浅谈PVC聚合单体投料工艺的优化改造
2017-05-10天辰化工有限公司石河子市832000马致昌吉建红
(天辰化工有限公司,石河子市,832000) 马致昌 吉建红
天辰化工有限公司(以下简称天辰化工)是年产45万吨PVC树脂的企业,工艺是采用悬浮法生产PVC树脂,聚合工艺是所用单体从球罐送到聚合投料储槽暂时储存后,再由聚合的投料泵,送入聚合釜内反应。通过几年的使用发现目前聚合单体槽和投料管线自聚比较严重,每隔一段时间需要对单体槽和单体管线进行停车清理。这不仅影响了聚合的正常投料操作,而且加大了现场人员的劳动强度。天辰化工对聚合送料工艺进行了改造,此项目在2016年6月9日改造完成,投入系统,通过近1个月的运行,不但减少了管道的投料长度,去掉了聚合的投料储槽而且减少了单体含水,保证了聚合投料的正常生产。
1 生产中存在的问题
聚合投料单体由回收单体和新鲜单体两部分构成,二者按1:4比例添加。其中,新鲜单体由氯乙烯球罐经单体输送泵送至聚合新鲜单体储槽提供。回收单体由聚合生产过程中聚合、汽提工段回收的气态单体,经压缩冷凝成液态单体送往合成单体精致系统二次精馏返回聚合回收单体储槽提供。
单体含水偏高,固碱干燥器之前单体含水在1 300ug/g左右,经固碱干燥器干燥后含水在800ug/g左右。单体含水偏高,容易造成单体储槽以及单体管线自聚,自聚物易堵塞管线及阀门,造成物料输送流量偏低,输送困难,输送所需时间渐长,聚合投料辅助时间延长,单体质量偏低,检修置换清理难度加大,对树脂质量造成一定的影响。
聚合投料新鲜单体储槽仅做暂时储存,介于球罐和聚合釜之间的过渡环节,单体在储槽内停留、静置时间较短,单体含水不易排出。
球罐内单体为当班生产的单体,一边生产一边送往聚合投料,单体在球罐内停留、静置时间较短,单体含水不易排出。
2 目前生产的工艺流程
经过精馏系统精制的新鲜精单体经过单体泵输送至聚合球罐,球罐内的单体根据液位由球罐的单体泵经过加压后经过固碱干燥器的干燥脱水,然后经过过滤器送至聚合单体储槽,然后按照配比送入聚合釜反应。(见图1)
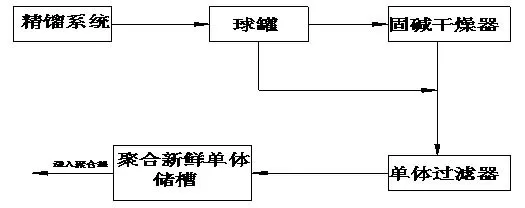
图1 新鲜单体投料流程
聚合釜反应回收的回收单体进过冷凝回收系统,回收后的单体储存在回收单体槽,并用泵送至单体精致系统处理,处理后的单体送回聚合回收储罐,并按照一定的配比重新投入聚合釜反应。(见图2)
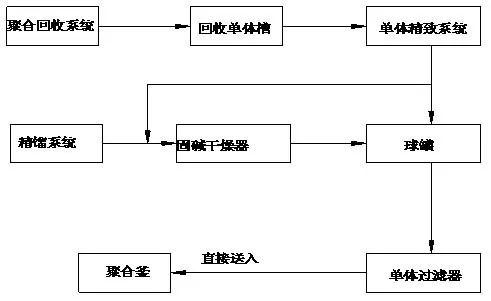
图2 回收单体投料流程
3 改造方案
整合合成球罐至聚合的单体送料泵、聚合粗单体泵以及聚合单体泵。用聚合单体泵替换球罐至聚合的单体送料泵,用球罐至聚合的单体送料泵替换聚合至单体精致系统的粗单体泵。
通过整合单体泵,变更工艺,可省去一、二期聚合两个新鲜单体储槽,两个回收单体储槽,减少了聚合单体槽中间过渡环节,实现工艺等资源优化配置,节省人力,提高劳动生产率。
球罐单体充足时,合成球罐交替使用,本班生产使用上一个班产的单体。将当班产的新鲜单体储存在其中一个球罐静置一个班下班使用,便于其充分静置方便排水,降低单体含水,提高单体质量。(见图3)
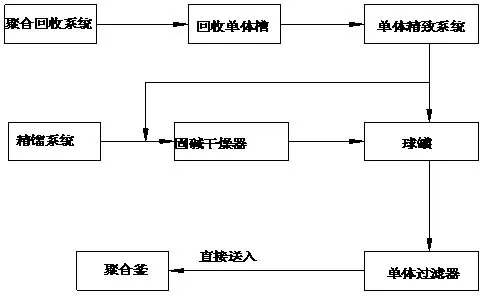
图3 改造后投料流程框图
4 具体实施方案
4.1 设备改造
用聚合投料单体泵替换合成球罐给聚合送料单体泵,同时将合成球罐给聚合送料单体泵出口过滤器更换为相匹配的过滤器,去掉现有聚合单体储槽进口的过滤器和现有投料泵出口的过滤器。聚合投料所需的单体直接由合成球罐经单体送料泵输送至聚合釜,该单体送料泵作为聚合釜单体加料泵。
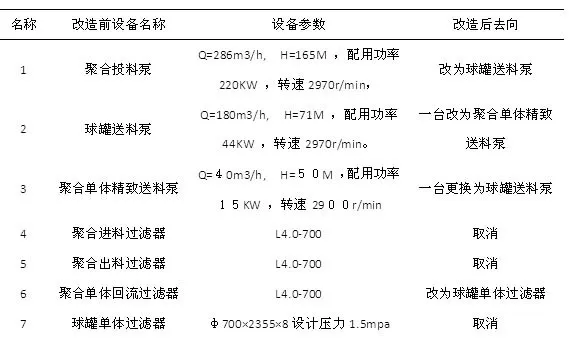
表1 改造设备更换情况表
4.2 具体操作注意事项
正常生产时,聚合回收单体由粗单体泵送往单体精致系统。当聚合回收单体送料管线异常时,可将聚合回收单体送料管线与原单体精致系统精单体送料管线之间连接旁通,实现两路切换使用。(当单体精致系统故障检修时,聚合回收单体经过精致系统固碱干燥器脱水后,直接走短路去3#球罐。此时回收单体是由聚合粗单体泵送往球罐,而聚合粗单体泵流量、扬程偏小。所以将球罐给聚合送料拆除单体泵替换聚合聚合单体精致送料泵粗单体泵)
单体球罐A为备用回收球罐,B/C为聚合供料球罐,为保证泵压的稳定以及送料时球罐不至于被打空,各球罐单体液位大于100m3方可给聚合供料。当需切换球罐时有聚合人员查看记录并确定是否切换。
为了保证送料泵远传启动时不出现异常情况,在现场增加监控设施,各球罐液位、泵出口压力远传,中控岗位均可监视。
当因生产需要投用备用球罐回收单体时,只需在聚合配方表中更改回收单体投入量,聚合控制程序将自动启动更改配方。
5 改造后的效果及效益
该项目改造完成后自开车至今单体各项指标均为正常,未对树脂产品质量造成任何的影响。
通过改造减少了中间控制环节的两个单体罐和部分送料管线,在改造后的工艺管线中新增加了一趟备用管线,可以保证在现有系统出现自聚或其他异常情况时不用停车,保证了聚合系统的正常投料生产,提高劳动生产率节约成本。
改造后省去了合成送料至聚合单体槽的环节,直接由球罐单体泵送入聚合釜中,即在生产过程中省去两台44KW的单体泵,平均每投一釜料按18min运转时间计算:18/60(h)×44kw×23釜×2×333天×0.38元/(kw/h)=76 835元。
在技改后将原有工艺中的12台(聚合分一二期各有6台)单体过滤器减少至现有4台过滤器,其中合成送料过滤器4台平均每月切换1次,聚合入槽过滤器4台平均每月更换1次,即:37.6(元/根)×54根×2次+30.5(元/根)×54根×2次)×12月=88 248元。改造后聚合干燥减少了4个(一二期各两个)重大危险源储罐,为厂区安全生产减少隐患。
6 结语
PVC生产聚合单体投料的工艺目前都是比较成熟的工艺,如何根据自身的特点以及生产中存在的问题,对投料工艺进行更优化的技改是每个企业必须考虑的问题。