基于特征编码的飞机结构件工艺设计*
2017-05-12
(南昌航空大学航空制造工程学院, 南昌 330000)
飞机结构件是构成飞机机体骨架和气动外形的主要部分,加工特征类型多、外形复杂、精度高、难度大,尤其是整体结构件的使用使得加工难度大大增加。但不同种类的飞机结构件均包含槽、筋、孔、凸台等相同的特征[1]。因此,特征成为飞机结构件加工信息的载体。袁青[2]基于遗传算法,通过扩展加工元构建优先权系数矩阵,建立符合优先权系数矩阵的初始种群完成了加工特征的排序,开发了基于特征的飞机结构件工艺决策系统。廖友军[3]以特征识别技术为基础,实现AutoCAD二维工程图加工特征提取并进行系统开发。杜朋[4]在UG环境下提出零件的层次信息,设计基于特征表面层的制造特征提取的方法并进行系统开发,实现了零件模型重构。郝永涛等[5]针对孔提出基于知识推理的加工工艺规划方法。Saleh等[6]把加工零件尺寸数据转换为STEP AP224 XML数据文件,实现加工特征智能规划排序。WANG等[7]通过几何求交得到强化加工特征(Enriched Machining Feature,EMF)生成泛型加工特征顺序。
本文借鉴以上加工排序的经验,提出基于特征编码的飞机结构件工艺设计方法,该方法以特征编码为基础,结合特征识别,融入非几何信息指导工艺决策,将飞机结构件加工元进行加工排序,基于CATIA平台开发快速编程模块以完成飞机结构件数控加工。
1 飞机结构件特征分类及编码
1.1 飞机结构件特征分类
根据飞机结构件加工特征几何形状,加工特征分为槽特征、筋特征、孔特征、轮廓特征和辅助特征等5类,每一类又以加工方式不同分成多个子类,如图1所示。
1.2 飞机结构件特征编码
飞机结构件特征编码就是借鉴成组技术将飞机结构件中相同或相似的特征归类,并按照一定的规则用特定的字符进行标识形成特征族,针对特征族制定成组工艺。飞机结构件特征编码是由字母和数字组成8位码,前3码位表示特征类别,第4码位及以后为辅助码。飞机结构件特征编码结构如图2所示。
将飞机结构件加工特征分类编码的主要用途是检索有关特征从设计、工艺到生产的各种信息。特征分类编码如表1所示,基于CATIA V5后置处理常用加工方式、刀具类型以及进/退刀方式编码如表2所示。以R(Rib)代表筋,C(Contour)代表轮廓,H(Hole)代表孔,TB(Technology Boss)代表工艺凸台,S(Slot)代表槽。
2 基于特征编码的飞机结构件工艺设计
2.1 特征识别
随着CAD/CAPP/CAM 技术的快速发展,零件设计信息和工艺信息的集成是CIMS发展的必然要求,特征识别技术成为实现设计信息和工艺信息集成的桥梁。
基于图的特征识别是一种采用面边图来表示零件的边界模式,将零件面边图中的适当子图与预定义的特征子图进行匹配来识别特征的方法[8-10]。面边图是以零件的面为结点,以面之间的邻接关系为弧的图。零件属性邻接图(AAG)是在面边图的基础上引入边的凹凸性,使得零件边界模式更加完整的图。本文用“1” 表示凸边,“ 0”表示凹边。基于图的特征识别的策略是将AAG中所有凸边去掉得到全凹的邻接子图,在全凹的邻接子图中去掉代表毛坯面的结点得到零件加工特征子图,再将加工特征子图与预定义的特征子图匹配,如图3所示,用数字1~16分别表示模型的18个面。
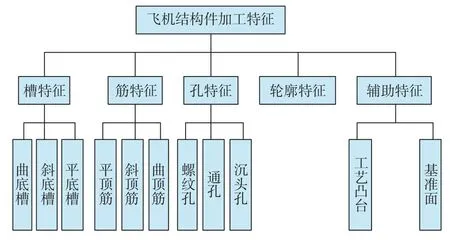
图1 飞机结构件特征分类Fig.1 Features classification of aircraft structure parts
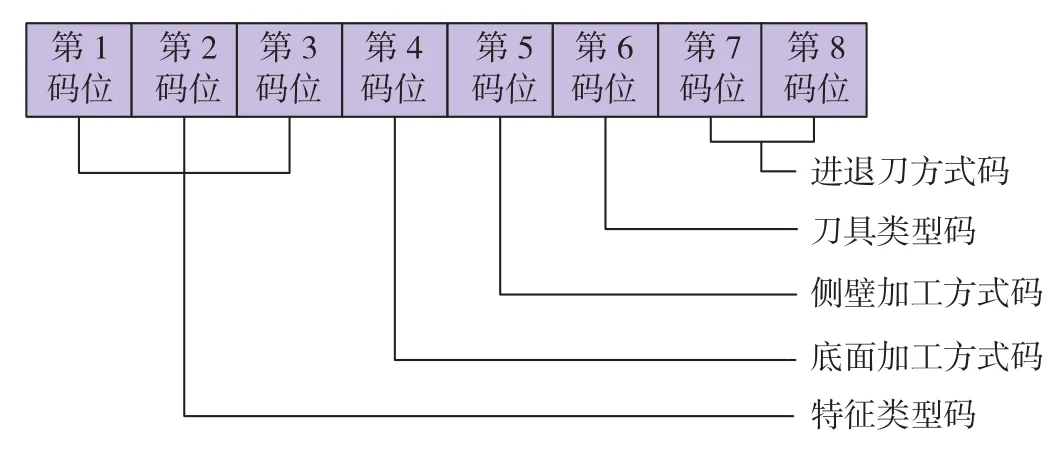
图2 特征编码结构Fig.2 Coding structure of features

表1 飞机结构件特征分类编码

表2 基于CATIA V5常用后置处理编码
2.2 加工元排序
加工元是组成加工特征的基本单元[11],几乎包含了飞机结构件中所有的加工特征。加工元均有其加工方向。定义最低且法向为Z向(加工方向)的面为基准面,以基准面法向矢量作为基准方向V,根据基准方向V将飞机结构件模型中的面划分为与基准方向近似垂直的水平面集HPi和与基准方向近似平行的垂直面集VPi,每一个HPi与其所有凹邻接关系VPi组成加工元,加工元用E表示,如图4所示。
用Pocket表示简单槽,E1、E2、E3分别表示简单槽的3个加工元,以槽外轮廓底面HP4为基准面,以基准面法向矢量作为基准方向V。则简单槽可表示为:
E1=HP1∪VP1
E2=HP2∪(VP2∪ VP3∪ VP6∪ VP5)
E3=HP3∪(VP3∪ VP3∪ VP3)
Pocket= E1∪ E2∪ E3
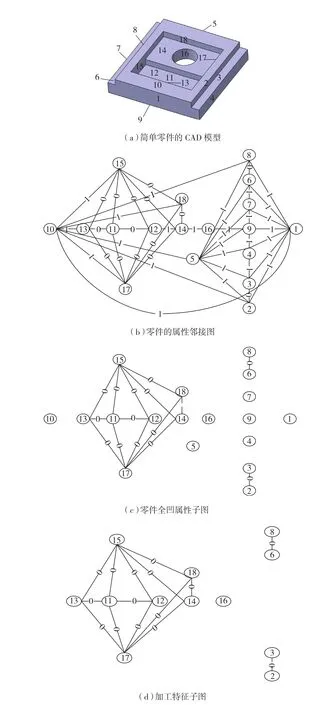
图3 简单零件模型及特征子图Fig.3 Simple part models and feature subplot
加工排序[12]是CAPP系统工艺决策的主要依据,加工元排序策略:选定基准面,按基准方向V把飞机结构件加工特征分层得到加工元,将第i层上的加工元与特征编码表匹配,检索对应成组工艺,以减少换刀次数和空刀行程为优化目标将加工元进行排序。
Step1:检索第一层加工元M11、M12刀具信息,如果M12和M11刀具相同,则M12排在M11之后。
Step2:检索M13,…,M1j所用的刀具信息,如表3所示。如果 M1(j+1)所用的刀具和 M1j相同,则 M1(j+1)排在M1j之后。一直检索直到最后一个加工元或加工元选用刀具与前一加工元不同,则转跳至下一加工元或下一层级。
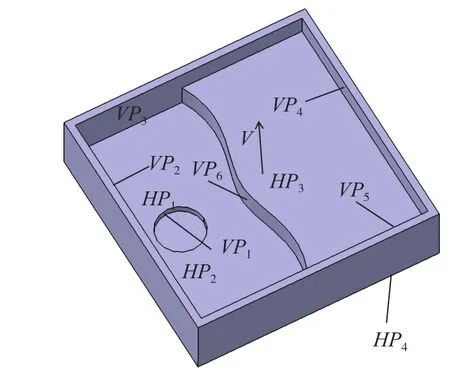
图4 简单槽的加工元Fig.4 Processing element of simple slot

表3 加工元刀具信息
Step3:检索第一层未匹配成功的加工元,按Step1、Step2的方式排序,直到第一层所有加工元排序完毕。工步排序如表4所示。
Step4:执行i=i+1,继续检索第i层的加工刀具信息,按Step1、 Step2和Step3的方式排序。一直检索,直到i=n,j=k,结束排序。
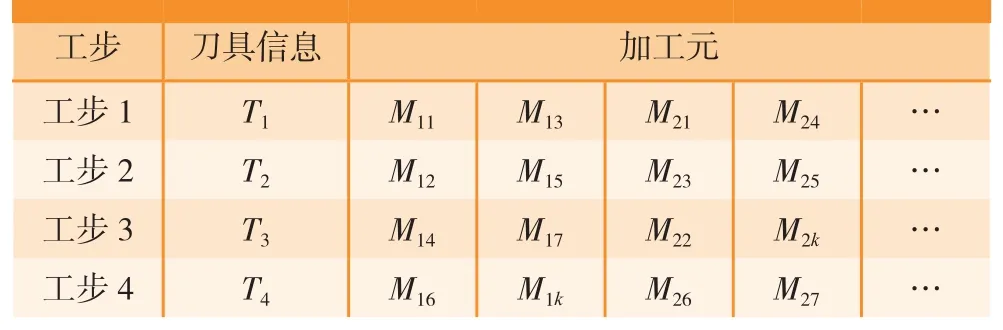
表4 加工元工步排序
2.3 基于特征编码的飞机结构件工艺设计
飞机结构件加工工序多,精度要求高,使得飞机制造业越来越趋势于自动化和数字化制造[13]。基于特征编码的飞机结构件工艺设计通过对结构件特征识别与分类得到特征族,将特征分解得到加工元后与特征编码表匹配,检索特征族对应的成组工艺,最后对加工元排序的一种工艺设计方法。基于特征编码的飞机结构件工艺设计方法流程如图5所示。
Step1 将飞机结构件特征分类编码,构建结构件特征编码表,制定特征族成组工艺。
Step2 对飞机结构件进行工件预处理,选择装夹方案。
Step3 以飞机结构件MBD模型为唯一依据,标注飞机结构件加工特征并进行特征识别。
Step4 判断特征是否属于轮廓。
Step5 加工特征分解得到加工元。
Step6 将加工元与特征编码表匹配,提取对应的刀具信息,将加工元排序,传递给CAPP系统进行工艺决策。
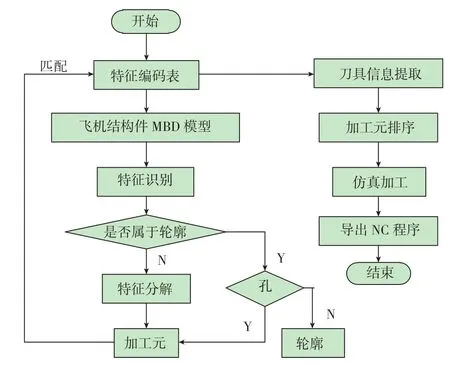
图5 基于特征编码的飞机结构件工艺设计流程图Fig.5 Processing flow chart of aircraft structure parts based on the features coding
Step7 根据CAPP系统提供的工艺决策结果,进行仿真加工,检测是否出现干涉、撞刀等现象,若出现,则反馈给CAPP系统修改,直到仿真合格后选择机床,对刀轨后处理,生成NC代码。
3 应用实例
以槽腔结构件为例分析基于特征编码的飞机结构件工艺设计方法,基于CATIA V5平台开发特征识别系统和工艺设计模块,飞机结构件的特征标注如图6所示。
Step1对槽腔结构件进行特征识别,与特征编码表匹配,提取成组工艺信息。
Step2 加工元排序。为便于排列表达,将加工元编号(见图7) 排序如下: C111→S121→S151→S111→S112→S131→TB111→S141→S1 42→S143→R121→R131→H132→H131→H133。
按上述方法,通过在CATIA V5中进行仿真加工,修改不合理的刀轨,以避免干涉、撞刀等现象,生成并导出NC代码,使用代木在铣床上完成零件的加工。
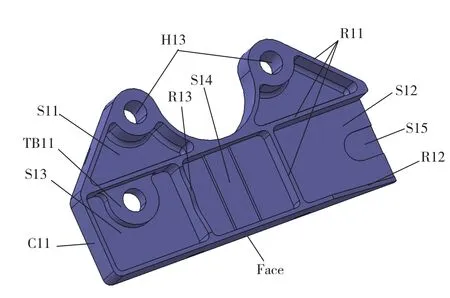
图6 飞机槽腔结构件Fig.6 Pocket of aircraft structure parts
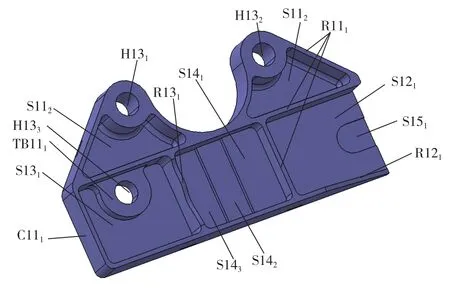
图7 编码特征Fig.7 Serial number of features coding
4 结论
加工结果验证了基于特征编码的飞机结构件工艺设计方法的可行性。以特征编码为基础,提取特征族非几何信息指导工艺决策,以减少换刀次数为优化目标对加工元进行排序,缩短了飞机结构件加工工艺决策周期,提高了加工工艺决策效率和自动化程度。
参考文献
[1]王细洋.飞机结构件的高速切削工艺[J].航空制造技术,2013(14):64-69.
WANG Xiyang. High-speed cutting processing of aircraft structure parts[J]. Aeronautical Manufacturing Technology, 2013(14):64-69.
[2]袁青.基于特征的飞机结构件工艺决策技术[D].南京:南京航空航天大学, 2010.
YUAN Qing. Decision process technology of aircraft structural parts based on features[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2010.
[3]廖友军. 基于二维工程图特征识别的数控车床自动编程系统[D]. 长沙:中南大学, 2007.
LIAO Youjun. CNC automatic programming system based on twodimensional engineering drawings feature recognition[D]. Changsha: Central South University, 2007.
[4]杜朋. 面向三维CAPP的制造特征提取与工艺过程设计的研究[D].武汉:华中科技大学, 2011.
DU Peng. Research on manufacturing feature extraction for 3D CAPP and processing design[D]. Wuhan: Huazhong University of Science and Technology, 2011.
[5]郝永涛,马晶颖.基于知识的孔加工自动工艺规划方法[J].计算机工业,2006,57:297-304.
HAO Yongtao, MA Jingying. A knowledge-based auto-reasoning methodology in hole-machining process planning[J]. Computer in Industry,2006,57:297-304.
[6]SALEH M, AMAITIK S, KILIC E. An intelligent process planning system for prismatic parts using STEP features[J]. International Journal of Advanced Manufacturing Technology, 2007, 31(9): 978-993.
[7]WANG L, CAI N, FENG H Y. Enriched machining featurebased reasoning for generic machining process sequencing[J]. International Journal of Production Research, 2006, 44(8): 1479-1501.
[8]周炜. 基于图的边界模型的加工特征识别技术[D].南京:南京航空航天大学, 2006.
ZHOU Wei. Processing feature recognition technology of the model boundary based on diagram[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2006.
[9]刘晓平,吴敏,金灿. 采用图分解的特征识别算法研究[J]. 工程图学学报,2010(1):67-71.
LIU Xiaoping,WU Min,JIN Can. Research on feature recognition algorithm using exploded[J]. Journal of Engineering Graphics, 2010(1):67-71.
[10]王永,徐创文. 基于属性邻接图的加工特征识别研究[J]. 机械, 2010(2):49-52.
WANG Yong, XU Chuangwen. Research on machining feature recognition based AAG[J]. Machinery, 2010(2):49-52.
[11]恽志东, 李海标.基于特征加工技术在自动数控编程中的应用[J].组合机床与自动化加工技术, 2011(1):91-93.
YUN Zhidong, LI Haibiao. Processing technology application in automatic numerical control programming based on features[J]. Combined Machine Tool and Automatic Machining Technology, 2011(1):91-93.
[12] 王伟,楚王伟,李迎光,等. 面向加工过程的飞机结构件加工特征排序方法[J]. 机械科学与技术, 2010, 29(12):1638-1645.
WANG Wei, CHU Wangwei, LI Yingguang, et al. A sequence procee of machining characteristics of aircraft structures based on machining[J].Mechanical Science and Technology, 2010, 29(12):1638-1645
[13]范玉青,梅中义,陶剑. 大型飞机数字化制造工程[M]. 北京:航空工业出版社, 2011.
FAN Yuqing, MEI Zhongyi, TAO Jian. Digital manufacturing engineering of large aircraft[M]. Beijing: Aviation Industry Press, 2011.