基于知识工程的钣金快速工艺设计系统开发*
2017-05-16李光俊黄庆奕曾元松
李光俊,黄庆奕,刘 洪,吴 为,曾元松
(1. 航空工业成都飞机工业(集团)有限责任公司,成都 610092;2. 中国航空制造技术研究院,北京 100024)
现代飞机的设计与制造过程高度并行,已经过渡到全三维产品数字化设计制造一体化模式,产品模型信息包含大量材料、标准、加工、检测等工艺信息,其获取方式、途径、载体、表达方式均发生了本质改变,以产品三维模型为依据进行零件数字化工艺设计已成为当前飞机研制的主流。各种工艺设计软件开始大量应用在数字化工艺设计的各方面,辅助技术人员进行产品三维模型工艺分析、工艺方案制定、制造文件编制。以钣金成形为例,某项目研制中,成飞公司以产品三维模型为依据全面开展钣金零件数字化工艺设计,完成了数千项钣金零件的工艺性审查、成形方法确定、成形模具确定、制造大纲编制工作,大大提高了工艺设计的准确性、可靠性及零件间协调性、一致性。
但是,由于长期没有开展航空工艺知识的规范化、结构化、参数化研究,工艺知识还是以经验为主保留在个人大脑中。在新机研制阶段,需要技术人员逐一打开数千项产品三维模型,逐一查看零件几何形状、材料信息、结构特征、关键尺寸,凭借技术人员的个人经验判断钣金零件的可成形性,确定成形方法、成形参数、工序内容,从而完成制造大纲的编制工作。整个工艺设计工作效率低、周期长,无法满足现代民用飞机快速研制的需求。因此,有必要针对航空钣金零件,通过建立结构化、参数化的钣金工艺知识库,开发钣金模型快速工艺分析系统,自动从产品模型中提取几何形状和材料、标准、加工、检测等工艺信息,通过知识推理,快速、批量完成工艺设计工作。
国内外研究现状
20世纪90年代,美国波音公司在777大型项目中首次实施知识工程技术,采用三维数字化定义和无图纸生产技术,成为航空制造业的标志性代表[1]。此后,集成工艺知识的工具软件在国外飞机研制过程中得到广泛应用,如Q-checker、“Design for Manufacture”、ASFALIS等。Q-checker软件集成了模型几何尺寸检查和装配干涉检查规则,可帮助技术人员查看模型是否满足企业质量标准,提高每一个模型的正确性[2];“Design for Manufacture”集成了部分钣金工艺、机加工艺、装配工艺对模型的工艺性分析规则,主要用于PCB电路可制造性设计和检查[3];ASFALIS集成了模型几何体修复和处理知识规则,可使用ASFALIS的ModelViewer模块检查模型的几何体、尺寸、公差以及临界值[4]。
在国外航空企业的影响下,国内航空高校、科研院所开始研究钣金知识工程技术并得到典型应用。北京航空航天大学进行了基于知识的飞机钣金件工艺性审查系统研究[5];西北工业大学进行了飞机钣金制造知识重用方法研究[6];中国航空制造技术研究院进行了快速工艺准备系统中工艺知识库的研究[7];航空工业洪都研究分析了钣金工艺知识的获取与表示模型[8]。但这些研究主要针对特定的二维图样或钣金模型进行工艺分析处理,没有全面考虑产品信息自动提取、传递、重复使用问题,无法满足新机研制阶段对工艺设计工作自动、批量、快速的实际需求。

图1 钣金快速工艺设计系统信息流程Fig.1 Information flow for rapid sheet process planning system
技术方案
针对现代民用飞机快速工艺设计的需求,以知识工程技术为核心,以数值推理为手段,通过建立工艺专家知识库,基于知识驱动识别和提取钣金模型产品信息、工艺信息、几何特征,与工艺知识、工序知识进行对比分析,快速完成钣金零件的工艺性分析、成形工艺设计、工序设计,自动生成工艺分析报告、制造大纲、数控代码。图1为基于知识工程的钣金快速工艺设计系统信息流程图。
为了提高工艺分析报告、制造大纲、数控代码的准确性、全面性,针对不同项目在模型定义、工艺标准、质量控制方面存在差异性,并考虑钣金工艺方法、工艺参数的多样性,按项目分类建立工艺专家知识。钣金工艺设计系统的运行逻辑为:(1)依据产品图号推理出项目型号;(2)依据项目型号和特征路径推理出数据在模型中的存放位置,并提出模型数据;(3)依据模型数据推理出零件类型;(4)依据零件类型、模型数据、项目选用工艺范围推理出成形方式;(5)依据成形方式、模型数据、工序知识推理出工艺分析报告;(6)依据成形方式、模型数据、工序知识推理出制造大纲;(7)依据数控代码规则和模型数据形成数控代码文件。
技术途径
1 工艺专家知识库构建
工艺专家知识库是钣金快速工艺设计系统的核心,决定了工艺设计结果的正确性与可靠性。工艺专家知识库包括工艺知识和决策机制。
通过收集典型钣金建模、NC代码、分析报告、制造大纲等规范性要求和技术人员的工程经验(如几何特征、成形工艺、制造工序),进行规范化、参数化表达,形成钣金零件工艺知识。仅有工艺知识还无法实现推理判断,需要建立每条工艺知识的推理决策机制,主要有知识变量、逻辑表达式、判定标准、逻辑结果,工艺知识的决策过程,如图2所示。
考虑工艺知识和决策机制涉及信息量极大,采用软件界面、人工输入效率低,在工艺专家知识库建立的初期,用电子表格建立数据记录,最后统一导入专家知识库。
2 模型数据提取
利用专家知识库的决策机制,通过信息路径关键字、信息内容关键字两级决策,依次从产品模型参数、几何体中提取材料牌号、材料规格、零件尺寸、制造要求、热表处理、特种检验等工艺信息和零件厚度、弯曲半径、孔径等特征信息,并对提取的工艺信息、特征信息进行规范化处理,为后续快速工艺分析、制造大纲编制提供必要的输入条件。模型数据提取情况如图3所示。
但对于毛料尺寸,需要特殊处理。依据路径关键字“尺寸”、尺寸特征关键字“×”从模型中提取出零件长度、宽度尺寸;以成形工艺方法为输入条件,通过工艺知识库的决策机制确定长度余量和宽度余量,从而计算出零件的毛料尺寸,如图4所示。
3 快速工艺分析
在专家知识库的驱动下,分别以零件图号、材料规格、特征数据决策出产品项目、零件类型、成形方法,并对制造要求、热表处理、特种检验等工艺信息和零件厚度、弯曲半径、孔径等特征信息进行逐一分析决策,确定钣金零件的可成形性能,最后将分析结果自动填入工艺分析报告模板,供用户编辑查看。表1是分析钣金零件弯曲半径是否满足要求的工艺分析过程数据。
4 制造大纲设计
通过建立完整的钣金零件工序内容和选用准则,利用专家知识库的决策机制,以模型工艺信息、特征信息为输入条件,从工序内容中提取出满足要求的工序内容,对工序重新编号,并将分析结果自动填入制造大纲模板,供用户编辑查看。表2是蒙皮拉伸成形工序内容的设计过程数据。
5 数控代码设计
根据机床运动轨迹定义格式,以特征信息为输入条件,自动建立蒙皮拉伸、型材拉弯、导管弯曲的机床数控代码,数控代码设计过程主要由软件实现。
6 批量处理
考虑新机研制阶段工艺工作量大,具备自动、批量工艺设计功能极为重要。通过反复循环打开模型、提取数据、工艺分析、工序设计、生成代码,批量完成钣金零件的工艺设计工作。系统批量工艺设计情况如图5所示。为了防止特殊情况(如CATIA启动失败、打开模型异常)影响系统正常的批量处理,系统定时检测当前零件的数据处理进度信息,达到预定时间后仍未完成工艺设计工作,则强制终止当前数据处理进程,转而进行下一个零件的工艺设计工作。
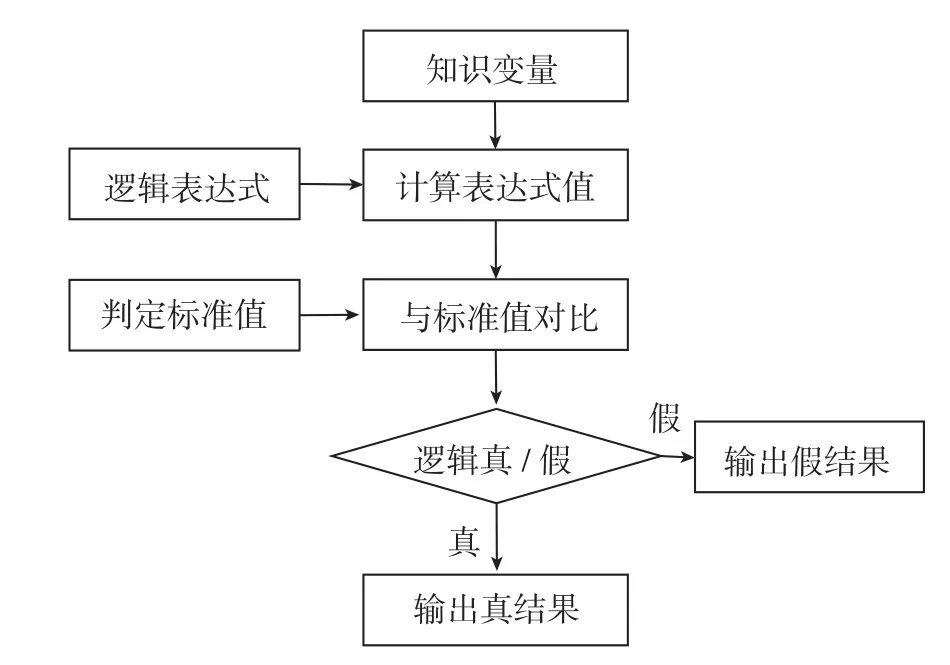
图2 工艺知识的决策机制Fig.2 Decision-making mechanism of process knowledge

图3 模型数据提取Fig.3 Extracting model data

图4 提取、计算毛料尺寸Fig.4 Extracting and calculating wool size
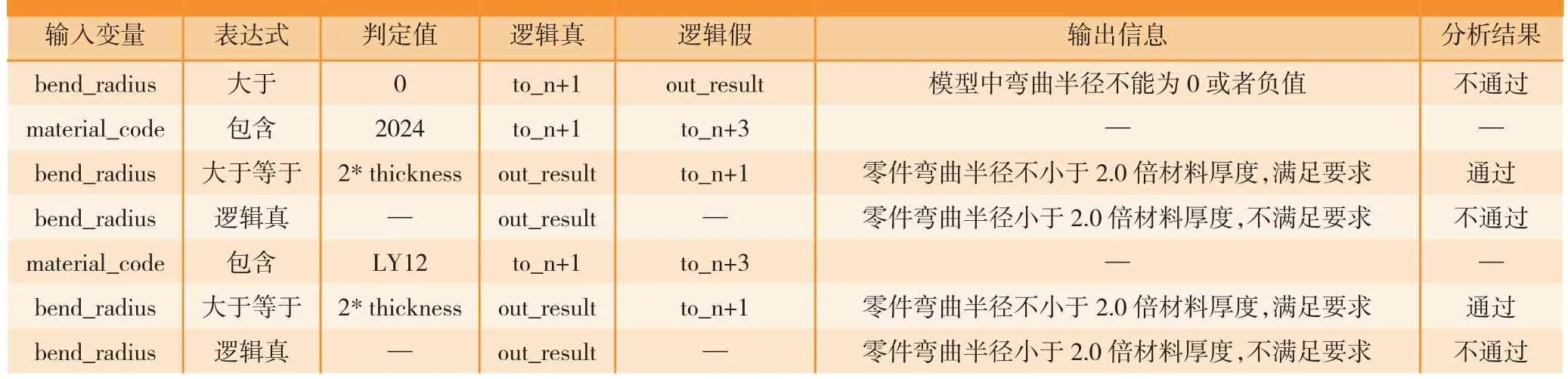
表1 钣金零件弯曲半径的工艺分析过程数据

表2 蒙皮拉伸成形工序的设计过程数据
典型应用
通过专家知识库的构建和软件开发,已经建立了基于知识工程的钣金快速工艺设计系统。目前,钣金快速工艺设计系统已经应用在某民用飞机研制过程中,应用该系统分析典型蒙皮零件情况。如图6所示,通过应用该系统,快速完成了钣金零件的工艺性分析、工序设计,自动生成工艺分析报告、制造大纲、数控代码,大幅度提高新机研制的工艺设计效率,降低技术人员的劳动强度。

图5 批量工艺设计Fig.5 Batch technological design

图6 蒙皮零件的快速工艺设计Fig.6 Rapid technological design of skin
结论
钣金快速工艺设计系统的最大优势在于以三维模型为依据实现了钣金快速工艺设计,大幅度提高工艺设计效率,降低了劳动强度。但在实际使用中,由于不同产品设计/项目规定建模方式存在一定的差异,系统对模型数据识别还存在一定的误差。因此,为了减少识别误差,提高数据识别准确率,需要在行业内规范产品建模方式,统一模型数据格式;同时,根据项目的实际情况,补充完善专家知识库,可按项目分别建立工艺知识,以适应不用项目研制的需要。
参 考 文 献
[1]宁振波.数字化产品的过去、现在和未来[J].飞机工程, 2003(4):1-4.
NING Zhenbo. Digital products in the past, present and future[J]. Aircraft Engineering,2003(4): 1-4.
[2]江平. DFM软件的应用性研究[J].电子技术, 2008(11): 331-333.
JIANG Ping. Research and application of DFM software[J]. Electronic Technology,2008(11): 331-333.
[3]叶人魁. ASFALIS K2功能简介[J].CAD/CAM与制造业信息化, 2011(7): 43-48.
YE Renkui. ASFALIS K2 features[J]. CAD/CAM and Manufacturing Information, 2011(7):43-48.
[4]刘彩玲. CATIA三维模型的质量控制[J]. CAD/CAM制造业信息化, 2011(6): 50-52.
LIU Cailing. Quality control of CATIA three-dimensional model[J]. CAD/CAM Manufacturing Information, 2011(6): 50-52.
[5]敖勇刚,万敏,李新军.基于KBE的飞机钣金件工艺性审查系统[J].北京航空航天大学学报, 2006, 32(9): 1096-1099.
AO Yonggang, WAN Min, LI Xinjun. Based on KBE aircraft sheet process examination system[J].Journal of Beijing University of Aeronautics and Astronautics, 2006, 32(9): 1096-1099.
[6]王俊彪,陆兴海,刘闯.基于知识重用的飞机钣金工艺决策与智能设计[J].机械科学与技术, 2007(11): 1377-1380.
WANG Junbiao, LU Xinghai, LIU Chuang.Knowledge reuse of sheet process decision and intelligent design[J]. Mechanical Science and Technology, 2007(11): 1377-1380.
[7]王晓丽,孟月梅,王永栓.快速工艺准备系统中工艺知识库的研究与实现[J].航空制造技术, 2010(7): 89-95.
WANG Xiaoli, MENG Yuemei, WANG Yongshuan. Research and implementation about rapid process preparation systems based technology knowledge[J]. Aeronautical Manufacturing Technology, 2010(7): 89-95.
[8]贠周会,徐龙,宋利康,等.基于本体的航空产品钣金件工艺知识获取与表示研究[J].航空制造技术, 2014(1/2):111-114.
YUN Zhouhui, XU Long, SONG Likang, et al.Research and representation about aerospace sheet process based technology knowledge[J]. Aeronautical Manufacturing Technology, 2014(1/2): 111-114.