Inconel617合金表面电子束熔覆WC-CoCr显微组织和耐磨性研究*
2017-05-11
(桂林电子科技大学机电工程学院, 桂林541004)
Inconel617合金作为镍基高温合金中的一种,在1100℃高温下具有很好的瞬时和长期机械性能。该合金在热腐蚀领域中如硫化环境,尤其是在高达1100℃循环的氧化和碳化环境中具有极好的耐腐蚀能力。这些耐腐蚀性加上出色的机械性能,使这种合金特别适用于高温领域,主要应用于工业和航空汽轮机部件、管道和陆用燃气涡轮的转换衬垫等[1]。
研究表明,Inconel617合金材料在实际应用中以耐腐蚀性、高温抗氧化性能和耐磨性为主。但是其本身耐磨性比较低,不利于汽轮机持久工作。提高这种合金的性能和寿命,取决于其材料中气体含量、显微组织、表面的致密化等。Inconel617材料的显微组织细化、成分均匀化能提高其耐腐蚀性、高温抗氧化性和耐磨性等[2-3]。Inconel617合金工作时工作面主要在其表面,为了大幅度提高其耐磨性,在合金表面涂覆一层陶瓷粉末WCCoCr。WC-CoCr的耐磨性极好,可采用热喷涂或高能束处理形成一定厚度的涂层。
WC-CoCr涂层中WC是硬质合金,工业上常用来提高耐磨性;Co元素可以与WC很好地相润湿;Cr元素可提高合金的高温抗氧化能力。所以用WC-CoCr合金来提高Inconel617的耐磨性,从而改善基体的高温抗氧化能力,弥补了Inconel617合金在工业应用中耐磨性不足的问题。相对于Cr3C2、TiC、SiC等,WC-CoCr更具性能上的优势:(1)WC-CoCr的密度大,在电子束熔覆过程中不会出现上浮与高温氧化等问题;(2)在高温环境下WC-CoCr硬度和弹性模量较高,并且具有较小的膨胀系数;(3)WC-CoCr的耐热冲击性、耐腐蚀性和耐磨性优良;(4)在高温环境中Inconel617中的Fe、Co、Ni等元素可以和WC-CoCr很好地相润湿。因此熔覆粉末选用WC-CoCr能很好地起到弥散强化覆层的作用,使试件表面的机械性能、耐腐蚀性以及抗氧化性能大大提高[4]。
本文利用高能电子束技术在Inconel617合金表面熔覆WC-CoCr涂层,研究改性层的显微组织、硬度及耐磨性。
1 试验方法
1.1 试样制备
选取Inconel617合金作为基体材料,化学成分原子百分含量为:22% Cr、12.5% Co、9% Mo、1.2% Al、0.07%C、1.5% Fe、0.5% Mn、0.5% Si、0.008% S、0.3% Ti、0.2%Cu,余量为Ni。试样尺寸为Φ30mm×6mm。
首先,对尺寸规格为Φ30mm×6mm的Inconel617合金表面进行打磨,消除线切割带来的切削加工痕迹。涂层要与基体结合良好,基体表面需要有一定的粗糙度,因此要对其表面进行喷砂处理,最后用丙酮对试样浸泡、刷洗,以清除试样表面的油污、锈蚀及其他污染物[5]。其次,再进行高速火焰喷涂,涂层厚度约为200μm。热喷涂工艺流程如图1所示[6]。本次试验所用设备为桂林电子科技大学高能束装备及工艺研究室的SEB(J)6/60/40/30型电子束加工集成系统。该集成系统装备4把电子束发射枪,集电子束熔炼、提纯、焊接、悬浮区熔、表面扫描处理于一体,是复合型多功能高能电子束装备。采用线扫描方式对表面喷WC-CoCr的Inconel617合金试样进行单道熔覆处理,焊室真空度为3×10-2Pa,枪室真空度为1×10-3Pa。加速电压50kV,聚焦电流350mA,束流60mA,扫描速度1000mm/min。
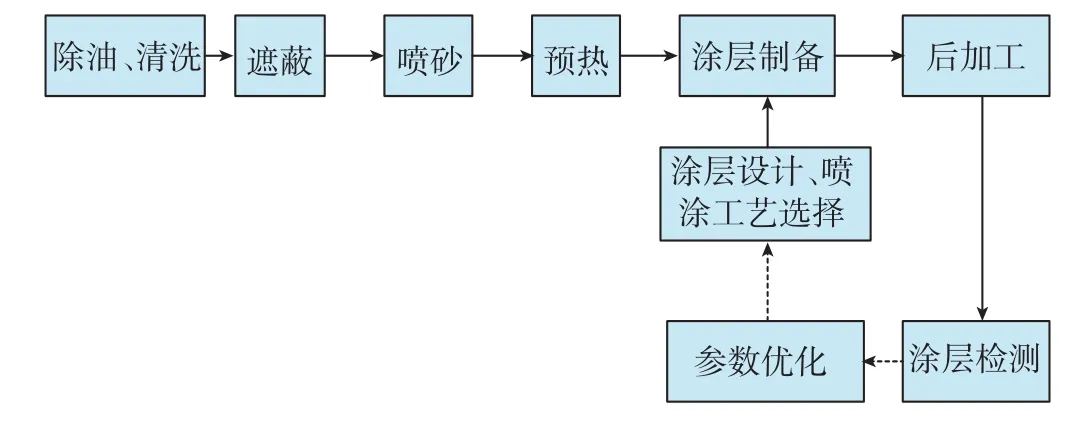
图1 热喷涂工艺流程Fig.1 Thermal spraying process
1.2 试验方法
采用电火花线切割机床将试件割成小块金相试样和磨损试样,并且对金相试样进行打磨、抛光、腐蚀处理,采用扫描电子显微镜对熔覆层组织进行观察,用显微硬度计对试样显微硬度进行测试,采用磨损试验机对磨损试样进行耐磨性试验[7-8]。
2 试验结果与讨论
2.1 微观组织分析
Inconel617合金喷WC-CoCr涂层截面形貌如图2所示,左边白色区域为WC-CoCr涂层,右边灰色区域为Inconel617合金基体。高速火焰喷涂的WC-CoCr涂层与基体明显为典型的机械结合,容易剥落。涂层中不可避免地存在细小孔隙和裂纹,严重影响其使用性能。
图3为WC-CoCr涂层经电子束熔覆处理后的截面形貌。在电子束处理过程中,涂层全部熔化的同时基体表面微熔,然后迅速冷却,形成了合金层,实现了冶金结合。WC-CoCr涂层经电子束熔覆处理后,截面形貌致密均匀,没有气孔和裂纹,和基体很好地结合在一起,如图3(a)所示。在冷却过程中,WC-CoCr涂层中WC形成了特殊的枝状晶体,均匀分布在CoCr基体中,如图3(b)所示。
2.2 熔覆层显微硬度分析
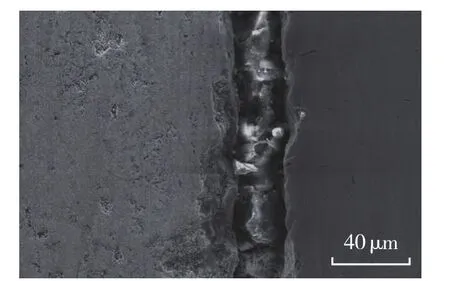
图2 Inconel617喷WC-CoCr涂层截面形貌Fig.2 Cross-section morphologies of spraying WC-CoCr coating of Inconel617
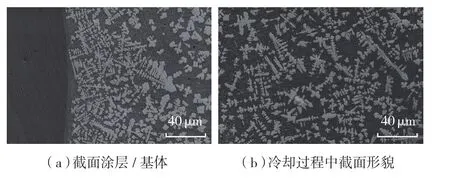
图3 电子束熔覆处理后截面形貌Fig.3 Backscattered electron SEM micrographs showing details of the coating microstructure after EB-remelting
由图4可见,电子束熔覆层的显微硬度在1090~1110HV0.3之间,约为Inconel617合金基体显微硬度(480~490HV0.3)的 2.2~2.3 倍,未处理前 WC-CoCr涂层硬度约为895~910HV0.3。由于熔覆层的显微组织比较均匀细小,作为硬化相的WC和W2C分布也比较均匀,所以熔覆层整体显微硬度没有大的波动。由于在熔覆层和基体界面附近组织中WC和W2C很少,试样的显微硬度在接近界面处时快速下降至基体的显微硬度。熔覆层表面硬度的显著提高,有利于耐磨性能的改善。
2.3 熔覆层耐磨性分析
图5展示了基体表面和电子束熔覆处理后材料表面的耐磨性能,试样经过电子束熔覆处理后,耐磨性能相对于基体而言提高了7倍有余,熔覆层耐磨性的提高也是熔覆层整体性能改善的有效保证。熔覆层硬度、强度等综合性能的提高是改善复合涂层性能的必然途径与基本保证,同时促进 WC 颗粒与Inconel617镍基材间的结合强度,即提高了镍基合金对 WC 颗粒的支承能力,这对提高熔覆层的整体耐磨性非常有利[9]。
在摩擦磨损过程中,主要是SiC砂纸中的硬质SiC磨粒对较软的CrCo基材产生严重的犁削作用,在表面磨划出较深的划沟。随着摩擦磨损的进行,包覆在WC颗粒表面的CrCo材料被大量磨削掉,使硬质的WC颗粒凸露出来,在随后的摩擦过程中,WC颗粒最先接触到SiC磨粒,阻碍着SiC磨粒继续对软基体的磨削,起到一定的缓和作用。在循环的法向载荷挤压和剪切应力作用下,枝状WC颗粒边缘材料出现了少量的脱落,这些脱落的硬质磨屑在随后摩擦中又起着磨粒的作用,对CrCo基体进行磨削,这是典型的磨粒磨损形式。
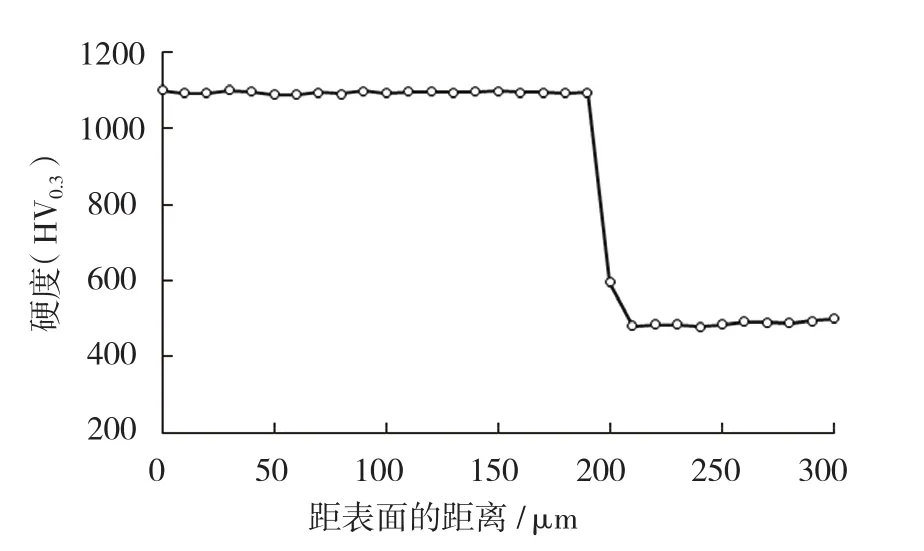
图4 熔覆层试样横截面的显微硬度分布Fig.4 Microhardness distribution of the depth along the coating

图5 熔覆层和基体磨损速率Fig.5 Sliding wear rate of the WC-CoCr coating after EB-alloying
3 结论
(1)采用高速火焰喷涂和高能电子束表面熔覆方法相结合制备合金层。涂层与基体结合良好,为冶金结合。熔覆层WC和W2C为枝状晶体,均匀分布在CoCr中。
(2)Inconel617合金表面电子束熔覆WC-CoCr涂层可使显微硬度由基体的480~490HV0.3提高到1090~1110HV0.3。
(3)电子束熔覆陶瓷涂层WC-CoCr,可使基体耐磨性能提高7倍有余。
[1] 江河, 董建新, 张麦仓, 等. 700 ℃超超临界用锅炉管材617合金研究进展[J].世界钢铁,2014(3): 26-39.
JIANG He, DONG Jianxin, ZHANG Maicang, et al. Research progress of 617 alloy for boiler tube ultra supercritical in 700℃[J]. World Iron &Steel, 2014(3): 26-39.
[2] 张秉刚, 赵健, 冯吉才. 电子束表面合金化研究进展[J]. 焊接学报, 2011, 32(11): 108-112.
ZHANG Binggang, ZHAO Jian, FENG Jicai. Research progress of electron beam surface alloying[J]. Transactions of the China Welding Institution, 2011, 32(11): 108-112.
[3] 何俊, 陈威, 于斌.电子束熔覆粉末涂层表面改性的研究[J].粉末冶金工业, 2009, 19(3): 48-52.
HE Jun, CHEN Wei, YU bin. The research of electron beam cladding coating surface modification[J]. Powder Metallurgy Industry, 2009, 19(3):48-52.
[4] 路程.激光熔覆Ni基球形WC复合涂层的组织与性能研究[D]. 广州: 华南理工大学, 2012.
LU Cheng. Microstructure and properties of Ni based spherical WC composite coating by laser cladding[D]. Guangzhou: South China University of Technology, 2012.
[5] HAO S Z, ZHAO L M, HE D Y. Surface microstructure and high temperature corrosion resistance of arc-sprayed FeCrAl coating irradiated by high current pulsed electron beam[J]. Nuclear Instruments and Methods in Physics Research Section B, 2013, 312: 97-103.
[6] 张燕, 张行, 刘朝辉, 等. 热喷涂技术与热喷涂材料的发展现状[J].装备环境工程, 2013, 10(3): 59-62.
ZHANG Yan, ZHANG Hang, LIU Chaohui, et al. The current development situation of the technology and the materials for thermal spraying[J]. Equipment Environmental Engineering, 2013, 10(3): 59-62.
[7] DE RICCARDIS M F, CARBONE D, PISCOPIELLO E, et al.Electron beam treatments of electrophoretic ceramic coatings[J]. Applied Surface Science, 2007, 254: 1830-1836.
[8] HE J, ZHANG B G, LI W L. The dependence of the electron beam remelting parameters on the surface residual stress and hardness of NbSi2coatings on niobium alloys[J]. Journal of Alloys and Compounds,2013, 577: 436-438.
[9] 黄凤晓.激光熔覆和熔覆成形镍基合金的组织与性能研究[D].长春: 吉林大学, 2011.
HUANG Fengxiao. Microstructure and properties of nickel base alloy formed by laser cladding and cladding[D]. Changchun: Jilin University,2011.
