基于Halcon的电声器件焊点定位系统
2017-04-28李远波王梅梅
张 驰,李远波,王梅梅,陈 龙
(1.广东工业大学机电工程学院,广东 广州 510006;2.大族激光科技股份有限公司,广东深圳518052)
基于Halcon的电声器件焊点定位系统
张 驰1,李远波1,王梅梅2,陈 龙1
(1.广东工业大学机电工程学院,广东 广州 510006;2.大族激光科技股份有限公司,广东深圳518052)
为了解决在电声器件的自动化焊接过程中所存在的焊点定位精度不高,焊线偏离焊头等问题,介绍了一种基于视觉软件HALCON的焊点定位系统。该系统包含硬件设计、图像处理与运动控制三部分,首先将采集到的图像进行处理以提取图像焊点坐标,然后通过坐标标定将所得到的焊点坐标转换到运动平台坐标系中,最后配合运动控制器进行焊点定位。通过多次实验,验证了利用机器视觉技术可以实现电声器件漆包线引线点焊的精确定位。相对人工焊接方式,采用机器视觉技术后自动焊接效率高,焊接质量良好,其重复定位精度可以达到0.016 mm。
Halcon;图像处理;坐标系标定;焊点定位
0 前言
电声电子元器件的漆包线直径一般在几十到几百微米之间,最初全部依靠人工焊接,焊接效率低,而且工人的熟练程度不同导致焊接的一致性较差[1];后来伴随着工厂自动化改造的热潮,很多生产线开始采用运动控制方式进行自动化焊接。焊接效率大幅提高,但在实际生产过程中发现,由于治具的磨损以及焊盘上漆包线引脚的固定位置存在偏差(焊线是柔性的,很难保证固定的方向一致),导致器件焊点的定位精度难以保证,经常出现焊线偏离焊头的现象。为了改善上述弊端,本研究提出了一种机器视觉技术与运动控制相结合的方法以实现焊接的精准定位。
1 系统设计
1.1 系统设计目标
电声器件实物如图1所示。首先通过图像分割技术得到焊盘位置,然后使用轮廓提取技术获得焊线轮廓,并使其与基准线(与焊头在同一水平线上)相交得到焊点的图像坐标,最后通过坐标系标定,将其转换到实际的空间坐标系中。
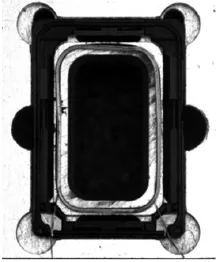
图1 微型喇叭
1.2 系统构成
基于机器视觉软件Halcon的焊点定位系统由机器视觉系统和运动控制系统组成。机器视觉系统包括工业相机、镜头、光源、光源控制器、PC机以及光源支架;运动控制系统包括PLC控制器、伺服电机、伺服电机驱动器、触摸屏、运动导轨以及器件的工装治具[2]。基于Halcon的自动点焊机设备如图2所示。

图2 设备整体实物
视觉系统硬件配置如下,相机:德国映美精DMK 23G445的CCD相机(Gige接口的单色工业相机),分辨率为130万像素,靶面尺寸1/3英寸,30帧/s;镜头:日本Moritex公司生产的非远心近摄镜头ML-N系列的ML03-181,光学放大倍率0.3倍,工作距离270 mm,景深5.43 mm,分辨率14.6 μm;光源:红色同轴光,发光面50×50;PC机:处理器Intel(R)Core(TM)i3-4150,安装内存4.00 GB,板载网卡最大网络速度1 000 Mbps。
1.3 工作流程
系统工作流程如图3所示。第一步,调整光源,直到得到最佳的图像效果,然后使用CCD相机采集被测物体的图像;第二步,将电信号转换成数字信号,通过千兆网端口将采集到的图像信息传输到PC机,并使用图像采集软件分析和处理采集到的图像,最终获得焊点在图像坐标系中的像素坐标;第三步,将焊点的图像坐标转换到运动平台坐标系中;第四步,通过运动平台,将待焊器件移动到焊头下方;第五步,点焊机控制焊头对待焊器件进行点焊。
2 图像处理模块
2.1 图像预处理
图像预处理可使图像更加清晰。突出目标区域的具体要素(形状、颜色等),并消除不需要的要素(干扰源)。预处理的方式多种多样,常见的有均值滤波、中值滤波和锐化滤波。
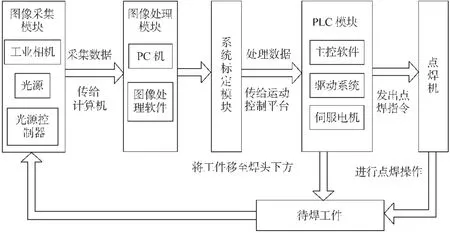
图3 总体架构及工作流程
均值滤波器是使用滤波器模板确定邻域内像素的平均灰度值来代替图像中每个像素的值,这种处理降低了图像灰度的“尖锐”变化;中值滤波器是用像素邻域内灰度的中值代替该像素的值,它对处理脉冲噪声(例如椒盐噪声)非常有效;锐化滤波器的主要目的是突出灰度的过渡部分,均值处理与积分类似,而锐化处理由空间微分来实现,图像微分可以增强边缘和其他突变(如噪声),从而削弱灰度变化缓慢的区域[3]。
系统采用掩膜大小为3×3的均值滤波器来做预处理,其滤波效果如图4所示。

图4 滤波效果对比
2.2 图像分割
在基于Halcon的焊点定位系统中,分割是为了将ROI区域从图像中分离出来,提高目标定位的精准度,减少处理信息的数据量。另外可以通过Halcon中自带算子create_ncc_mode将分割出来的ROI区域设置为模板,当系统自动运行时,通过算子find_ ncc_mode自动查找模板区域。
除此之外,图像分割还有另外一个重要应用是通过阈值提取轮廓。求取轮廓的方法多种多样,常见的有Sobel、Canny、Otsu、Laplace、Robert算子等,本研究采用基于梯度的方法来得到轮廓信息。要得到图像的梯度,要求在图像的每个像素位置得到偏导数∂f/∂x和∂f/∂y,因为像素的灰度值是数字量,所以要求关于一个像素点的邻域上偏导数数值近似。

使用罗伯特交叉梯度算子(Robert[1965])提取轮廓之后的结果如图5所示。
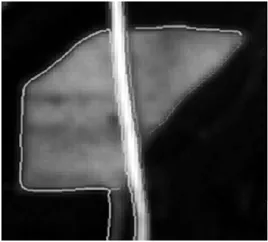
图5 轮廓提取
2.3 形态学处理
在基于halcon的焊点定位系统中,经过预处理和分割处理之后得到的是分离的轮廓,每一个独立的轮廓都是一个连通域,形态学的处理就是对这些连通域进行处理。像素之间的关系有三种:4邻接、8邻接、混合邻接。
首先,需要通过混合邻接的方式将孤立的轮廓线拼接起来;其次,通过特征筛选,将对拼接之后的轮廓线筛选出目标轮廓。在halcon中可以使用select_ shape_xld提取目标轮廓,主要使用的特征参数有circularity,orientation,contlength等,提取结果如图6所示。

图6 得到焊线轮廓
2.4 亚像素提取焊点
为了保证焊点与焊头在同一个维度上,首先要根据焊头所在的位置做一条基准线,该基准线要保证贯穿待焊器件的两个焊盘;然后通过特征提取得到焊丝两边的轮廓,最后使基准线与其相交,两个交点的中点即所求的焊点位置。
3 坐标标定
通过图像处理之后,得到的焊点坐标仍是图像坐标,必须经过进一步的坐标标定将图像坐标转换到运动平台坐标系中[4]。
在如图7所示的标定模型中,共涉及到3个坐标系——运行平台坐标系、图像坐标系和焊头坐标系。运动平台坐标系以丝杠导轨复位时的零点为原点,以其运行方向为正向;图像坐标系以图像的左上角为原点,x方向垂直于导轨的运行方向,y方向与导轨的运动方向一致;焊头的坐标系是一维的,以焊头的中心为原点,x方向与导轨的运动方向相反。

图7 标定模型
因为相机和焊头的相对位置固定不变,所以可以通过求出图像y方向的中心和焊头中心之间的相对脉冲距离,然后求出焊点和图像y方向中心的相对距离,继而转换得到焊点和焊头之间的相对距离[5]。具体方法如下:
(1)运动平台复位,将鞍点运动到焊头下方,记录此时的脉冲P,如图8中的标示。

图8 鞍点标定
(2)将鞍点移动到相机下方,保证在同一视野内移动两次,记录对应的脉冲数m、m'和图像坐标(xp,yp)、(xp',yp'),利用点斜式获得基准线方程,并求出基准线与图像边缘的交点I1、I2,继而求出I1I2连线的中点坐标O(xO,yO),如图8所示。
(3)求出脉冲/像素的比值

(4)求出点O(xO,yO)到焊头中心的脉冲距离MO(见图7),T1是被测物运动到采集位置的绝对脉冲

(5)求出焊点1、焊点2距离图像与基准线交点的中点的脉冲距离

(6)得到焊点1、焊点2运动到焊头下方的绝对脉冲距离

4 实验和结论
实验使用的精密电阻焊电源是广东工业大学自制的精密点焊电源[6]。电源电压采用恒电压模式,最大输出电压4.00 V,电压调节精度0.01 V,焊接时间0~99 ms,时间调节精度1 ms,加压机构采用弹簧随动式气动加压机构,电极压力最大可以设置为90 oz(24.5 N),无级可调:焊接电压1.25 V,焊接时间14 ms,焊接压力30 oz,保压时间200 ms。
焊线直径为60 μm,焊头大小0.4 mm×0.6 mm。经过测算,脉冲/像素=2.411 3 Pulse/Pixel,点O(xO,yO)的像素坐标为639.5,脉冲坐标为5 102,焊头中点的脉冲坐标为46 550,丝杠导轨的脉冲当量为4 μm。
动态重复性分析见表1。焊点1的脉冲坐标标准差为0.483 046,则依据六西格玛原理,焊点1的动态重复性为2.898 275(单位:Pluse),因为丝杠导轨的脉冲当量为4 μm,所以动态测量可达到的精度为11.593 1 μm;同理,焊点2的脉冲坐标标准差为0.632456,则其动态重复性为3.794733(单位:Pluse),所以动态测量可以达到的精度为15.178 93 μm。

表1 动态重复性分析
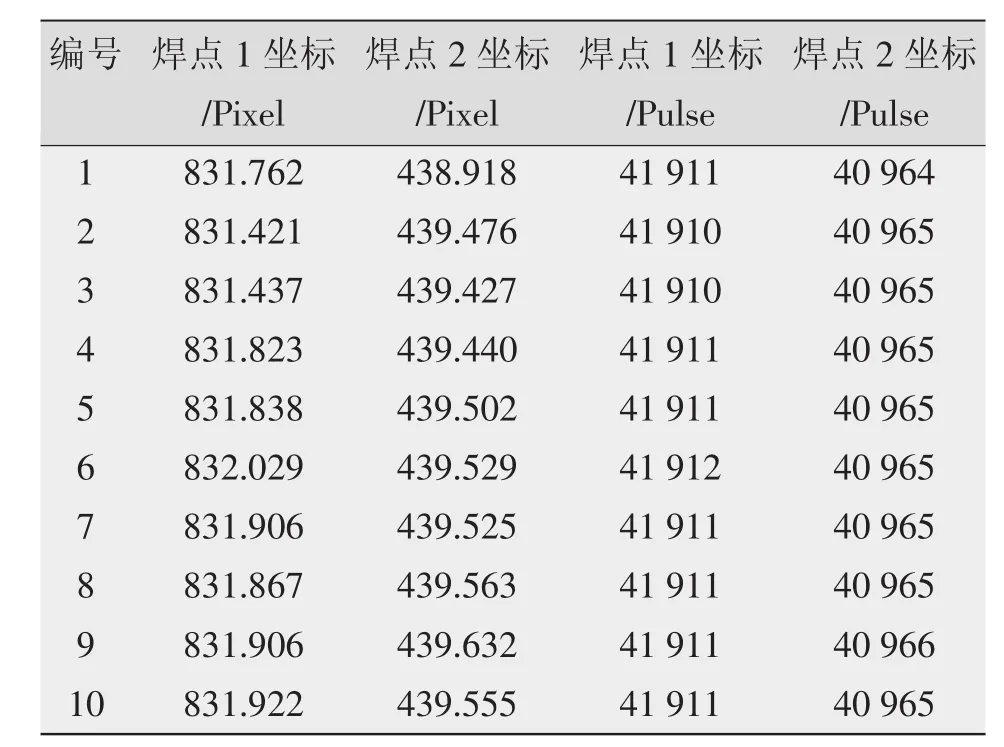
表2 静态重复性分析
静态重复性分析如表2所示,焊点1的脉冲坐标的标准差为0.567 646,则其静态重复性为3.405 877(单位:Pluse),所以静态测量精度为13.623 51 μm;焊点2的脉冲坐标标准差为0.471 405,则其静态重复性为2.828 427(单位:Pluse),所以静态测量可达到的精度为11.313 71 μm。
以上测量数据表明,系统完全满足精准的焊点定位要求,焊接效果如图9所示,焊接接头美观,外观质量较优。
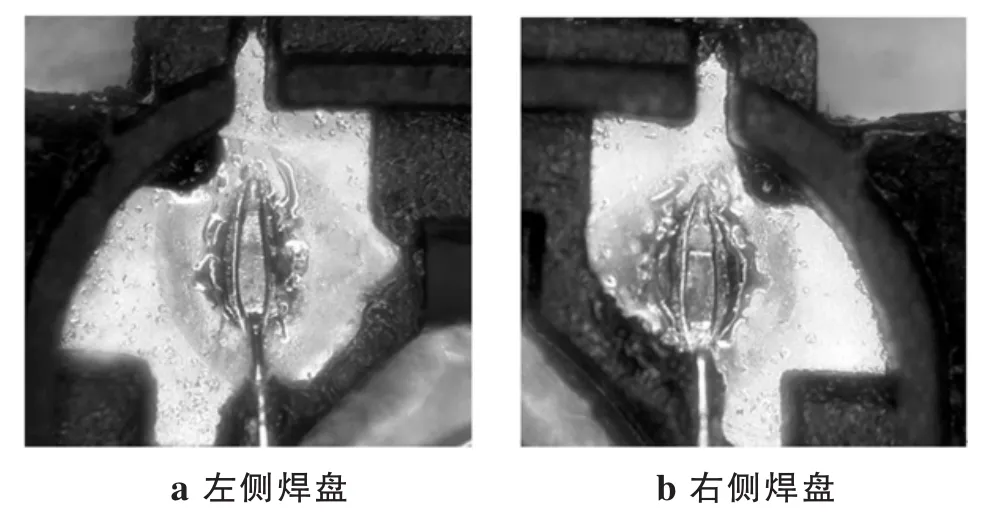
图9 焊接效果
[1]贾小丽.基于LabVIEW的微型电感器生产装备视觉检测系统的研究[D].广州:广东工业大学,2008:1-6.
[2]余文勇,石绘.机器视觉自动检测技术[M].化学工业出版社,2013.
[3]RafaelC,Gonzales,RichardE.Woods.Digital Image Processing,Third Edition[M].America:Publishing House of Electronics Industry,88-99.
[4]白雁兵,高艳.机器视觉系统坐标标定与计算方法[J].电子工艺技术,2007,28(6):354-357.
[5]李云峰,李长峰,曲东升.基于机器视觉技术的全自动微点焊机器人的研究[J].机器人技术与应用,2010(5):26-28. [6] 李少哲,李远波,周磊磊,等.漆包线与铜箔的单面点焊工艺试验[J].电焊机,2015,45(4):26-31.
Welding joint positioning system for electroacoustic device based on Halcon
ZHANG Chi1,LI Yuanbo1,WANG Meimei2,CHEN Long1
(1.College of Mechanical and Electrical Engineering,Guangdong University of Technology,Guangzhou 510006,China;2.Han's Laser Technology Co.,Ltd.,Shenzhen 518052,China)
In order to solve the problems that exist in the process of automatic welding in electroacoustic device,such as low solder joint positioning accuracy,deviation of welding line from its welding head and so on,this paper introduces a HALCON-based welding joint positioning system.And the system includes three parts:hardware design module,image processing module and motion control module.First,visual system processes the collected images,and then transfers solder joint coordinates to motion platform coordinate system through the coordinate calibration,finally finds position with motion controller.Through several tests,it turns out that the precise positioning of solder joints in electroacoustic device enameled wires can be achieved by taking advantage of machine vision techniques.Compared with manual welding,automatic welding is of high efficiency,and can yield high quality welds by using machine vision techniques.Moreover,its repositioning precision can reach as good as 0.016 mm.
Halcon;image processing;coordinate calibration;welding joint positioning
TG409
A
1001-2303(2017)03-0049-05
10.7512/j.issn.1001-2303.2017.03.09
献
张驰,李远波,王梅梅,等.基于Halcon的电声器件焊点定位系统[J].电焊机,2017,47(03):49-53.
2016-06-27;
2017-02-22
广东省微纳加工技术与装备重点实验室开放基金项目(GDMNML2013-05);非传统制造技术及装备重点实验室(201605030007)
张驰(1989—),男,河南郑州人,在读硕士,主要从事微连接与精密焊接的研究。
