一种伺服桌式包边机安装调试方法探讨
2017-05-12李国良农胜夫陆景安
李国良,农胜夫,陆景安
(上汽通用五菱汽车股份有限公司,广西柳州545007)
一种伺服桌式包边机安装调试方法探讨
李国良,农胜夫,陆景安
(上汽通用五菱汽车股份有限公司,广西柳州545007)
在进行某车型伺服桌式包边机安装调试的过程中,探索各个环节的关键点,掌握其技术要点,顺利按节点完成项目要求的高效高质的车门包边,为公司新产品开发业务进度提供有力的技术保障。
包边机;安装调试;技术要点
车门包边工艺是影响车门外观质量的关键环节,公司对车门包边质量十分关注。由于公司发展的需要,伺服桌式包边机逐渐代替高能耗、易污染的液压桌式包边机。目前工人师傅对伺服桌式包边机的安装调试能力不强,本文经过现场的安装调试经验积累,详细描述伺服桌式包边机的工作原理及机构特征等基本内容,抓住安装及调试过程的关键环节,梳理其技术要点,为伺服桌式包边机安装调试提供理论支持。
1 伺服桌式包边机简介
1.1车门包边的定义及种类
车门包边是指经过焊装工装拼台把内板加强板焊接好的内板总成扣入有涂胶带翻边的外板,通过包边设备先预压约45°后,再主压完成翻边包住内板的一种工艺[1],如图1所示。包边类型有:扁平包边、直接包边、尖角包边和水滴包边。
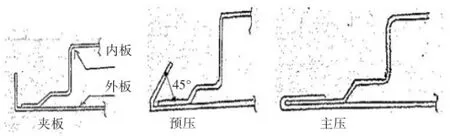
图1 包边原理
1.2 伺服桌式包边机的工作原理
伺服桌式包边机是由几组依靠伺服电机作为动力源的压刀机构组合起来的车门包边设备,它的主要组成有(如图2所示):模腔、内板夹紧机构、压刀机构、大底板和横梁、20#物料举升机构和10#/30#物料输送机构。整个车门包边动作顺序如下:内外板焊合件总成→10#进料机构上升/进料输送→20#挡板挡住/上升→20#物料机构举升→20#物料机构下降→内板夹紧机构锁打开→内板夹紧机构下降→切换预压→预压到位→预压打开→角压到位→角压打开→切换主压→主压到位→主压打开→20#物料机构举升→30#出料机构举升→30#挡料机构上升→出料输送→30#出料机构下降→30#挡料机构下降[3]。以上是基本的包边动作顺序,另外有些门的包边机还带有20#摆臂输送机构或带滑移的压刀机构,需增加气动动作,或分部主压完成门总成包边。

图2 伺服包边机机构
1.3 压刀机构
1.3.1 伺服电机桌式包边机压刀机构的种类
压刀机构的种类有五种,如图3所示:常规压刀机构、带底座压到机构、带滑移压刀机构、主/预压同组压刀机构和小压刀机构。常规压刀机构是车门平直边普遍采用的压刀形式,公司各车型的伺服电机桌式包边机均有。针对外板型面比较复杂的车门边,比如发动机盖、尾门的部分包边,为保证主压垂直的压入角,选择带底座滑移的压刀单元来改变压入角。主/预压同组的压刀机构适用于受限的空间包边,比如窗框包边机构。小压刀机构用于曲边包边,如后侧门底边处需分两组小压刀机构包边。
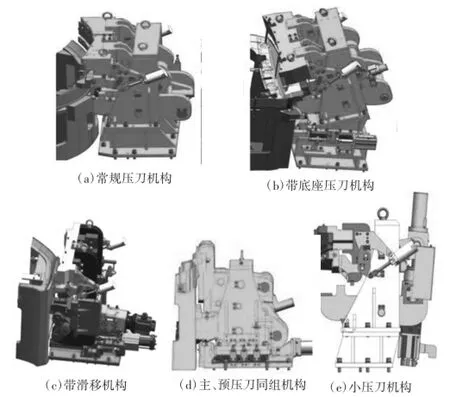
图3 压刀机构种类
1.3.2 伺服电机桌式包边机压刀机构的特征
压刀机构的特征有(如图4所示):(a)加压部采用的是X焊枪型机构,此机构同时加紧下模和加工零件,并且在机器内控制进行包边时的反力;(b)动力源是采用扭矩连杆机构,向加工型面使用小马力送出大马力的构造;(c)采用平行连杆机构,可以和冲压型包边机同等或者以上的压力;(d)采用伺服马达和滚珠丝杠,可以控制各部位的速度,定位时还可以控制扭矩。
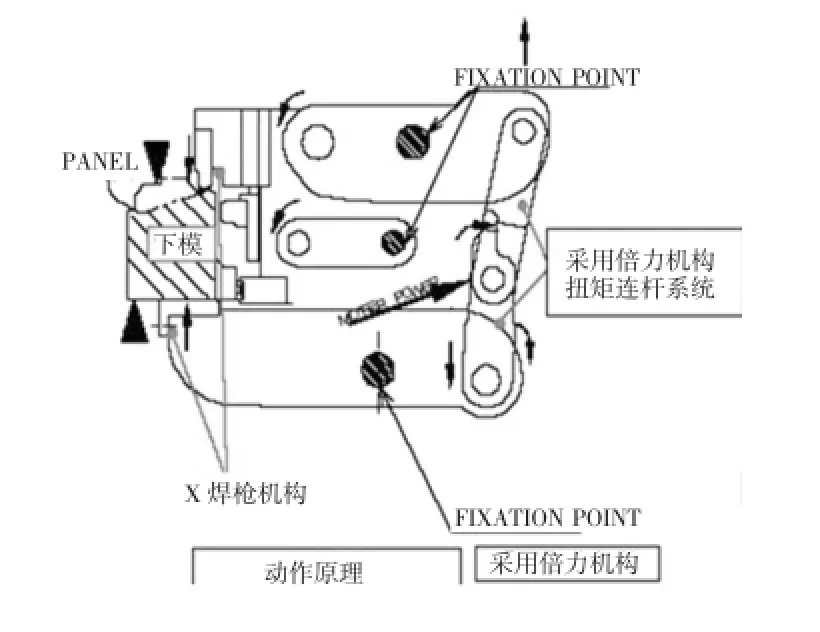
(续下图)
(续上图)

图4 压刀动作原理与特征
1.4 伺服包边的优点
车门包边的形式有:简易包边模手工包边、冲压式包边机、液压桌式包边机、伺服电机桌式包边机,机器人滚压包边。相对于其他包边形式,伺服包边有以下优点:(a)成本较低,可以单独订货,节省设备投资成本;(b)节拍较高,可以设计达到60 JPH;(c)质量稳定,对应各种各样的形状,选择对零件最适当的包边方法,保持高质量的精度;(d)便于成线,考虑生产节拍、质量、空间、冲压件的形状,对应设计设备和加工制造;(e)节能环保,省电、无油污、噪音低。
2 伺服桌式包边机安装
2.1 安装顺序
伺服桌式包边机的安装顺序为先部装再总装,需要部装的机构有:压刀机构的动力总成、内板定位机构夹具单元、进/出料输送机构、举升机构等。内板定位机构和横梁组装到一起再吊装到立柱上,各组压刀机构部装完成后再吊装到大底板上。如图5所示,伺服桌式包边机的安装顺序为:大底板→模腔→举升机构→压刀机构→立柱→横梁&内板定位机构→输送挡板/滚轮。考虑到运输的需要,进出料机构待包边机进场就位后再安装。

图5 包边机部装与总装
2.2 安装要点
伺服桌式包边机的安装要注重各环节的细节部分,要求做到精准,尤其是滚珠丝杠部分的安装更为重要。首先,要保证联轴器和安装座的零件的表面粗糙度、圆柱同轴度/垂直度符合设计要求,我公司第一个项目的伺服桌式包边机有大批零件加工不合格装不了而报废;其次,注意3个轴承的安装方向,采用的NSK系列滚珠轴承有标识受力方向的箭头符号,两个指向压刀一个指向电机侧;再次,要检查电机与减速器的锁紧螺钉必须上紧并做好标识,之前有回厂后的伺服桌式包边机压刀机构动力总成锁紧螺钉未上紧的情况,由于现场空间受限,吊装设备缺乏,拆出来重新上紧工作量非常大;最后,每一套动力总成部装完成后必须进行滚珠丝杠圆跳动量测试,如图6所示,保证径向圆跳动量≤0.05 mm,否则就是不合格的产品。

图6 动力总成与径向圆跳动测量
根据以往几个项目的经验,伺服桌式包边机安装时还要注意,零件安装面有油漆的表面须除漆、打磨平整后再进行安装,以保证机构的精度。刀架的铜垫片不能漏装,否则压刀机构通电后运动会有问题。每套压刀机构部装完成后,用解码器接电,手动摇到设计原点位置和主压到位位置,检查机构的运动顺畅性和刀面与模腔型面的匹配情况。
3 伺服桌式包边机调试
3.1 调试内容
伺服桌式包边机的调试包括:包边机就位、机构运动顺畅调试、设置主预压伺服参数和包边质量提升调试。包边机的就位就是包边机回厂后,按照工艺布局图包边机的位置指挥大叉车把包边机摆放到位,然后用2个框式水平仪进行大底板的水平度调试,保证两个方向的平面度在0.02 mm/m内。机构运动顺畅性调试是在气动管路和电控控制线安装完成后进行,气动包括10#进料输送机构升降动作、举升机构升降动作、内板定位机构升降动作、锁紧机构动作、20/30#挡料机构升降动作以及主预压切换动作,基本是一个气缸对应一个电磁阀控制;电控包括压刀机构电机、气缸感应开关信号、零件接近开关信号、控制柜以及触摸屏。机构顺畅性调试主要进行气缸动作速度快慢调试、输送带传动高度一致性调试和压刀机构限位的调试。
3.2 伺服压刀调试
设置主预压伺服参数工作是在各压刀机构完成原点位置设置后进行,原点位置设定,是根据设计的压刀机构原位制作专门的量块工具,用手工摇动机构到量块卡住位置反馈给电控工程师设定该原点位置。设置完原点位置后,首先要检查压刀机构的两边刀臂的卸力块是否已扣住模腔,如果有间隙,需调整紧固螺栓调节楔形块的位置来调整,然后调整主预压角度螺杆可以获得理想压入角,但要检查主预压切换的限位块是否都贴合,每套压刀机构切换都有3个限位块,要保证压刀机构受力平衡,就要调合此3个限位块,压刀机构限位块、楔形块和调整螺杆的位置如图7所示。主预压伺服参数可以依据设计值输入,然后根据现场试压调试件的包边效果从小到大逐步完善各机构伺服参数设置,但要保证电机扭矩值不能超过极限值。获得良好的预压角度是包边质量的关键,一般情况预压完翻边成45°角,但有些造型复杂或翻边高度偏矮的边需要预压后翻边成小于45°甚至接近于30°角,才能保证主压后的包边质量。调预压角度时有一个原则性的底线,预压刀不能顶住模腔,否则电机扭矩值会急剧增大,刀块安装螺栓会疲劳损坏甚至直接拉断。主压伺服参数的设置根据包边后的钣金厚度来适当调整,例如门外板及内板厚度均为0.7 mm时,伺服包边包完后要求钣金零件厚度为2.1 mm[2],如不符合要求可以适当增大主压伺服参数,扭矩太大主压伺服参数不能增加可以在主压刀背面加垫片来调整,主压刀螺孔加工时留有单边1.5 mm的调整量。

图7 压刀调试
3.3 包边质量评审
经过试压多件试模件后,包边外表质量基本没有表面变形、边缘塌下、圆角皱折、边缘凸起、波浪或尺寸变化等不可接受的缺陷后,就可以将包完的门到门总成检具检查间隙段差值了。间隙值标准为5±0.5 mm,如果整体往一边偏,可以适当调整内板定位机构的定位销位置来调整内外板相对位置,从而得到合格的间隙值。调到感觉基本满足生产要求后,可以组织相关区域的负责人进行第一次包边质量评审,然后伺服桌式包边机调试根据反映的包边质量问题进行最后的包边质量提升调试。然后再组织第二次包边质量评审来确认各区域反映的问题解决完成后,进行封样交付车间生产。
4 结束语
随着我公司发展迅猛,伺服桌式包边机的数量也越来越多,项目要求的安装调试节点越来越短,安装调试技术团队技术要求越来越高。本文是经过多个项目实施总结出的安装调试经验方法,对新从事伺服桌式包边机安装调试的人员有很好的指导意义,为高效完成伺服桌式包边机安装调试工作提供理论支持。
[1]何宝杰.车门包边中的质量缺陷原因和对策[J].机械工人(热加工),2000(11):60-62.
[2]程楠.水滴包边技术在汽车发动机罩盖上的应用[J].汽车工艺与材料,2016(1):11-13.
[3]宋晓琳.汽车车身制造工艺学[M].2版.北京:北京理工大学出版社,2006.
One-type Servo Table Hemming Installation&Debugging Method
LI Guo-liang,NONG Sheng-fu,LU Jing-an
(SAIC GM Wuling Automobile Co.,Ltd.,Liuzhou Guangxi 545007,China)
Explored key point of every link and grasped the technology gist in the process one type of servo table hemming installation&debugging.The gate hemming can finish efficient and high quality on time by project required.Supply powerful technology for company's new product developing business.
hemming;installation&debugging;technology gist
U468
A
1672-545X(2017)03-0118-03
2016-12-27
李国良(1986-),男,广西钦州人,助理工程师,本科,研究方向:样车制造及工装夹具安装调试;农胜夫(1973-),男,广西崇左人,技师,研究方向:包边机安装调试与维修;陆景安(1974-),男,广西河池人,技师,研究方向:包边机安装调试与维修。
