基于激光位移传感器的焊缝跟踪实验研究
2017-05-12甘文龙刘海生王中任
甘文龙,刘海生,王中任
(1.湖北文理学院机械与汽车工程学院,湖北襄阳441053;2.武汉科技大学机械工程学院,湖北武汉430081)
基于激光位移传感器的焊缝跟踪实验研究
甘文龙1,2,刘海生1,王中任1
(1.湖北文理学院机械与汽车工程学院,湖北襄阳441053;2.武汉科技大学机械工程学院,湖北武汉430081)
自动焊接技术是一种提厚壁管道焊接生产率和焊接质量的解决方案。采用基恩士线位移传感器,基于激光三角法原理可以精确提取焊接母材的坡口边缘特征及焊缝中心位置。爬行机器人根据测得的坡口深度和宽度的变化,来自动调节焊头的高度和摆幅。对30°的焊接母材坡口进行了实验,可以扫描得到焊接接头的3D轮廓,测得中心基准偏差为0.6~1 mm左右,为最终实现焊缝视觉跟踪提供了依据。
焊接;激光位移传感器;机器视觉;管道
焊接是用于连接金属的常用工艺技术,在汽车、船舶和石油化工等工业领域中工广泛使用。但是目前的自动化水平低下,大部分焊接工作是手动完成的,即使采用了焊接机器人,大多是采用“示教”的工作模式。这种焊接模式固定单一,缺乏柔性,对于焊材的形状和焊接的位置有严格的要求,且工作形式固定,对环境要求高。完成全自动焊接的一个重要的影响因素是由于焊接过程中焊接母材的金属热变形导致在焊接过程中焊缝跟踪定位很难提取。在国内外研究焊缝跟踪定位常用的是边缘特征点定位确定焊缝中心[1-2]及通过焊接熔池中心点偏差来确定焊缝中心[3]。为了更精确的跟踪定位焊接过程中焊接焊缝,本文基于基恩士的线位移传感器可以准确的获得焊缝中心和线基准的偏差量,研究焊接过程焊缝中心的变化的规律的影响因素。
1 线位移传感器测量原理及焊缝跟踪系统构成
1.1 线位移传感器定位系统测量原理
线位移传感器基恩士基于激光三角法测量原理,如图1所示,激光发射器发出波长为405 nm的蓝色半导体高亮度激光,激光线总长为固定长度40 mm,当激光发射器跟随小车在焊接母材上运动时,在焊接母材上产生遵循焊接表面的轮廓的激光条纹。激光条纹图像经滤光器和聚焦透镜在像平面上可形成出如图1的V形坡口图像。在以往的研究中,激光条纹的提取有很多方式,比如高斯接近法,质心法等[4-5]。为了形成一个闭环的跟踪焊接系统,焊接接口轮廓的特征点必须被精确的提取和定位,在本文中,采用提取特征拐点的方法对激光条纹进行处理得到中心位置,焊接母材上的特征拐点即为激光条纹与焊接坡口的转折点以及焊缝接口最低点,其特征如图2(a)所示,在图2(b)表示一个9×14的像素列阵,其提取特征点即像素坐标为(1,3),(5,7),(1,11)等。

图1 激光传感器原理

图2 特征点提取
1.2 线位移传感器焊缝跟踪系统构成
本文的线位移传感器焊缝跟踪系统由焊接母材管道、焊机、送丝机、保护气以及爬行焊接机器人等组成。焊接母材管道规格为Φ625×25,即管道直径625 mm,坡口厚度为25 mm.焊接接口坡口角度为30°,形成坡口宽度为29 mm,打底焊材为ER50-6.采用摆动加停留的焊接方式实现自动焊接,根据焊接母材完成焊接的具体焊接参数如表1所示,型号为LJ-V7080的中等距离型基恩士线位移传感器打出“一字”形高亮度条纹。焊机及爬行机器人如图3所示。
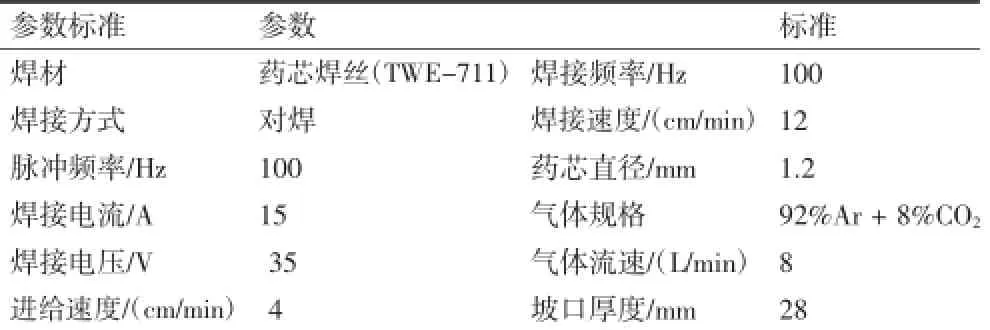
表1 焊接工艺参数

图3 焊机及测量系统组成
2 实验及结果分析
实验所用传感器打出的激光线的总线长为40 mm固定不变,故激光直接发射会打出长度为40 mm的“一字”形的直线,当打在焊接母材后会遵循着焊接的坡口形状形成一个V型,坡口实际的宽度会根据管径的大小形成的坡口大小不同而有所变化。实验用管道的实际坡口宽度计算为29 mm,故激光线的长度可以完整的打在焊接坡口上。由于焊接的是多层多道焊接,为了保证焊接中焊缝的定位精确,故提取焊接坡口的拐点为全程焊接过程的特征点,因为在第一层焊接后焊缝的接口处的特征点将被埋没[6],无法提取。坡口的转折点为明显的特征提取点,而该特征点即我们需要用来计算焊缝中心的依据点。
根据现场实际的焊接条件以及焊接工艺,保证自动焊接的实现和视觉系统的稳定,在视觉系统前面加上弧光遮挡,为了最大精度的保证焊接过程,焊枪的末端与激光器的相对夹角位置范围值[7,8]为55~60°,且相对距离为50~80 mm.
由实验测得焊缝跟踪偏差值波动图如图5所示,在前0~70 s的范围内基准偏差值在小范围之内,其平均误差为0.6~1 mm左右,基本可以满足焊接要求,在70~80 s的范围内基准偏差已经超过了1 mm实验要求,表示小车已经偏移了实际的焊接轨迹,无法满足焊接工艺要求,观察实时性强。从实验结果分析可知,基于激光线的特征点提取焊缝的跟踪有以下几个优势:1)采用激光线的线结构光视觉结构简单,激光稳定性强,抗干扰能力强,容易实现;2)特征点明显,提取简单快速,可以保证较高的精度。焊缝跟踪定位影响因素很多,其主要的产生误差的主要因素有:1)小车自身机械的结构、爬行电机等因素,导致爬行出现一定的误差;2)焊接母材管道的圆度会造成小车磁轮贴合不全,运行过程中出现偏差,带来误差;3)打磨坡口的平整性会导致拐点提取精度下降带来误差。

图5 偏差值分析
在本文的焊缝跟踪定位实验中,还得到了焊缝区域的二维形貌和3D轮廓,如图6所示,三维轮廓可以根据焊缝区域的不同位置来显示高度值,以颜色深浅来表示。扫描得到的三维轮廓可以为检测焊接质量提供一定的依据。

图6 焊缝轮廓
3 结束语
本文基于线位移传感器开展了焊缝跟踪的实验研究,初步得到了焊缝中心基于激光中心的偏差值,讨论了基于线位移传感器提取中心偏差的优势以及影响该偏差值的因素,生成了焊缝区域的三维轮廓图,对最终实现焊缝机器人视觉引导有一定的指导意义。
[1]Fang ZJ,Xu D,Tan M.Vision-based initial weld point posi tioning using the geometric relationship between two seams[J]. Int J Adv Manuf Technol,2013,66(9-12):1535-1543.
[2]Gu WP,Wan W.Autonomous seam acquisition and tracking system for multi-pass welding based on vision sensor[J].Int J Adv Manuf Technol,2013,69(1):451-460.
[3]Yanling Xu,Gu Fang.Real-time image processing for visionbased weld seamtracking in robotic GMAW[J].Int J Adv Manuf Technol,2014,73(9-12):450-460.
[4]Xu YL,Yu HW.Real-time image capturing and processing of seam and pool during robotic welding process[J].Int J Ind Robot,2012,39(5):513-523.
[5]Shi YH.Mathematical modeling of rotational arc sensor in GMAW and its applications to seam tracking and endpoint de tection[J].Sci Tech Weld Join,2006,11(6):723-730.
[6]Dinham M,Fang G.Autonomous weld seam identificationand localisation using eye-in-hand stereo vision for robotic arc welding[J].Int J Comput Integr Manuf,2013,29(5):288–301.
[7]李鹤喜.基于视觉反馈的焊接机器人自动示教关键技术研究[D].广州:华南理工大学,2010.
[8]王璇.焊接机器人焊缝信息视觉检测系统研究[D].天津:河北工业大学,2013.
Experimental Study on Welding Seam Tracking Based on Laser Displacement Sensor
GAN Wen-long1,2,LIU Hai-sheng,WANG Zhong-ren2
(1.Hubei Liberal Arts College School of Mechanical and Automotive Engineering,Xiangyang Hubei 441053,China;2.Wuhan University of Science and Technology Institute of Mechanical Engineering,Wuhan Hubei 430081,China)
Automatic welding technology is a solution to improve welding productivity and quality for thick-wall pipe.Based on the principle of laser triangulation,the laser displacement sensor was applied to detect the welding groove edge characteristics and weld centerof the parent metal.The weld head height and sway were automatically adjusted by the crawling robot according to the depth and width of the welded groove measured.For parent metal welding groove of 30°,the 3D profile of the welded joint was obtained and the measured reference center deviation is about 0.6 to 1 mm.The study provide theory and experimental basis for final welding tracking.
welding;laser displacement sensor;machine vision;pipe
TP242
A
1672-545X(2017)03-0087-03
2016-12-05
甘文龙(1991-),男,湖北天门人,在读研究生,研究方向为机器人视觉;王中任(1974-),男,湖北黄梅人,博士,教授,研究方向为智能制造与机器视觉。
