车用加速器总成关键技术研究及产业化
2017-05-02覃朝兵邓加尊
李 政,覃朝兵,邓加尊
(柳州市金元机械制造有限公司,柳州 545007)
车用加速器总成关键技术研究及产业化
李 政,覃朝兵,邓加尊
(柳州市金元机械制造有限公司,柳州 545007)
汽车加速器分总成由传统的踏板组件、上盖组件及加速器拉索总成三部分组成,发展到由集成的加速器拉索总成和加速器踏板总成二部份部件组成,而传统及刚初步形成的集成产品在产品匹配、稳定性、可靠性方面存在较多问题,如加速器摩擦力大,整车的故障较多,产品寿命短,三包索赔率高。要解决以上这些问题,必需对传统及初始的模块化、集成化产品的结构进行优化设计并进行产业化生产,以提高汽车加速器分总成的耐磨性和操作稳定性,降低三包索赔率,提高整车产品质量。
加速器;加速器拉索;集成;汽车;三包索赔
0 前言
汽车是现代文明发展的产物,汽车的不断更新换代给我们的生活带来便利的同时,也因一些汽车零部件的质量问题给我们的生活带来不少安全隐患。而汽车加速器分总成是组成汽车的成千上万个零部件关键部件之一,其质量的好坏直接影响到整车的质量。加速器分总成的发展过程也由传统的踏板组件、上盖组件及加速器拉索总成三部分组成[1],发展到由集成的加速器拉索总成和加速器踏板总成二部件组成[3]。而现有其他公司的集成加速器分总成产品在产品匹配、稳定性、可靠性方面存在较多问题,如加速器摩擦力大,整车的故障较多,产品寿命短,三包索赔率高。自主开发能力比较弱,生产企业工艺装备落后,产品的配合性能差,质量不稳定,尚难以保证加速器分总成的质量。
为解决目前加速器分总成存在的诸多质量问题,根据人机学工程由人控制踏板通过加速器拉索连接电喷节油器进行汽车加速转换的原理,除将加速器踏板组件(如图1所示)、加速器上盖组件(如图2所示)及加速器拉索总成(如图3所示)三个单元集成为二单元结构(如图4所示),经集成设计合理衔接组成加速器分总成,形成模块化产品外,还要针对现有的集成产品存在的问题通过优化设计,优化后集成产品比优化前集成产品(如图5所示)结构更紧凑,过渡接头少,装配简捷,占用空间更小,安装方便,结构工艺简单,装配连接简捷方便。而软管和管接头的结构设计是引进吸收国外的先进技术和生产工艺进行技术创新,是解决产品的关键技术问题之一。软管具有柔性好、强度高,摩擦系数小、耐用及变形小的特点,而管接头里的内衬管又大大减少了钢丝绳与管接头的摩擦力。使产品的性能达到操纵灵活、加速平稳、可靠性好,技术水平可以达到国外同类产品的先进水平,在国内处于领先水平,具有很强的市场竞争力。
目前,国际上汽车零配件的开发往模块化、集成化方向发展,为配合世界各大汽车公司进行大规模、大批量生产,在解决了产品关键技术问题之后,必需对该技术进行产业化生产,以符合大汽车公司发展趋势。

图1 加速器踏板组件
图2 加速器上盖组件
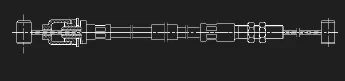
图3 加速器拉索总成
图4 集成加速器分总成
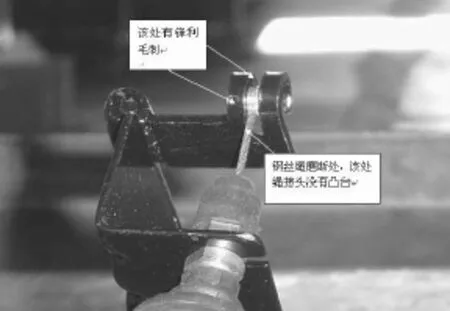
图5 优化前集成产品
1 关键技术的研究
要解决加速器摩擦力大,整车的故障较多,产品寿命短,三包索赔率高。必需对传统及初始的模块化、集成化产品的结构进行优化设计并进行产业化生产,以提高汽车加速器分总成的耐磨性和操作稳定性,降低三包索赔率,提高整车产品质量,具体研究如下七个方面[1]:
1)产品模块化整合,即将由三个部件才能完成的汽车加速过程,整合成由二部件完成汽车加速器过程;
2)对结构不合理的集成加速器分总成进行优化设计,更改了踏板杆的加工工艺,对挂勾处冲压成形后先进行去毛剌处理再弯曲定型;
3)加速器踏板总成与加速器拉索总成是否合理衔接,力的传输是否通畅,平稳、简捷,即增加尼龙接头消除钢丝绳与踏板杆的磨擦,减少了整车故障率和返修率,延长产品使用寿命;
4)加速器踏板机构的灵活性和可靠研发,即踏板杆一端直接采用冲压成形有与加速器拉索总成的尼龙接头配合的圆形拉索固定环,取消拉索固定支架焊接件,消除了钢丝绳与踏板组件上的固定支架焊接件的磨擦,减少整车的故障率和返修率,达到延长产品使用寿命;
5)软管和管接头的结构设计及工艺参数的优化,即加速拉索总成增加减震垫,提高汽车行驶中的平稳性和可靠性和尼龙内衬管在微车加速器拉索结构中的创造性应用。旧的加速器拉索总成,钢丝绳涂覆润滑脂后直接装配进套管中,套管内壁为较薄的PP塑料层,两端的管接头没有衬管保护,摩擦系数较高,加速器拉索总成使用一段时间后,钢丝绳滑动阻力较大,造成加速器分总成负载效率和灵活性较差。将尼龙内衬管创造性的应用于微车加速器拉索结构中,尼龙内衬管一直延伸到两端的管接头,使新结构的加速器拉索钢丝绳在全程运动范围内有塑料管保护,降低了钢丝绳的滑动阻力,提高产品负载效率,负载效率由原来的70%提高到80%。另外在外管及管接头处增加一个导向弯管[2](如图6所示),起到保护拆弯处的外管及钢丝绳能平稳过度,减少摩擦力,同时导向弯管比传统的结构更加节省材料,制造上也更容易成形[2];
6)研究采用新型材,将绳接头由五金件改成T型铝合金压铸件加速器拉索总成的钢丝绳与绳接头的拉脱力由600N提高1200N;
7)内衬管注油机与管接头铆接一体机研发:内衬管注油机与管接头铆接一体机(如图7所示)关键技术的研发成功,将两个工序合并成一个工序,原来使用4个人的操作的工序现在只需要1个人就可以完成。

图6 导向弯管

图7 内衬管注油机与管接头铆接一体机
2 产品产业化实施方案
解决了产品的关键技术问题,需要对研究成果进行转化,并实现规模化生产才能满足主机厂对加速器分总成批量化需求,具体实施方案如下:
1)生产和检测设备的采购:购置加速器拉索综合试验台(如图8所示)、在线全检测试机(如图9所示)、加速器高低温耐久试验台、汽液增压机、压铸机、压力机、立式热室压铸机、2000屏显预拉机、自动下管机、26米皮带输送机、内衬管自动涂油机(如图10所示)、打鼓机、激光打标机、焊接机、剪板机等生产设备和检测试验仪器;
2)装配生产线建设:建成加速器总成装配线(如图11所示)、加速器拉索总成装配线(如图12所示)各二条,形成年产200万套加速器分总成的生产能力,以满足汽配行业市场需求。

图8 拉索综合试验台

图9 在线全检测试机
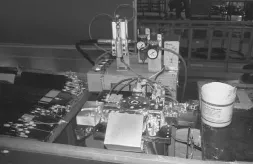
图10 自动涂油机

图11 加速器总成装配流水生产线

图12 加速器拉索总成装配流水生产线
3 产品产业化实施效果
加速器分总成关键技术研发成功并进行产业化生产,给主机厂配套一年多来,产品外三包索赔金额大幅度下降,降幅达211.5%(如图13所示),说明该产品质量得到很大的提升,外三包索赔率大大降低,满足了客户高性能要求。
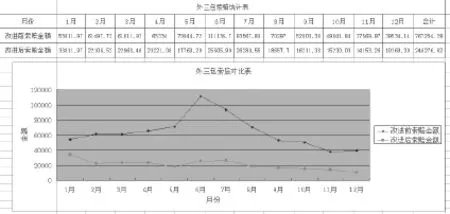
图13 外三包统计表
4 总结
项目的实施突破了用两个模块实现由原来的三个单元组成的加速器产业化生产,以先进的加工工艺及自动化流水作业代替人工作业,大大提高了生产效率和产品质量。在汽配行业具有良好的发展前景及推广应用价值,经济与社会效益显著,已形成加速器分总成模块化产业化200万套生产能力。同时培养了一批技术骨干,形成了人才结构合理的研发团队,企业科技创新能力得到快速提升。
[1] 邓加尊,黄晓练,覃朝兵.一种集成的加速器分总成装置:中国,ZL201110032719.X[P].2013,03(20).
[2] 祁建德,吕兆平,陈宏.一种新型加速器操纵拉索:中国,ZL200910 114073.2[P].2011,03(03).
[3] 王跃鹏,杨向东,颜先斌.汽车加速器踏板总成:中国,ZL20102921 1008.7[P],2010,10(06).
Vehicle accelerator assembly key technology research and industrialization
LI Zheng, QIN Chao-bing, DENG Jia-zun
TH12
:A
1009-0134(2017)03-0119-03
2016-11-09
广西科学研究与技术开发计划项目(桂科转13129012)
李政(1971 -),男,广西桂平人,工程师,本科,研究方向为技术管理。