基于分层割集法的行星齿轮减速器的装配序列求解
2017-05-02秦建华邓晨韵
秦建华,邓晨韵,李 稳
(1.桂林理工大学 机械与控制工程学院,桂林 541004;2.广西环境污染控制理论与技术重点实验室,桂林 541004)
基于分层割集法的行星齿轮减速器的装配序列求解
秦建华1,2,邓晨韵1,李 稳1
(1.桂林理工大学 机械与控制工程学院,桂林 541004;2.广西环境污染控制理论与技术重点实验室,桂林 541004)
装配工艺是行星齿轮减速器生产过程中最后一个环节,正确的装配序列能够保证行星齿轮减速器的装配合理而有效。首先对零部件编号和装配体层次划分,建立了行星齿轮减速器装配信息模型,并确行星齿轮减速器装配的零件约束关系;然后,基于层次割集法逐层求解可行的行星齿轮减速器子装配体和总装配体,通过分析各层装配体的约束关系,最终确定最优的行星齿轮减速器装配序列,这为行星齿轮减速器的装配工艺生产提供参考依据。
行星齿轮减速器;装配序列;分层割集法
0 引言
装配工艺是行星齿轮减速器生产过程中最后一个环节,而装配序列的确定是行星齿轮减速器装配的第一环节,序列的好坏直接影响到后续的装配[1~3]。传统的行星齿轮减速器装配序列规划方法[4~8]有基于装配约束关系法、组件识别装配序列法、拆卸法,割集法等,这些方法大都在在同一层次上对行星齿轮减速器装配序列直接进行规划,因行星齿轮减速器零件较多,使行星齿轮减速器的装配具有不确定性、经验性特点,导致装配工艺规划质量不能保证,且装配工艺编制的效率降低,进而拖延装配工期[9,10]。为此,本文首先构建了行星齿轮减速器的装配信息模型和装配关联图,在此基础上,利用割集法逐层对各个组件中的零件进行装配序列求解,并进行评价,最终获得最优行星齿轮减速器装配序列,为行星齿轮减速器的装配工艺提供参考依据。
1 装配信息模型和装配关联图的建立
1.1 零件编号
行星齿轮减速器是由输入轴、行星齿轮、齿圈、行星轮架、行星轮盖、输出轴等17个零部件组成。我们将各零部件进行编号:输入轴1、行星齿轮2、齿圈3、行星轮架4、行星轮轴5、行星轮盖6、输出轴7、输入端端盖8、输入端轴承9、输入端轴承端盖10、输入端端盖螺钉11、输入端轴承端盖螺钉12、输出端端盖13,输出端轴承14、输出端轴承端盖15、输出端端盖螺钉16、输出端轴承端盖螺钉17。
1.2 子装配体的确定
为了降低计算量,本文确定了三个子装配体,以减少装配关联图中的节点数量。三个装配体如下:
1)子装配体ZPT1:零件行星齿轮2、齿圈3、行星轮架4、行星轮轴5、行星轮盖6。
2)子装配体ZPT2:输入轴1、零件输入端端盖8、输入端轴承9、输入端轴承端盖10、输入端轴承端盖螺钉12。
3)子装配体ZPT3:输出轴7、零件输出端端盖13,输出端轴承14、输出端轴承端盖15、输出端轴承端盖螺钉17。
1.3 装配体层次的划分
为构建行星齿轮减速器装配体的装配模型,在确定子装配体后,本文将行星齿轮减速器划分为三层。第一层指产品即行星齿轮减速器的总装配,用矩形表示;第二层由组成集成行星齿轮减速器的零件11、16及子装配体ZPT1、ZPT2、ZPT3组成,零件用圆形表示,子装配体用六边形表示;第三层的零件编号有ZPT1组的零件编号:2、3、4、5、6,ZPT2组的零件:1、9、8、10、12,ZPT3组的零件:7、13、14、15、17。行星齿轮减速器的装配信息模型如图1所示。
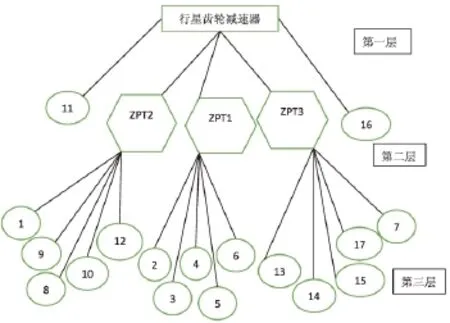
图1 行星齿轮减速器装配信息模型
1.4 装配关联图的建立
根据装配体的分层关系及零部件之间的约束关系,采用自上而下分层依次对装配体拆分,最终确定每层的子装配体和零件的基准件。在装配体拆分时,基准件需满足子装配体或零件的装配约束。通过装配体拆分法获得的装配关联图如图2所示(图中“L+数字”表示两者之间的约束条件)。
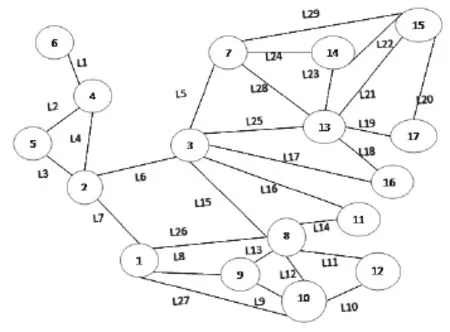
图2 行星齿轮减速器装配关联图
2 装配序列的求解
2.1 装配序列规划的求解步骤
在对装配体进行装配顺序规划时,层次上采用倒序即至下而上的原则进行,每层在充分考虑零部件与子装配体的装配约束条件的基础上采用层次割集法求解。
2.2 第三层零部件装配序列求解
1)子装配体ZPT1零部件的装配序列求解
采用割集法对第三层ZPT1求解,可以生成16条装配序列,经过割集运算得到的完全割集矩阵表示如图3所示。

图3 完全割集矩阵1
根据行星齿轮减速器的具体结构、装配条件和经验确定ZPT1的装配约束条件如下:装配约束(L3,L4)表示行星齿轮2与行星轮架4的装配先于行星齿轮2与齿圈3的装配;装配约束(L3,L5)表示行星齿轮2与行星轮架4的装配先于行星轮架4与行星轮盖6的装配。
此时,可行的子装配体ZPT1零部件的装配序列被获得,表示如下:
①4——5——2——3——6
②4——2——5——3——6
③2——5——4——3——6
以上序列中,因行星轮架4先与行星齿轮2之间的装配关系不太稳定,所以装配序列②不是一个比较好的装配顺序。行星轮轴5和行星齿轮2之间的装配关系不太稳定,5和2之间易滑动分离,所以装配序列③也不是一个比较好的装配顺序。装配序列①中,行星轮轴5装配到行星轮架4上的轴孔中的装配关系比较稳定,同时,其他零件之间的装配关系也比较稳定。
因此,ZPT1中较好的装配顺序为装配序列①。
2)子装配体ZPT2零部件的装配序列求解
采用割集法对第三层ZPT2求解,可以生成28条装配序列,经过割集运算得到的完全割集矩阵表示如图4所示。
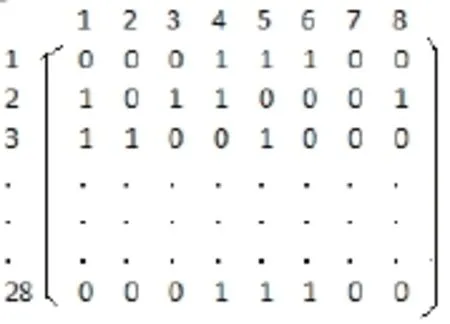
图4 完全割集矩阵2
根据行星齿轮减速器的具体结构、装配条件和经验确定ZPT1的装配约束条件如下:装配约束(L1,L2)表示输入端轴承9与输入端端盖8的装配先于输入端轴承9与输入端轴承端盖10的装配;装配约束(L4,L5)表示输入轴1与输入端端盖8的装配先于输入轴1与输入端轴承9的装配;装配约束(L5,L6)表示输入轴1与输入端轴承9的装配先于输入轴1与输入端轴承端盖10的装配;装配约束(L7,L8)表示输入端轴承端盖螺钉12与输入端轴承端盖10的装配先于输入端轴承端盖螺钉12与输入端端盖8的装配。
此时,可行的子装配体ZPT2零部件的装配序列被获得,表示如下:
①8——9——10——12——1
②8——9——10——1——12
③8——9——1——10——12
④1——8——9——10——12
因ZPT2的零件中除了螺钉12,其他零件都与输入轴1存在装配关系,所以可将输入轴1作为装配基准件,先行安装输入轴。此时,4条装配序列中只有序列④符合要求。
因此,ZPT2中较好的装配顺序为装配序列④。
3)子装配体ZPT3零部件的装配序列求解
采用割集法对第三层ZPT3求解,可以生成28条装配序列,经过割集运算得到的完全割集矩阵表示如图5所示。
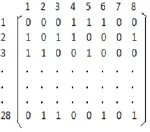
图5 完全割集矩阵3
根据行星齿轮减速器的具体结构、装配条件和经验确定ZPT1的装配约束条件如下:装配约束(L5,L6)表示输出轴7与输出端轴承14的装配先于输出轴1与输出端轴承端盖15的装配;装配约束(L7,L8)表示输出端轴承端盖螺钉17与输出端轴承端盖15的装配先于输出端轴承端盖螺钉17与输出端端盖13的装配。
此时,可行的子装配体ZPT3零部件的装配序列被获得,表示如下:
①7——13——14——15——17
②13——14——15——17——7
③13——14——15——7——17
④13——14——7——15——17
⑤7——14——13——15——17
⑥7——14——15——13——17
因ZPT3的零件中除了螺钉17,其他零件都与输出轴7存在装配关系,因此,把输出轴7作为装配基准件,先行安装输出轴7。此时,可排除装配序列②、③、④。因轴承14的装配位置处于端盖13和轴承端盖15之间,因此,在装配顺序中14应处于13和15之间,此时,只有序列①符合。
2.3 第二层零部件装配序列求解
采用割集法对第二层零部件装配序列求解,可以生成20条装配序列,经过割集运算得到的完全割集矩阵表示如图6所示。
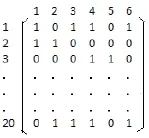
图6 完全割集矩阵4
根据行星齿轮减速器的具体结构、装配条件和经验确定ZPT1的装配约束条件如下:装配约束(L1,L2)表示ZPT2与ZPT1的装配先于ZPT2与输入端端盖螺钉11的装配;装配约束(L4,L5)表示ZPT3与ZPT1的装配先于ZPT3与输出端端盖螺钉16的装配。
此时,第二层零部件装配序列的装配序列被获得,表示如下:
①ZPT1——ZPT2——11——ZPT3——16
②ZPT1——ZPT3——16——ZPT2——11
装配序列①、②装配难易和好坏基本相同,其主要区别为:①是从输入端开始装配,②是从输出端开始装配,根据运动传递顺序最佳原则,先从输入端开始装配比较好,即装配序列①较佳。
2.4 行星齿轮减速器的装配序列生成
在分层装配序列求解的基础上,把ZPT1、ZPT2和ZPT3替换成第三层零部件装配序列,可得到可行的行星齿轮减速器装配序列3×4×6×2=144条,评价得出的最优行星齿轮减速器装配序列为:
(4—5—2—3—6)—(8—9—10—12—1)—11—(7—13—14—15—17)—16
3 结束语
装配序列的确定是行星齿轮减速器装配工艺的重要环节。正确的行星齿轮减速器的装配序列能够有效的保证后续的行星齿轮减速器的装配工艺生产。文中提出的基于分层割集法的装配序列求解方法能够有效地简化了行星齿轮减速器装配序列规划,使规划过程中的被处理零件变得更少,同时,该方法还简化了行星齿轮减速器的装配模型和推理过程。最后,该方法所获得行星齿轮减速器的装配序列优化结果,将为行星齿轮减速器的装配工艺提供依据。
[1] 赵明振.行星齿轮减速器虚拟装配技术探讨[J].数字技术与应用,2016,(10):239.
[2] 张融,王伟,张秀梅.基于SolidWorks的行星齿轮机构实体建模与虚拟装配[J].机械制造与自动化,2010,(06):111-113.
[3] 金晨光,王宗彦,吴淑芳.基于功能特征装配的行星减速器自动装配技术研究[J].机械传动,2013,(07):39-42.
[4] 张文仲.高精度少齿差行星齿轮减速器设计制造和装配的实践分析[J].机械设计,1995,(11):34-35.
[5] 于建明,蔡建国.装配建模及装配顺序分层规划方法研究[J].机械科学与技术,2000,(04):671-673.
[6] 谢海涛,仲梁维.基于层次分析法的装配序 列评价技术[J].计算机系统应用,2012,(02):72-76,149.
[7] 程结结.基于Pro/E的齿轮减速器虚拟装配和仿真研究[D].太原:太原科技大学,2013.
[8] 王艳玮,樊其瑾,彭炎午.装配顺序分层、分步规划方法[J].制造业自动化,2001,(03):15-17.
[9] 倪玉权.行星齿轮减速器虚拟装配技术的研究[D].西安:长安大学,2015.
[10] 田雨,何卫东,张迎辉,等.行星齿轮机构的虚拟装配方法研究[J].机械传动,2014,(01):27-29.
Solution for the assembly sequence of planetary gear reducer based on the hierarchical cut set method
QIN Jian-hua1,2, DENG Chen-yun1, LI Wen1
TH132;TG95
:A
1009-0134(2017)03-0060-03
2017-01-13
国家自然科学基金资助项目(61650106);广西自然科学基金资助项目(2014GXNSFBA118270);广西中青年教师基础能力提升项目(教育厅KY2015LX109);广西环境污染控制理论与技术重点实验室研究基金项目(桂科能1501Z001)
秦建华(1979 -),男,广西桂林人,讲师,博士后,研究方向为机械设计、智能控制与模式分类等。