汕尾电厂HP磨煤机动态分离器的结构改进和应用
2017-05-15蒋理想
□蒋理想
上海电气上重碾磨特装设备有限公司上海200245
汕尾电厂HP磨煤机动态分离器的结构改进和应用
□蒋理想
上海电气上重碾磨特装设备有限公司上海200245
对HP磨煤机的工作原理和汕尾电厂一期3号、4号机组HP磨煤机煤粉动态分离器的结构改进进行了介绍,并对该项目磨煤机动态分离器中带的传动部分进行了设计计算。机组自投运以来,运行情况良好,得到了用户的肯定。
目前,我国发电以采用燃烧煤粉的火电机组为主,其中煤粉的细度和均匀性等直接影响锅炉的性能。
动态分离器在改善煤粉细度和均匀性等特性方面具有明显作用,已被广泛认可。经过近几年发展,配备动态分离器的磨煤机具有煤粉细度可调范围大、出口风粉混合物偏差小等优点,得到了较为广泛的应用[1-3]。
目前国内新建百万千瓦机组均要求磨煤机配备动态分离器,许多老电厂为了使机组具有更好的经济性、稳定性,也将现用磨煤机的静态分离器改为动态分离器[4-9]。
动态分离器可以提高锅炉系统的燃烧性能,给电厂带来巨大的经济效益和社会效益,随着经济的发展,应用动态分离器也将成为电力行业锅炉系统优化的一个重要手段。
1 HP磨煤机的工作原理
HP磨煤机的主要功能是将直径≤38 mm的原煤研磨成直径0.075 mm左右的煤粉,供锅炉燃烧。磨煤机工作原理如图1所示。混合一次风用于干燥、分离和输送磨煤机内的煤粉,从磨碗下部的侧机体进风口进入,并围绕磨碗毂向上穿过磨碗边缘的叶轮装置,旋转的叶轮装置使气流均匀分布在磨碗边缘,提高了气流的速度。与此同时,煤粉和气流混合在一起,气流携带着煤粉冲击固定在分离器体上的固定折向板进行第一级分离,颗粒小且干燥的煤粉仍停留在气流中,并被携带沿着折向板上升至分离器,大颗粒煤粉则回落至磨碗,被进一步碾磨。煤粉和气流上升,通过分离器体进入旋转的叶片式转子进行第二级分离。在转子外沿处,气流和煤粉相互作用,转子会阻止较大颗粒通过,使较大颗粒返回磨碗进一步碾磨,而直径合格的煤粉则可以通过转子进入到煤粉管道中,在混合一次风的作用下被送至锅炉炉膛内燃烧。通过变频器和变频电机可以改变转子的转速,从而调整煤粉的直径。由于动态分离器避免了细小颗粒(粒度<200目,即直径<0.074 mm)不必要的重新碾磨次数,因此合格的煤粉可以较快排出磨煤机。由此可见,带动态分离器的磨煤机内循环负荷比带静态分离器的小。也就是说,在相同的煤质和直径要求下,动态分离器可以提高磨煤机出力,在相同的煤质和出力要求下,动态分离器可以提高煤粉的直径要求。
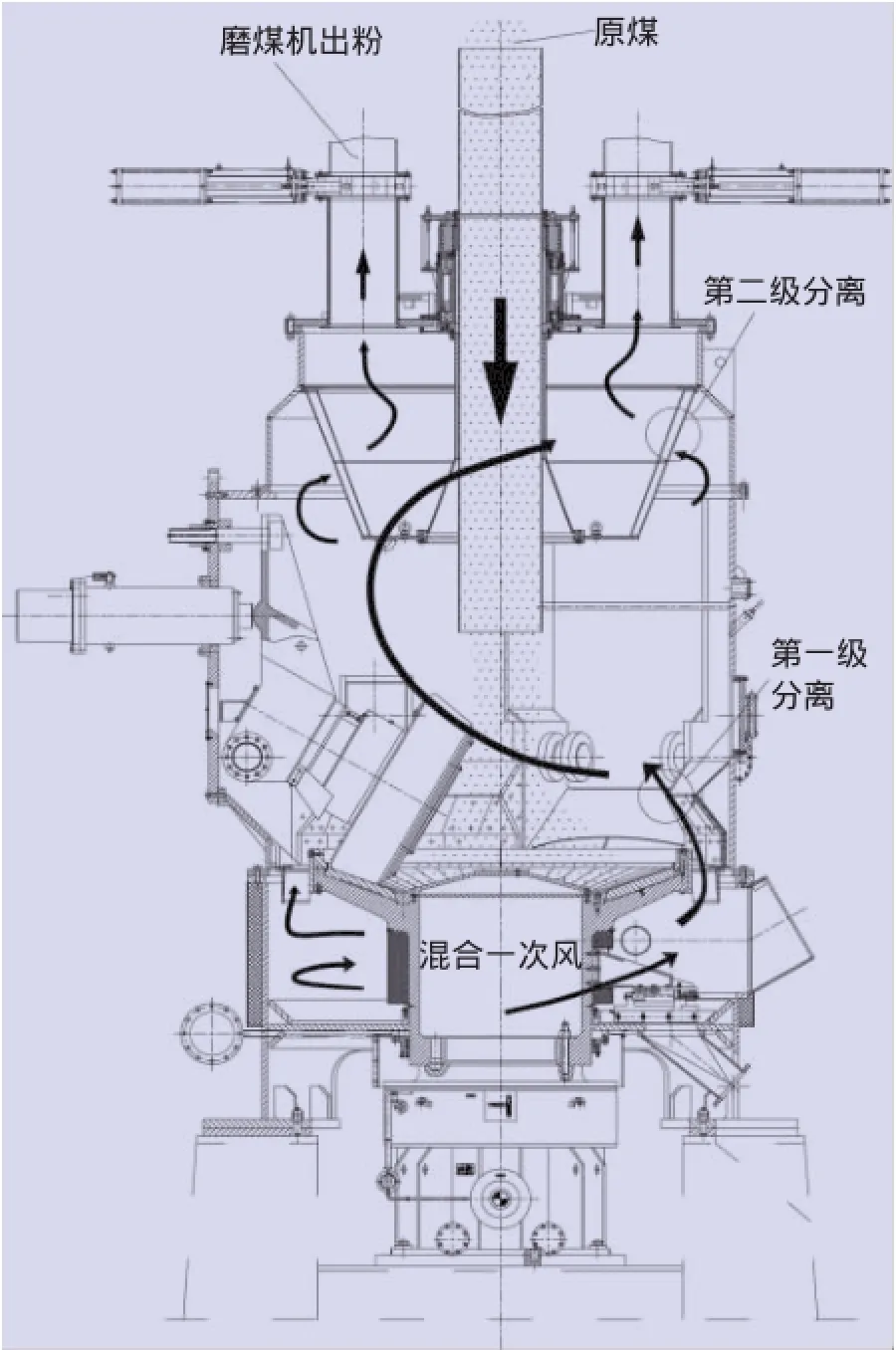
图1 磨煤机工作原理
2 汕尾电厂动态分离器的结构改进
常规的动态分离器装置煤粉管道都为4出口,如图2所示。这种布置主要基于以下考虑:①整个结构布置在满足机械性能和检修要求的前提下尽量对称;②避免与混合一次风管道产生干涉;③在检修时不影响磨辊的翻出和翻入;④不影响弹簧加载装置的维护和检修;⑤不影响磨煤机主电机和配套减速箱的维护和检修;⑥不与电厂系统中的其余设备产生干涉。
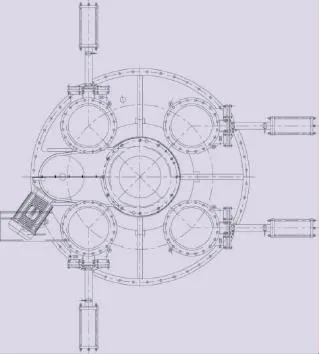
图2 磨煤机动态分离器的常规布置
汕尾电厂一期3号、4号2×660 MW超超临界燃煤机组工程HP1003/Dyn磨煤机动态分离器煤粉管道要求为6出口,常规4出口的多出口板上根本布置不下。初步考虑有两个解决方案:将煤粉管道6出口改为4出口,或将磨煤机多出口板放大,但这两个方案都被否决了。电力设计院依据锅炉的结构确定煤粉管道的数量,在锅炉结构已经确定的情况下,根本无法修改。此外,每种规格的磨煤机零部件都有尺寸要求,改动其中一个,其余都要联动修改,即改动多出口板这个部件,分离器顶盖装置、分离器体装置、侧机体装置等部件都要同步修改,不仅工作量大,成本大大增加,而且会造成磨煤机内净空腔体积增大,影响分离效果。能否将一个煤粉管道放入连接大小带轮之间的皮带空隙中?通过研究图纸发现,如果将小带轮的直径适当放大一些,皮带的空隙中是能够放入一个煤粉管道的,此时需要避免皮带与煤粉管道外径产生干涉,并将管道的上法兰适当提高以避免排出阀和皮带上沿产生干涉。但这一方案还有一个问题:原布置减速箱的地方在这一方案中是一个煤粉出口,减速箱的安装位置受到影响,且多出口板上布置紧凑,带轮周围剩余空间有限,技术人员通过延长多出口板的局部位置,解决了这一问题。通过实际布置发现,局部延长500 mm,改进后的多出口板结构整体类似于一个乒乓球拍形状,如图3所示。拍的手柄部位可以用于安装减速箱,固定减速箱的底板和多出口板本身就是一个整体,强度上有保证,最终方案如图4所示。
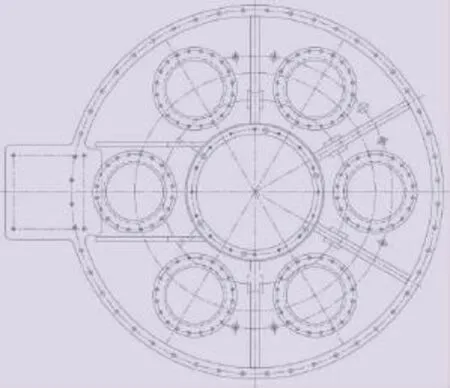
图3 多出口板结构
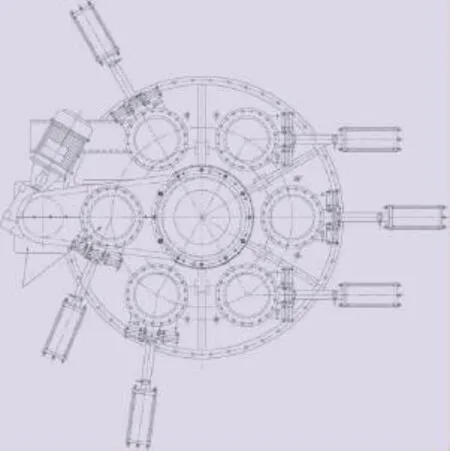
图4 改进后汕尾电厂动态分离器布置
动态分离器煤粉管道由4出口变为6出口后,为了保持整个设备的通风面积不变,将煤粉管道上闸板阀由原来的24 in(1 in=25.4 mm)改为20 in,磨煤机4出口和6出口煤粉管道对比如表1所示,可见两者通风面积仅相差3.46%,基本一致。
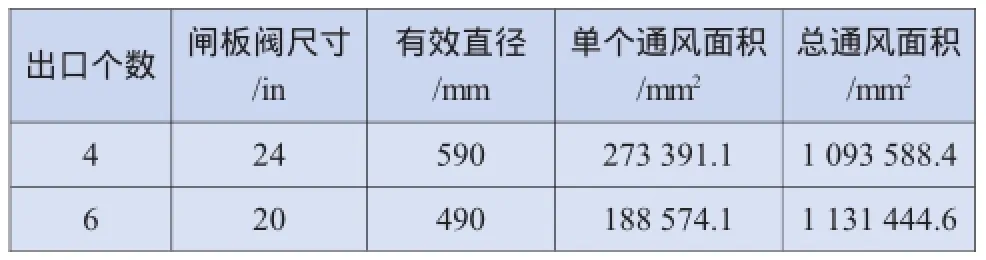
表1 磨煤机4出口和6出口煤粉管道对比
3 带的传动设计
3.1 已知条件及要求
传动功率P=45 kW,主动轴转速n=1 480 r/min,初定中心距a0=1 700 mm,理论传动比第一级(齿轮箱传送)i1=5.83,第二级(带传动)i2=2,机组大部分时间空载启动,允许带载启动,要求能长时间24 h连续稳定运行。
气象特征与环境条件:多年平均气温22.3℃,多年平均相对湿度78%,多年平均年降雨量1 938.2 mm,多年平均气压1 012.3 hPa,多年平均风速3.2 m/s,基本风压0.85 kPa,地面粗糙度A类,建筑场地类别Ⅱ类,厂区地震基本烈度7度,设计基本地震加速度0.10g。
3.2 设计功率的确定
设计功率Pd为:

式中:KA为工况因数,按GB/T 13575.2—1992《带传动窄V带传动》表5选取,考虑到磨煤机有时会带载启动,且要求长时间24 h连续稳定运行,KA取1.8;P为所需传动功率,kW。

3.3 带型的选择
根据设计功率和小带轮的转速,按GB/T 13575.2—1992图2选取带型。
小带轮的转速n1=n/i1=1 480÷5.83=253.8 r/min,根据设计功率Pd=81 kW和小带轮转速n1=253.8r/min,查标准图2,得两种带型分别为25N和25J,结合之前项目所选带型,综合考虑选择25N型。
3.4 带轮直径
关于传动比i,有如下关系式:

式中:dp2为大带轮节径,mm;dp1为小带轮节径,mm;n2为大带轮转速,r/min。
必须满足以下要求:①小带轮直径≥GB/T 13575.2—1992表3中推荐的最小值;②计算带的线速度v,使之≤35 m/s,即v=πn1dp1/(60×1 000)≤35 m/s。
带轮的节径可由GB/T 13575.2—1992表1中Δe值确定,即dp=de-2Δe,de为带轮的直径,Δe=2.5 mm。
先确定小带轮的直径,参照GB/T 13575.2—1992表3,25N带型对应的demin=315 mm,结合之前项目和本项目的特殊情况(在连接大小带轮之间的皮带空隙中布置一个煤粉管道),取小带轮直径de1=450 mm。则大带轮直径de2=de1×i2=450×2=900 mm,dp1=de1-2Δe=450-2×2.5=445mm,带轮的线速度v=πn1dp1/(60×1 000)=π×253.8×445/(60×1 000)=5.91 m/s≤35 m/s。
3.5 带的有效长度和中心距
在带轮直径确定以后,根据结构初定中心距a0,一般有:

此时带的有效长度为:

将计算出的Le0值按GB/T 13575.2—1992表A. 3标准值圆整,然后再根据选出的标准有效长度值Le计算实际中心距,即:

在设计时应考虑中心距的调整余量,见GB/T 13575.2—1992表13所给定的值。初定中心距为a0=1 700 mm,符合式(3)要求。
按式(4)计算带的有效长度,得Le0=5 550.35 mm。按GB/T 13575.2—1992表A.3标准值圆整为5 690 mm。
计算带的实际中心距,A=892.5 mm,B=25 312.5 mm,则带的实际中心距mm≈1 770 mm。
综上所述,带的有效长度为5 690 mm,带的中心距为1 770 mm。
3.6 带轮包角
小带轮包角α1计算如下:

3.7 V带根数
V带根数Z由下式确定:

式中:P1为单根V带的基本额定功率,kW;ΔP1为由传动比不同所附加的功率,kW;KL为长度修正因数;Ka为包角修正因数。
由GB/T 13575.2—1992表6~表10可得:P1=19.25 kW,ΔP1=1.18 kW,KL=0.98,Ka=0.96,于是有Z=4.11根。综合考虑,Z取6。
4 传动装置的安装与使用
初拉力的测定示意图如图5所示,单根带的初拉力F0可按下式计算:
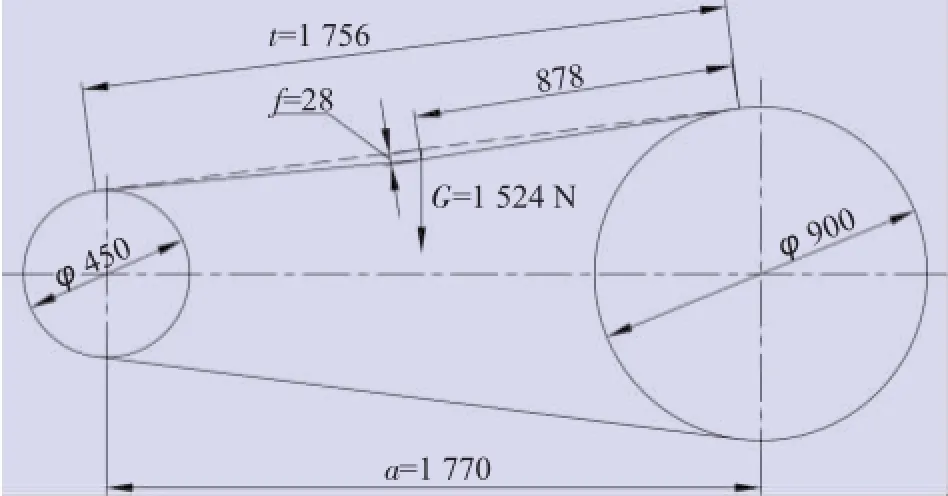
图5 初拉力测定示意图

式中:m为V带的单位长度质量,查GB/T13575.2—1992表12得m=0.57 kg/m。
则F0=1 667 N。
跨度长t既可以用实测的方法得到,也可以用计算的方法得到:

则t=1 755.7 mm≈1 756 mm,挠度f=1.6t/100 =28 mm。
对单根带测定初拉力所加的G值可以通过计算得到,也可以通过查表得到。笔者采用后者,查GB/T13575.2—1992表11,25N带型、新安装单根带的G值为253.99 N,则6根带共需初拉力为253.99×6=1 523.94 N≈1 524 N。
根据GB/T 13575.2—1992表13,Le=5 690 mm,可查25N带型中心距的调整余量为内侧45 mm、外侧75 mm。设计带轮张紧装置时已充分考虑这个调整余量。
安装前的准备工作、中心距的调整、初拉力的检查、带轮相对位置调整检查,以及使用与维护在GB/T 13575.2—1992中有详细介绍,本文省略。
5 结论
根据我国国情,在未来相当长一段时间内,火电仍将占主导地位。磨煤机[10]动态分离器装置是磨煤机的重要组成部分,其性能直接影响整个磨煤机的性能,而磨煤机的性能又直接影响锅炉的性能,在整个发电机组中占有举足轻重的地位。汕尾电厂HP1003磨煤机动态分离器装置由常规4煤粉出口改为6煤粉出口,是对HP磨煤机动态分离器结构的一次改进。2011年初,汕尾电厂一期3号、4号2×660 MW超超临界燃煤机组工程HP磨煤机开始投运,性能良好,同年底顺利通过性能试验。实践表明,这一改进是成功的。
[1]陆志厚.1 000 MW机组带旋转分离器的HP1163/Dyn型碗式中速磨煤机的结构设计特征浅析[J].电站辅机,2006(1):20-24,27.
[2]张鹏霄,梁雨飞.动态旋转分离器在双进双出磨煤机上的应用[J].中国新技术新产品,2013(6下):4.
[3]张明.带动态分离器的磨煤机在燃煤发电厂制粉系统中的应用[J].装备机械,2012(4):27-35.
[4]李晓坚,韦丹.HP中速磨煤机旋转分离器改造[J].江苏电机工程,2013,32(3):74-77.
[5]谢卫国.600 MW机组配置旋转分离器的中速磨煤机煤粉细度调整试验[J].电力建设,2013,34(2):74-76.
[6]林学栋,李大正.煤粉动态分离器改进设计[J].煤矿机械,2015,36(10):207-209.
[7]张东.旋转分离器在运行中出现的故障及日常维修注意事项[J].内蒙古石油化工,2016(1-2):41-43.
[8]王浩.中速磨煤机的旋转分离器运行中的调整策略[J].自动化应用,2010(12):72-73.
[9]陈飞,刘晓萌.中速磨煤机动态分离器优化节能调节[J].电力与能源,2015,36(3):428-429.
[10]叶志强.中速磨煤机的改进与发展[J].机械制造,2001,39(9):17-18.
(编辑:尔东)
Introduced the working principle of the HP coal pulverizer and the structure improvement of dynamic classifier in No.3 and No.4 HP coal pulverizers in phase I ofShanwei Power Plant.The belt transmission in the dynamic classifier of the pulverizer was designed and calculated.Since the unit was put into operation,the running conditions are satisfied and affirmed by the user.
磨煤机;动态分离器;技术改造;应用
CoalPulverizer;Dynamic Classifier;TechnicalReconstruction;Application
TH122
B
1672-0555(2017)01-026-05
2016年11月
蒋理想(1982—),男,本科,工程师,主要从事磨煤机研发设计工作
