基于张力闭环控制的新型钢丝绳预紧装置
2017-05-02李永丰
李永丰
(中国铁建重工集团有限公司,长沙 410000)
基于张力闭环控制的新型钢丝绳预紧装置
李永丰
(中国铁建重工集团有限公司,长沙 410000)
以塔式起重机 起升机构用钢丝绳为原型,研发了一种新型钢丝绳预紧装置, 采用间接张力闭环控制,通过调节变频器输出速度和转矩, 实现了钢丝绳恒线速度、恒张力绕绳控制, 通过该装置对起升机构进行自动绕绳,取代人工绕绳,并施加额定的预紧力,达到提高绕绳效率、改善排绳、延长钢丝绳使用寿命的目的。
塔式起重机;钢丝绳;钢丝绳张力; 改善排绳
0 引言
随着起重机械的大型化发展,钢丝绳多层卷绕方式[1]得到了越来越广泛的使用,在绕绳过程中,多采用人工绕绳,绕绳效率低下,安全性差,且使用过程中容易出现乱绳等现象,导致乱绳的原因很多,“未施加恒定的预紧力”是其中非常重要的原因之一,如未施加预紧力将使内层松弛,导致多层钢丝绳承受外层“负荷”而过早的压垮和压扁,进而导致乱绳,缩短了钢丝绳的使用寿命,因此,钢丝绳初次绕绳时施加额定预紧力已成为塔机行业的一个重要研究课题。
本文研制了一套新型起升机构专用钢丝绳自动卷绕装置,该装置配备张力检测传感器与辅助监测系统,通过起升机构控制绕绳转速,张力变频器调节绕绳张力。实验表明:本系统达到了理想的绕绳效果,具有较好的推广应用价值,同时为卷绕钢丝绳系统的试验和研究提供了一个先进的实验平台。
1 装置系统组成及关键技术
1.1 装置系统组成
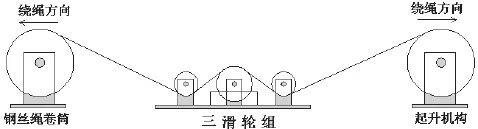
图1 钢丝绳预紧装置示意图
钢丝绳预紧装置如图1所示,由起升机构、三滑轮组(包括张力检测及计米)、钢丝绳卷筒机构及电气控制系统组成,并由操作台集中控制,现场布局如图2所示。

图2 现场布置图片
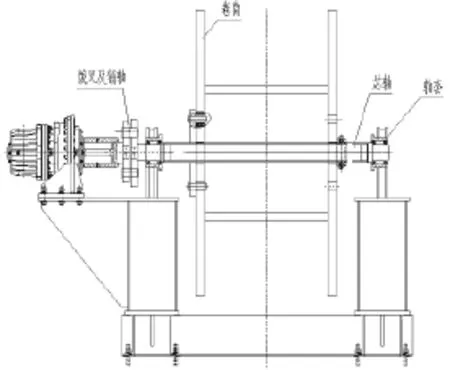
图3 钢丝绳卷筒机构示意图
其中,钢丝绳卷筒结构如图3所示,由张力电机驱动减速机,减速机带动拨叉及销轴,进一步驱动卷筒机构,实现钢丝绳的收、放卷,实物如图4所示。

图4 钢丝绳卷筒实物图
1.2 控制系统组成
控制系统如图5所示,由操作台及显示屏、起升机构变频控制系统、张力机构变频控制系统及制动单元、PLC控制系统、三滑轮检测系统(包括张力和测速编码器)组成。
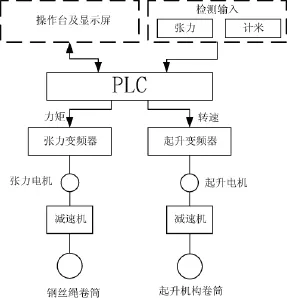
图5 控制系统框图
操作台及显示屏用于系统的启动及相关参数设置(包括钢丝绳张力及绕绳长度),起升机构变频器控制系统主要控制绕绳速度和方向,张力传感器用于反馈钢丝绳张力[2],测速编码器用于反馈绕绳线速度;张力控制变频器根据反馈张力信号,经闭环运算后直接控制电机的输出转矩,实现恒张力控制,且自动绕绳过程中张力电机处于发电状态,通过变频器外接制动单元及电阻,用于起升机构电机和张力机构电机对拖过程中能量的消耗,PLC控制系统用于实现张力、速度双闭环控制和相关逻辑功能。
1.3 钢丝绳恒张力控方案
由于钢丝绳的型号、直径不同,要求施加的预紧大小不同,根据国外机构里巴斯(Lebus)对钢丝绳卷筒机构的研究,预紧力的大小取安全工作载荷的10%和破断拉力2%中的较大值,通过计算,并结合钢丝绳的使用工况,本文建议张力如表1所示。

表1 不同型号钢丝绳预紧力
1.3.1 钢丝绳恒线速度控制
当卷筒绕绳过程中,由于钢丝绳卷绕层数变化引起卷绕直径的改变,导致钢丝绳的线速度也会随之发生改变,为达到钢丝绳恒线速度绕绳的目的,本试验装置采用钢丝绳线速度闭环控制方法,通过PLC读取滑轮组上编码器的速度值,并转换为绕绳线速度值,并将此值与给定绕绳线速度值求差,再依据此偏差进行闭环运算,最后输出速度控制量,从而控制起升机构变频器输出频率值,达到恒线速度控制目的。
1.3.2 钢丝绳恒张力控制
由于钢丝绳在绕绳过程中,卷径是动态变化的,且钢丝绳制造厂家提供的钢丝绳卷筒未施加额定的预紧力,钢丝绳缠绕过程中容易出现“弹跳”现象(将外层钢丝绳拉入内层再拉出来),导致张力较大波动[3],给系统造成较大扰动,为了保证绕绳质量,本系统采用模糊PID控制,取得了较好的控制效果。需保证钢丝绳在恒张力[4]状态下绕绳,控制方案如图6所示。
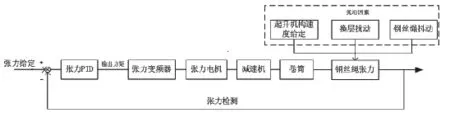
图6 钢丝绳恒张力控制示意图
1.3.3 绕绳长度控制
为了实现全自动绕绳方案,本装置增加了绕绳长度控制功能,如图7所示。
通过显示屏输入绕绳长度,并实时读取当前已绕长度,当已绕长度与设置长度相等时,停止绕绳,同时系统还具备钢丝绳回绕功能,较好的满足了现场应用需求。
2 工装试验及结果
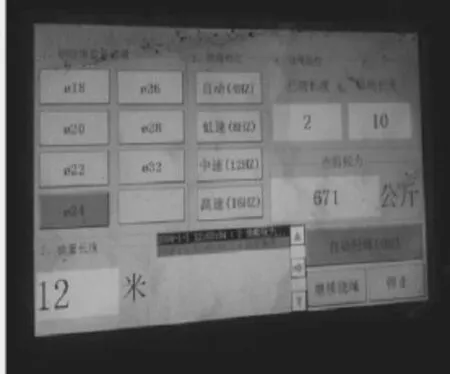
图7 预紧装置操作界面
本文以直径为24mm的钢丝绳作为绕绳对象,利用该装置进行了多层卷绕钢丝绳绕绳试验,具体过程如下。
2.1 试验条件
1)钢丝绳型号:直径为24mm,钢丝绳破断拉力为350kN;
2)滑轮型号:普通钢制滑轮,滑轮直径为310 mm,滑轮直径与钢丝绳直径比值为12.9;
3)卷筒型式与规格:多层卷绕卷筒,卷筒槽底直径600~1000mm;
4)钢丝绳张力:设定试验中钢丝绳安全系数为5,即试验过程中钢丝绳的控制张力为7kN;
5)钢丝绳线速度:0~30m/min。
2.2 试验过程
通过显示屏输入绕绳速度、绕绳长度及钢丝绳类型,为了提高绕绳质量,可先将钢丝绳张力加到初始预紧力,初始预紧力可取实际预紧力的60%~100%,本实验过程取90%(630kg),一键启动绕绳,进入恒线速度和恒张力绕绳模式,当绕绳长度等于设置长度时,停止绕绳。
2.3 试验结果
图8为绕绳过程中钢丝绳的张力实际检测值,从钢丝绳张力控制结果可知,绕绳过程中能保证钢丝绳张力值控制在±10%以内,达到了预期的绕绳效果。
图9为绕绳过程中变频器输出力矩值百分比,在120s时,人为将绕绳速度提高到中速,为了保持张力恒定,变频器通过调节输出力矩,使系统在较短时间内进入稳态,同时,保证钢丝绳的张力恒定。
3 结论
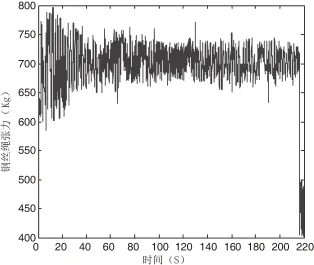
图8 钢丝绳张力(700kg)
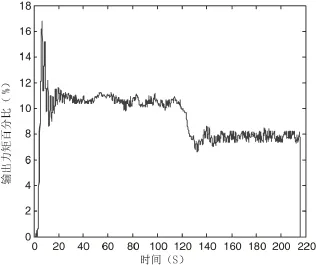
图9 张力电机输出力矩百分比
钢丝绳预紧装置作为批量生产时所使用的工装,不仅“省人、省时”,还能精确控制绕入起升机构钢丝绳的长度,提高了工作效率,施加预紧力后的钢丝绳卷筒,能改善排绳效果,提高钢丝绳的寿命,为客户节省钢丝绳的使用成本,具有较好的推广及应用价值。
[1] Utting W.S.Survey of literature on the behavior of steelwire ropes ( Part One)[J].Wire Industry,1994,22(9):633-635.
[2] 胡志辉,胡吉全,胡勇,等.多层卷绕钢丝绳疲劳磨损试验装置的研制[J].机械科学与技术,2014,33(10):153-154.
[3] 朱有为,罗护,金忠庆.新型钢丝绳精密传动的设计与研究[J].机械设计与制造,2007(06):6-8.
[4] 周建洪,杨玉杰.浆纱机织轴的恒张力控制[J].电机与控制学报,2004(6):145-146.
[5] 毛建忠,朱康武.基于工控机的钢绳绞车张力速度控制系统[J].机械设计与制造,2005(5):91-92.
New wire rope pretightening device based on tension closed loop control
LI Yong-feng
TP29
:B
1009-0134(2017)03-0017-03
2016-11-17
李永丰(1981 -)男,湖南长沙人,工程师,硕士,主要从事工程机械电气控制研究。