活塞杆车削过程有限元分析与试验验证
2017-05-22吴明明
吴明明
(安徽三联学院 机械工程学院,安徽 合肥 230601)
活塞杆车削过程有限元分析与试验验证
吴明明
(安徽三联学院 机械工程学院,安徽 合肥 230601)
活塞杆长径比大,车削过程中由于车削力的作用容易产生振动和弯曲变形,在粗车过程中产生的弯曲变形较大时,需要多次小进给量车削,从而降低其生产效率,影响生产经济性。是否能探索出理论分析与试验分析相结合的方法,对活塞杆车削进行变形定量研究和误差分析,寻求降低尺寸误差的生产工艺措施,这对活塞杆的车削具有重要的理论意义和实际应用价值。
活塞杆;有限元法;车削试验
本文以配套SC125×800型气缸配套使用的活塞杆为研究对象,其长径比达到25,属于典型的细长轴零件。细长轴零件由于本身刚度原因,很难获得理想的加工尺寸,[1] 41-44被认为是车削加工中的工艺难题。目前,国内外对细长轴车削加工精度提高的研究主要分为两类,即:(1)改变工件装夹方式;(2)改变切削力等加工工艺参数。本文对活塞杆车削及中心架的使用开展研究,通过ANSYS有限元法[2]106-108对各自车削过程的仿真分析,并开展试验验证,从而找出中心架的使用对活塞杆车削加工质量的影响。
1 活塞杆车削弯曲变形分析[3]44-47
对于活塞杆零件,其车削装夹方式通常选用典型的卡盘—顶尖方式装夹,这样车削系统可以简化成求解一次超静定梁问题,[4]其力学模型如图1所示。车削时,切削分力Fx使工件受压,这对于活塞杆类细长轴零件会产生比较明显的弯曲变形;Fy使工件产生径向弯曲变形,影响工件加工误差。
根据工程力学基本理论,B点支反力可以写为:
再根据力学平衡方程ΣY=0,求得A点支反力为:
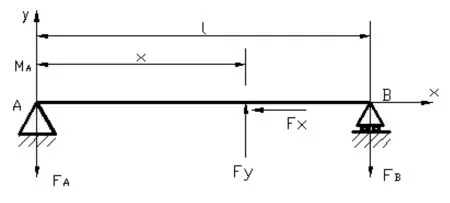
图1 活塞杆车削受力分析
根据图1所设的坐标,绕度向下为负。因此,规定Fx使工件受压时为正,则可得到距A端距离x的截面上的弯矩方程为:
M(x)=FAx-Fxy,(0≤x≤1/2)
挠曲线y(x)的近似微分方程为:
y''(x)=d2y/dx2=M(x)/EI
式中,E为材料弹性模量;I为截面对x轴的惯性矩;整理得到:

得到:y''(x)=k2y=Tx4-px3+Qx
(1)
方程(1)的通解为:
(2)
代入边界条件:
当x=0,y=0时,
C1=-24T/k6
当x=1,y=0时,
故方程(2)的特解为:
根据上述方程特解可知,车削时影响活塞杆车削径向弯曲变形的外在主要因素为车削力,在影响车削力的众多因素中,选取影响较大的背吃刀量和刀具几何参数。选取背吃刀量为2mm,刀具几何参数及其车削力修正系数如表1所示。
表1 刀具几何参数及对应修正系数

2 活塞杆车削有限元分析
已知条件:SC125×800型气缸配套活塞杆长为800mm,活塞杆直径为32mm,选用材料为45号钢。本次仿真分析中,为了后续分析方便,将活塞杆沿轴向离散成80个节点,利用ANSYS软件,分别对切削时刀具作用在细长轴1/4、1/2、3/4处进行分析,[6]242-245得到的细长轴弯曲变形图,如图3所示。
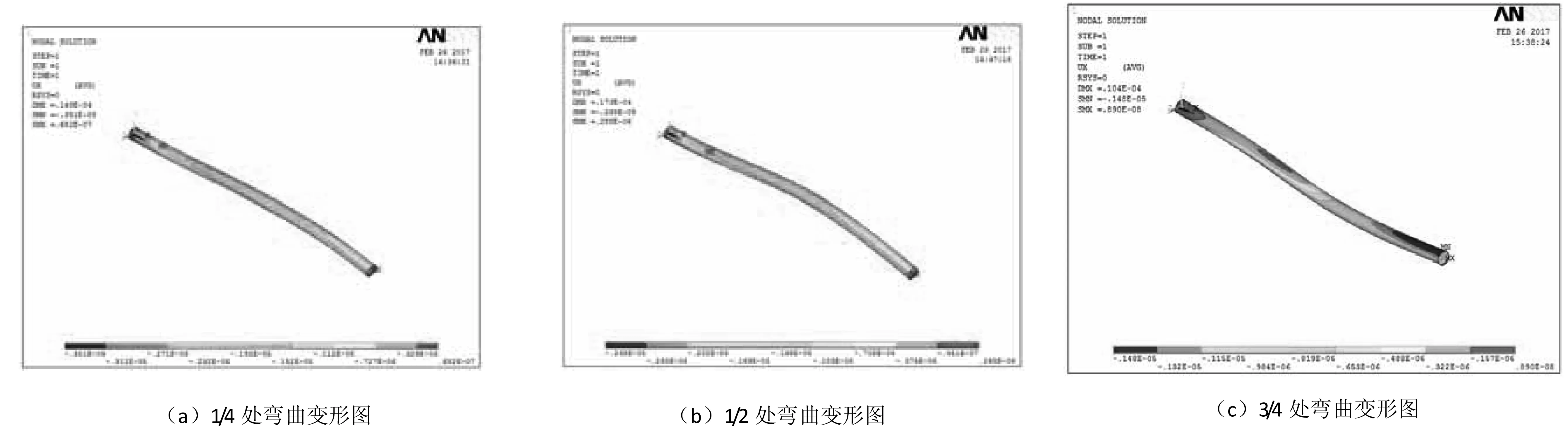
图3 细长轴正向车削时弯曲变形图
使用相同的切削工艺参数,利用ANSYS软件对活塞杆使用中心架的情况下进行车削模拟,分析其径向弯曲变形情况,结果如图4所示。

图4 活塞杆使用中心架车削时弯曲变形图
将上述仿真结果进行分析统计,得到活塞杆车削弯曲变形参数表,如表2所示。
表2 活塞杆车削模拟弯曲变形参数表

根据表2 所示的数据,将有限元分析的活塞杆弯曲变形量做成点线图,如图5所示。

图5 活塞杆车削模拟弯曲图
3 实验论证
3.1 实验条件
车床:CE6136;坯料:Φ40×800mm(45号钢);刀具:硬质合金钢YT15(主偏角90度);测量工具:V型铁,带磁力座的百分表等。
3.2 实验参数
装夹方式:卡盘—顶尖安装;主轴转速:600r/min;背吃刀量:2mm;进给速度:0.3mm/r,车削过程如图6所示。
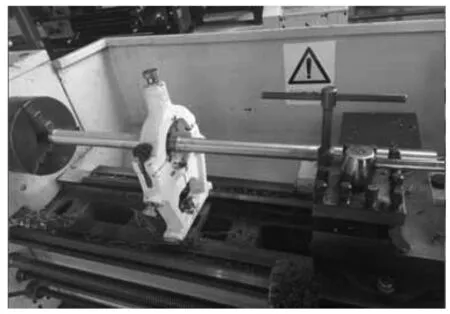
图6 活塞杆车削试验图
3.3 实验结果测量
利用百分表等测量工具,通过轴弯测量方法,测量结果如表3所示。
表3 实验测量结果记录一览表

3.4 实验结果分析
通过实验测量数据对比可知,活塞杆使用中心架车削,其平均弯曲变形量能减小50%—60%,因而能取得更好的加工精度,与有限元分析结果基本一致。
4 结论
仿真及实验结果表明,中心架的使用能够使活塞杆的车削取得更高的精度,这为活塞杆车削过程中中心架的使用提供了理论和试验依据,也验证了有限元法在活塞杆车削分析中的可靠性。
[1]吴能章.轴类零件加工的鼓形误差预报与补偿[J].西华大学学报(自然科学版),2005,24(1).
[2]李娅.有限元网格自动剖分及优化方法[J].西华大学学报(自然科学版),2003,22(3).
[3]吴明明.基于ANSYS的细长轴车削加工分析[J].唐山学院学报,2016,29(6).
[4]刘洪文.材料力学[M].北京:人民教育出版社,1979.
[5]邓志平.机械制造技术基础[M].成都:西南交通大学出版社,2008.
[6]杨红义.基于ANSYS的细长轴车削过程中的模态分析[J].辽宁工业大学学报,2008,28(4).
Class No.:TH161+.5 Document Mark:A
(责任编辑:宋瑞斌)
Finite Element Analysis of Piston Rod Turning Process and Test Verification
Wu Mingming
(School of Mechanical Engineering, Anhui Sanlian University, Hefei, Anhui 230601,China)
The length diameter ratio of piston rod , due to turning force vibration and bending deformation, can bend deform in the crude process, need many small feed turning ,which led to production efficiency decrease. If we can combine the experiments with the measures to reduce the production process error, it would have an important theoretical significance and practical value for the piston rod of turning.
slender shaft; reverse turning; finite element
吴明明,硕士,讲师,安徽三联学院。研究方向:机械加工工艺、数控技术。
安徽省质量工程项目“机械工程教学团队”(编号:2015jxtd045);安徽三联学院现代制造工程技术研究中心重点项目“活塞杆车削过程有限元分析与试验验证”。
1672-6758(2017)05-0054-4
TH161+.5
A
