Su,J.S.Sun,P.Liu,Y.P.Lv,Effects of different pretreatment modes on the enzymatic digestibility of corn leaf and corn stalk,Chin.J.Chem.Eng.14(6)(2006)796–801.
[16]A.Sluiter,B.Hames,R.Ruiz,C.Scarlata,J.Sluiter,D.Templeton,Determination of structural carbohydrates and lignin in biomass,Laboratory Analytical Procedure,The National Renewable Energy Laboratory,Golden Colorado,2008.
[17]H.S.Lü,M.M.Ren,M.H.Zhang,Y.Chen,Pretreatment of corn stover using supercritical CO2with water-ethanol as co-solvent,Chin.J.Chem.Eng.21(5)(2013)551–557.
[18]X.B.Zhao,D.H.Liu,Fractionating pretreatment of sugarcane bagasse by aqueous formic acid with direct recycle of spent liquor to increase cellulose digestibility—the Formiline process,Bioresour.Technol.117(2012)25–32.
[19]J.W.Kim,K.S.Kim,J.S.Lee,S.M.Park,H.Y.Cho,J.C.Park,J.S.Kim,Two-stage pretreatment of rice straw using aqueous ammonia and dilute acid,Bioresour.Technol.102(2011)8992–8999.
[20]Y.Sun,J.Y.Cheng,Hydrolysis of lignocellulosic materials for ethanol production:A review,Bioresour.Technol.83(2002)1–11.
[21]I.S.M.Ra fiqul,A.M.M.Sakinah,Design of process parameters for the production of xylose from wood sawdust,Chem.Eng.Res.Des.90(2012)1307–1312.
[22]A.Kruse,E.Dinjus,Hot compressed water as reaction medium and reactant,J.Supercrit.Fluids41(2007)361–379.
[23]L.Kupiainen,J.Ahola,J.Tanskanen,Kinetics of glucose decomposition in formic acid,Chem.Eng.Res.Des.89(2011)2706–2713.
[24]H.Zhang,S.Xu,S.Wu,Enhancement of enzymatic saccharification of sugarcane bagasse by liquid hot water pretreatment,Bioresour.Technol.143(2013)391–396.
[25]Y.Kim,N.S.Mosier,M.R.Ladisch,Enzymatic digestion of liquid hot water pretreated hybrid poplar,Biotechnol.Prog.25(2009)340–348.
[26]X.Liu,M.Lu,A.Ning,F.Yu,J.Ji,Kinetic model analysis of dilute sulfuric acidcatalyzed hemicellulose hydrolysis in sweetsorghum bagasse for xylose production,Ind.Crop.Prod.38(2012)81–86.
[27]L.Yulin,N.S.Mosier,Kinetic modeling analysis of maleic acid-catalyzed hemicellulose hydrolysis in corn stover,Biotechnol.Bioeng.101(2008)1170–1181.
[28]Z.Wei,M.Yang,C.Wang,J.Liu,J.Xing,Changes in plant cell-wall structure of corn stover due to hot compressed water pretreatment and enhanced enzymatic hydrolysis,World J.Microbiol.Biotechnol.30(2014)2325–2333.
[29]Y.C.Geun,L.Chi-Woo,K.Tae Hyun,Two-stage fractionation of corn stover using aqueous ammonia and hot water,Appl.Biochem.Biotechnol.164(2011)729–740.
[30]S.Imman,J.Arnthong,V.Burapatana,N.Laosiripojana,V.Champreda,Autohydrolysis of tropical agricultural residues by compressed liquid hot water pretreatment,Appl.Biochem.Biotechnol.170(2013)1982–1995.
[31]H.S.Lü,C.L.Lü,M.H.Zhang,S.Y.Liu,J.T.Liu,F.Lian,Optimization of hydrothermal pretreatment for co-utilization C-5 and C-6 sugars of cassava alcohol residue,Energy Convers.Manag.132(2017)251–260.
[32]T.H.Kim,Sequential hydrolysis of hemicellulose and lignin in lignocellulosic biomass by two-stage percolation process using dilute sulfuric acid and ammonium hydroxide,Korean J.Chem.Eng.28(2011)2156–2162.
[33]Q.Yu,X.Zhuang,S.Lü,M.He,Y.Zhang,Z.Yuan,W.Qi,Q.Wang,W.Wang,X.Tan,Liquid hot water pretreatment of sugarcane bagasse and its comparison with chemical pretreatment methods for the sugar recovery and structural changes,Bioresour.Technol.129(2013)592–598.
杂志排行
Chinese Journal of Chemical Engineering的其它文章
- Corrosion performance of Al–Al2O3 cold sprayed coatings on mild carbon steel pipe under thermal insulation☆
- Modelling of adsorption of textile dyes over multi-walled carbon nanotubes:Equilibrium and kinetic
- Integrated ozone–photo–Fenton process for the removal of pollutant from industrial wastewater☆
- Suppressing secondary reactions of coal pyrolysis by reducing pressure and mounting internals in fixed-bed reactor☆
- Development of a new cleaner production process for cassava ethanol☆
- Preparation of cross-linked enzyme aggregates of nitrile hydratase ES-NHT-118 from E.coli by macromolecular cross-linking agent☆