基于PLC的瑜伽垫卷取包装控制系统设计
2017-05-02盛强
盛 强
(湖州职业技术学院 机电与汽车工程学院,湖州 313000)
基于PLC的瑜伽垫卷取包装控制系统设计
盛 强
(湖州职业技术学院 机电与汽车工程学院,湖州 313000)
针对现有瑜伽垫卷取包装采用人工方式、生产效率低下的缺点,利用S7-200 S MART PLC结合步进电机设计了一种两工位自动卷取包装控制系统,该控制系统能完成瑜伽垫的自动卷取和包装纸包装工序。详细论述了控制系统的工作原理、硬件组成和系统控制流程。运行结果表明,本瑜伽垫卷取包装机具有结构简单、运行成本低、卷取包装速度快且控制系统易于操作等优点,能够有效且可行的解决瑜伽垫生产过程中的卷取包装问题。
PLC;步进电机;瑜伽垫;卷取;包装
0 引言
瑜伽能够改善神经内分泌、呼吸和运动系统,具有减缓压力和消除精神紧张的作用,对人的心理生理都有积极的影响[1,2],因此近些年瑜伽越来越被人们所接受,而瑜伽垫作为练习瑜伽的必备装备,随着瑜伽运动的迅猛发展,瑜伽垫制造等相关产业得到了快速发展。
瑜伽垫卷取包装仍然大量采用人工卷取包装方式,生产效率低下,且体力消耗十分巨大,因此,开发出一种全自动瑜伽垫卷取包装机势在必行。张爱丽等[3]人利用伺服电机对包覆纱机精密交叉卷绕自动卷绕控制系统中进行了尝试,虽然取得了较好的控制效果,但是瑜伽垫在厚度、张力等方面与包覆纱有较大的区别;路青起等[4]人利用西门子S7-1200PLC设计了高压胶管自动卷取机控制系统,系统中包括了排线导向器,而在瑜伽垫卷取过程中无需进行排线导向处理。鉴于此,本文利用PLC、步进电机及HMI人机界面等设计了瑜伽垫全自动卷取包装机控制系统,实现了瑜伽垫卷取包装的自动化,节省了人工,提高了瑜伽垫卷取包装的效率,有效保证了瑜伽垫的大批量生产。
1 系统组成及工作原理
瑜伽垫卷取包装机由主轴、转盘、卷取包装工位、内外套管、包装纸送纸机、传送带等组成,示意图如图1所示。
主要部件及工作原理:
主轴:由主轴步进电机带动,实现转盘整体旋转,实现工位1、工位2的翻转。主轴为空心管,装有接气嘴为滑台气缸工作提供气源。
伸缩辊:指滑台气缸上所安装的内外套管及所安装的夹持装置,内外套管上 均有开槽,利用内外套管相对旋转来实现瑜伽垫的夹紧与松开。
喂入板:传送带与伸缩辊之间有一小段距离,容易造成瑜伽垫头部下垂,通过喂入板伸出辅助把瑜伽垫喂入到内外套管的开槽内。
移动辊:主要作用用于接送喂入板,实现喂入板与内外套管的开槽保持平行状态,方便喂入瑜伽垫。
接送板:在包装纸传送带下方,用于准确输送包装纸到压实辊与瑜伽垫之间,再利用气嘴吹气实现包装纸与瑜伽垫同步旋转完成包装工序。
外套管步进电机为卷取电机,带动外管实现瑜伽垫的卷取工作,内套管步进电机为随动电机,带动内套管旋转一定角度来实现瑜伽垫的夹紧与松开工作。
2 控制系统硬件设计
瑜伽垫卷取包装控制系统中共有5个步进电机,分别是转盘步进电机、工位1伸缩辊外套管卷取步进电机、工位1伸缩辊内套管随动步进电机和工位2伸缩辊外套管卷取步进电机、工位2伸缩辊内套管随动步进电机。
通过分析工作流程可知,伸缩辊内外套管在夹紧、松开工序时,内套管随动步进电机处于单电机旋转状态,外套管卷取步进电机不工作,而在卷取和包装过程中,内套管随动步进电机和外套管卷取步进电机为同步工作状态,只是其旋转方向不同,所以可以利用1路高速脉冲控制内外套管步进电机的旋转速度,再结合两个输出信号分别控制内外套管步进电机的旋转方向。控制系统硬件框图如图2所示。
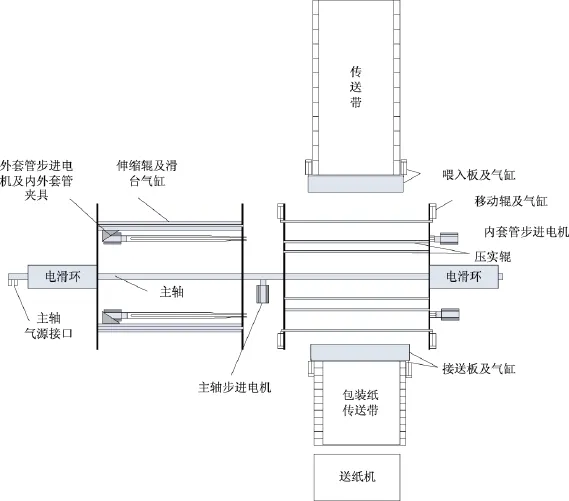
图1 瑜伽垫卷取包装机示意图
控制系统硬件选型如下:
1)PLC控制器:采用西门子S7-200 SMART系列CPU ST60,PLC本机自带三轴独立高速脉冲输出[5],可用于控制步进电机,其中:Q0.0转盘步进电机,Q0.1控制工位1内外管步进电机,Q0.3控制控制工位2内外管步进电机,并带有1个工业以太网口。
2)触摸屏:采用MCGS TPC1062Ti 10寸触摸屏,可以实现与PLC之间10/100Mbps自适应以太网通信,实现步进电机速度调节及内外套管夹紧角度设置,实现针对不同厚度瑜伽垫的夹紧角度控制。
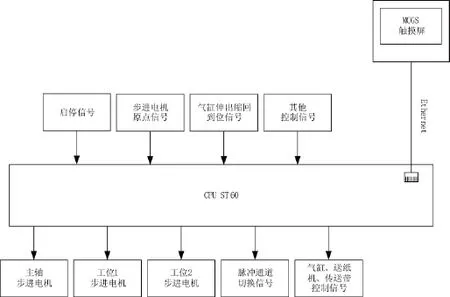
图2 瑜伽垫卷取包装控制系统硬件框图
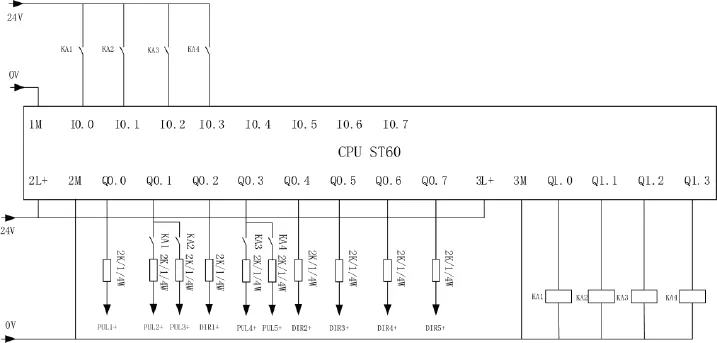
图3 步进电机控制原理图
3)步进电机:转盘步进电机采用110系列步进电机及配套减速机,转距12NM,减速比1:5;外套管步进电机采 用86系列步进电机,转距4.5NM;内套管步进电机采用57系列步进电机,转距1.3NM。
步进电机控制相关信号电气原理图如图3所示。
Q0.0、Q0.2为转盘步进驱动器的脉冲信号和方向信号;Q0.1、Q0.3分别分工位1、工位2内外套管步进电机驱动器 的共用脉冲信号;Q0.4、Q0.5和Q0.6、Q0.7分别分工位1、工位2内外套管步进电机驱动器的的方向信号;KA1、KA2和KA3、KA4为工位1、工位2内外套管步进电机驱动器脉冲信号分配继电器,相应的常开触点用来分配脉冲线路及脉冲线路准备就绪信号。
3 卷取包装控制策略设计
瑜伽垫卷取包装工序主要包括卷取工序和包装工序[6],实现瑜伽垫绕卷和包装纸包装工序,其具体工作过程如下:
卷取工序:当工位工作模式为卷取模式时,瑜伽垫上料,传送带输送瑜伽垫并插入内外套管的开槽口,此时应尽量保证内外套管上的槽口与喂入板保持相对平行,方便瑜伽垫插入,接着内套管步进电机转动一定角度,夹紧瑜伽垫,夹紧后内外套管步进电机同时运转,弯卷瑜伽垫实现瑜伽垫的卷取工序。
包装工序:弯卷完成后,转盘翻转180度,工位工作模式切换成包装模式,翻转到位后,送纸机送纸,接送板伸出,包装纸传送带输送包装纸至包装工位,包装工位带动包装纸一起旋转,完成包装纸上纸工序,内套管反转相同角度,松开瑜伽垫,接着滑台气缸带动内外套管缩回,并松开移动辊,瑜伽垫掉下,完成包装工序。
瑜伽垫卷取包装控制流程图如图4所示。
传送带电机速度为手动设置且速度恒定,带动瑜伽垫进入卷取工位完成卷取工作。当卷取工位步进电机每旋转一周时,瑜伽垫卷取外径为外套管外径与两倍瑜伽垫厚度之和,随着卷取的进行,外径逐渐增加,所以可以通过计算得出卷取速度[7],并得出相应的脉冲输出频率,再利用S7-200 SMART PLC的高速脉冲输出对步进电机驱动器进行卷取速度控制。
4 上位机界面设计
为了使卷取包装机的操作更为方便、直观,控制系统采用昆仑通态(MCGS) TPC1062Ti触摸屏,其采用主频600MHz的ARM CPU,并带有10/100Mbps工业以太网接口,能够满足控制系统数据数理及参数设置要求。触摸屏参数设置仿真界面如图5所示。
触摸屏操作界面主要功能如下:
1)卷取/包装工位工作速度设置及夹紧角度设置;
2)实时显示各步进电机的旋转速度及故障报警显示。
5 结论
本系统以MCGS触摸屏为上位机,西门子S7-200 SMART PLC(ST60)为下位机,利用PLC的3轴独立高速脉冲输出,配合步进电机、各传送带交流电机及送纸机,设计瑜伽垫卷取包装机控制系统。实际应用证明,本系统卷取包装速度可达550卷/小时,各工位在不同工作模式时卷取和包装速度、转盘翻转速度、瑜伽垫夹紧角度等参数均可独立设定,适应不同厚度瑜伽垫的夹紧松开及快速卷取包装功能。整个卷取包装过程中,瑜伽垫侧面卷取面整齐,包装纸包装过程包装位置精确,无折叠现象,具有非常优良的卷取包装特性。

图4 瑜伽垫卷取包装控制系统程序流程图
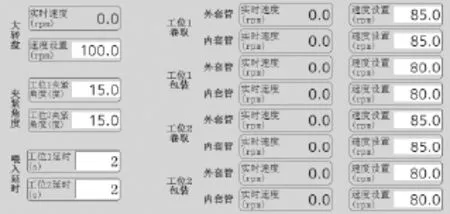
图5 触摸屏参数设置界面
[1] 陈士强.瑜伽的生理心理功效研究进展[J].中国运动医学杂志,2012,31(8):740-744.
[2] 邱服冰.论瑜伽及其心理生理功能[J].山东体育学院学报,2004,20(5):60-61.
[3] 张爱丽,祝天龙,蔡武珍.基于PLC及伺服控制器的自动卷绕控制设计[J].郑州大学学报(工学版),2012,33(2):99-102.
[4] 路青起,刘英男,于大洋.西门子S7-1200在橡胶工业自动卷取机中的应用[J].制造业自动化,2013,35(7):129-130.
[5] 西门子公司.西门子SIMATIC S7-200 SMART系统手册[Z]. SIEMENS AG,2013.
[6] 刘晏宇,史颖涵,黄豪中,等.基于红外感应识别的多工位纸箱包装机设计[J].包装工程,2016,37(17):182-186.
[7] 黄颖,陈新奎,尹汉斌.基于PLC的热轧卷取控制系统设计[J].电气传动,2008,38(1):56-59.
Design of the yoga mats reelering and packaging control system based on PLC
SHENG Qiang
TP273
:A
1009-0134(2017)03-0127-04
2016-11-22
湖州市科技局科技特派员项目(2015KTZ08)
盛强(1981 -),男,浙江金华人,讲师,硕士,主要从事工业机器人和生产制造系统的智能控制、工业网络通信系统与控制研究。