保护气流量对不锈钢激光-MAG复合焊接头组织和性能的影响
2017-04-28韩晓辉赵延强刘永刚杨晓益
韩晓辉,赵延强,刘永刚,沈 林,杨晓益
(1.中车青岛四方机车车辆股份有限公司,山东青岛266111;2.西南交通大学材料科学与工程学院,四川成都610031)
保护气流量对不锈钢激光-MAG复合焊接头组织和性能的影响
韩晓辉1,赵延强1,刘永刚1,沈 林2,杨晓益2
(1.中车青岛四方机车车辆股份有限公司,山东青岛266111;2.西南交通大学材料科学与工程学院,四川成都610031)
对8 mm厚SUS301L-MT不锈钢进行激光-MAG复合焊接,研究不同保护气流量对焊缝成形、显微组织和力学性能的影响。试验结果表明:当其他焊接参数一定时,在该试验条件下保护气流量对焊缝成形影响较小,焊缝区域组织相似,主要为柱状奥氏体树枝晶+少量的δ铁素体。接头显微硬度和冲击韧性随保护气流量的变化不明显。接头的抗拉强度随保护气流量的增加而提高,当保护气流量为40 L/min时,接头抗拉强度最高为765 MPa,达到母材抗拉强度的86.5%。分析拉伸断口发现,不同保护气流量断口微观形貌相似,断口中分布着大量韧窝,表现为韧性断裂。
不锈钢;激光-MAG复合焊;保护气流量;力学性能
0 前言
在轨道交通快速发展的今天,高品质、轻量化、高速度的城市轨道客车已成为主流趋势。车身的制造材料也由过去的普通碳钢材料替换为铝合金、不锈钢等多种高品质新材料[1]。不锈钢具有强度高、可焊性好、耐蚀性强、免涂装、全寿命周期成本低等优点,在我国轨道交通领域具有广阔的应用前景[2-3]。
目前,SUS301L奥氏体不锈钢已成为国内外城轨客车不锈钢车体制造的主要材料[4],奥氏体不锈钢焊接性能非常好,但由于奥氏体不锈钢热导率低、线膨胀系数大,焊接过程中存在焊接变形大、晶粒粗大、热裂纹等问题[5]。激光复合焊接技术具有焊接速度快、熔深大、焊接变形小、适应性好等优点[6],可用于奥氏体不锈钢焊接。目前国内外关于激光复合焊接工艺已有大量研究[7],在激光复合焊接过程中保护气有着重要作用,保护气流量的改变会影响焊接质量。但有关保护气流量对SUS301L不锈钢接头性能的影响还鲜有报道。试验采用激光-MAG复合焊接方式对8 mm厚SUS301L奥氏体不锈钢进行焊接,研究保护气流量对其焊接接头组织和力学性能的影响,为激光复合焊接技术在不锈钢车体上的应用提供参考。
1 试验材料和方法
1.1 试验材料
试验选取SUS301L-MT奥氏体不锈钢为研究对象,焊接试样为板材,试板尺寸300 mm×150 mm× 8 mm;焊接填充材料采用ER308L焊丝,焊丝直径φ1.2 mm。母材及填充焊丝的合金成分如表1所示。焊接方式为沿试板长度300 mm方向对接。
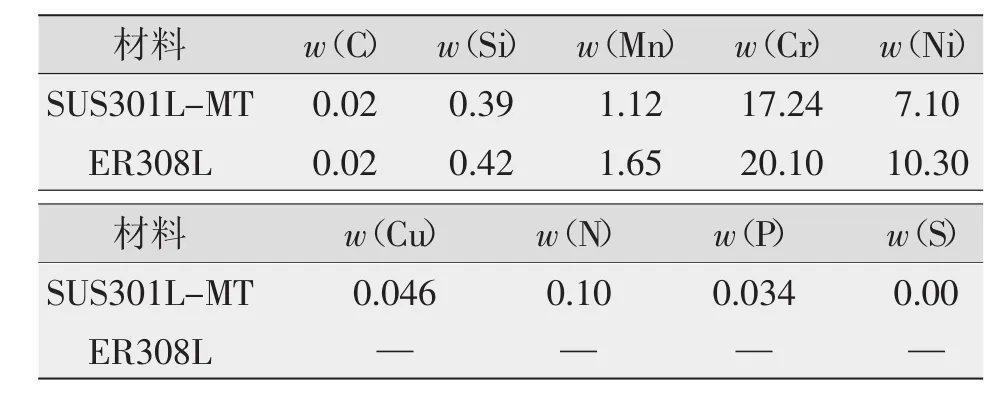
表1 SUS301L-MT不锈钢及ER308L焊丝合金成分 %
1.2 试验方法
试验用激光器为YLS-4000光纤激光器,额定功率4 kW,透镜焦距310 mm,光纤芯径200 μm,输出波长1.06 μm的连续激光。试验采用KempArc-450脉冲焊机配合ABB IRB2600型机器人。
试验试板开单边25°坡口,留3 mm钝边,坡口形状及尺寸如图1所示。试验采用激光在前、电弧在后的旁轴复合焊接方式,如图2所示。焊接时热源间距DLA=3 mm,激光入射角度80°,离焦量0 mm。焊前打磨清洗,装配时留约0.5 mm间隙,单面焊双面成型。焊接时采用Photron Fastcam SA4高速摄像机获取电弧信息,采样频率1 000帧/s。试验用保护气体为φ(CO2)5%+φ(Ar)95%的混合气体,相关焊接工艺参数如表2所示。

图1 不锈钢激光复合焊坡口形式
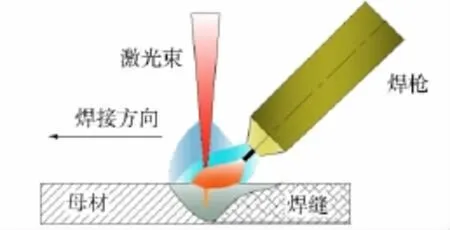
图2 激光复合焊示意

表2 保护气流量试验焊接工艺参数
焊接完成后,沿焊缝横截面方向切取60 mm× 10 mm×8 mm金相试样,经砂纸研磨、抛光后采用苦味酸酒精溶液(盐酸5 mL+酒精100 mL+苦味酸1 g)进行腐蚀,用Zeiss-A1M光学显微镜观察金相组织。使用HVS-30型显微型硬度计进行硬度试验,所加载荷10 kg,加载时间10 s,沿焊缝中心向母材每隔0.5 mm测试一个点。焊缝的拉伸试验参照GB/T 2651-2008《焊接接头拉伸试验方法》进行,拉伸试样取样位置和尺寸如图3所示,采用WDW3100微机控制电子万能试验拉伸机,拉伸速度5 mm/min,测试接头抗拉强度,每种参数取3个试样,试验数据为平均值。使用JSM-6490LV型扫描电镜观测拉伸断口。按照GB/T2650-2008《焊接接头冲击试验方法》在焊缝和热影响区各取3个试样进行冲击试验,试验选用夏比V型缺口,8 mm厚SUS301L-MT不锈钢冲击试样的厚度为7.5 mm。

图3 拉伸试样取样位置及尺寸
2 试验结果和分析
2.1 焊缝成形
上述焊接参数条件下获得的8 mm SUS301LMT不锈钢激光复合焊接头宏观成形及接头截面如图4所示。由图4可知,不同保护气流量条件下整条焊缝表面连续平整,焊缝宽度均匀,未见飞溅、咬边等焊接缺陷,焊缝成形良好。接头截面形貌呈高脚杯形状,组织致密,无气孔、裂纹等缺陷,具有典型的激光复合焊接头特征。焊缝余高较低,背部熔透略微过渡。在焊缝区域可见明显柱状晶,以弯曲形状由两侧向焊缝中心生长,这是由于焊接速度快,焊接时熔池的散热方向与结晶等温面垂直,使得晶粒主轴生长方向也垂直于等温面[8]。上述现象说明三种接头的焊缝成形受气体流量的影响不大。采用高速摄像拍摄不同保护气流量条件下所对应的激光-MAG电弧复合焊电弧形态,如图5所示。由图5可知,当保护气流量增加到40 L/min时,电弧发生偏转,这是由于在试验条件下随着保护气流量的增加,保护气抑制了等离子体膨胀上升,增强了激光和电弧的相互作用,使电弧偏转,电弧长度增大[9]。

图4 不锈钢激光复合焊焊缝宏观成型及接头截面
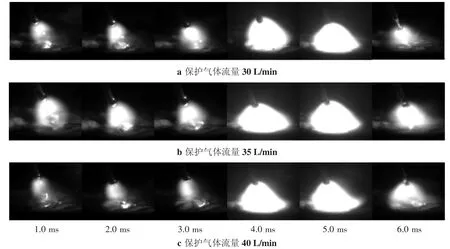
图5 不锈钢激光-MAG电弧复合焊电弧形态
2.2 焊接接头显微组织
不同保护气流量条件下的不锈钢激光-MAG复合焊接头组织如图6所示,母材组织除呈纤维状的形变奥氏体外,还有粗大的等轴状奥氏体和奥氏体晶界上的α'马氏体(形变马氏体)。不同气流量下焊缝区域组织相似,主要为柱状奥氏体树枝晶+少量的δ铁素体。
2.3 焊缝显微硬度
测量不同保护气流量下焊缝区域的显微硬度,结果如图7所示。不同保护气流量焊接接头的硬度分布规律相似,焊缝区域硬度最低约195HV,热影响区硬度分布呈上升趋势但低于母材硬度,其宽度3mm。这是因为在焊接热源作用下,热影响区晶粒发生回复和再结晶,使纤维状形变奥氏体占比例减少,导致热影响区硬度低于母材[10]。当保护气流量为35 L/min时,热影响区硬度值相比保护气流量为30 L/min和40 L/min时略高。在不同保护气流量条件下,母材硬度值均为最高,稳定在240 HV。因为母材SUS301LMT不锈钢经过了形变强化处理,在形变过程中产生一定量的形变马氏体,提高了硬度值。

图6 不同气流量条件下焊接接头金相组织

图7 焊接接头硬度分布
2.4 焊接接头冲击性能
不同保护气流量条件下,焊缝和热影响区冲击功数据分别取平均值,结果如图8所示。由图8可知,焊缝区域平均冲击功随着保护气流量增加略有下降,当气流量为40 L/min时冲击功为95.7 J,约为母材(211 J)的45.4%。而当气流量不同时热影响区冲击功相近,约为210 J,接近于母材。说明在该实验条件下,焊接接头冲击功随气流量的变化不明显。
2.5 焊接接头拉伸性能
不同保护气流量激光复合焊接头拉伸试验结果如表3所示。接头抗拉强度与保护气流量关系见图9。分析可见,随着保护气流量增加焊接接头抗拉强度不断增加,当保护气流量为40L/min时的抗拉强度最高,达765 MPa,约为母材抗拉强度(884 MPa)的86.5%。
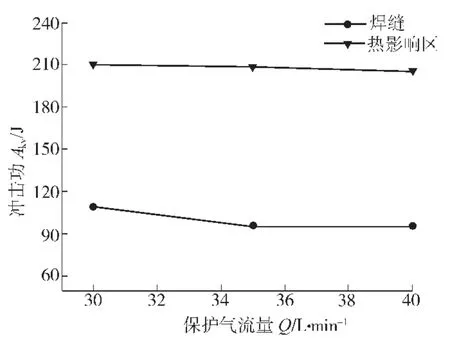
图8 焊接接头冲击功

表3 拉伸试验结果

图9 焊接接头拉伸实验结果
2.6 断口分析
焊接接头拉伸断口宏观形貌如图10所示,由图10a、10b可知,当保护气流量为30 L/min、35 L/min时,断口断面尺寸变化较小,且断口上分布有少量气孔。图10c为保护气流量为40 L/min时的拉伸断口宏观形貌,断口出现明显紧缩,未见明显气孔,因此接头韧性好、强度高。不同保护气流量条件下的拉伸断口微观形貌如图11所示。在不同保护气流量条件下,断口微观形貌基本相同,断口中分布着大量韧窝,大韧窝里还均匀分布着许多小韧窝,呈现出典型的韧性断裂的特征。同时,在焊接过程中保护气对电弧有压缩作用,适当增加保护气流量后对流换热导致的散热作用增强[11],等离子体的电子温度和电子密度波动幅度较小,电弧品质提高,焊接过程稳定[12],焊接接头质量好,这也是保护气流量为40 L/min时抗拉强度最高的原因。

图10 拉伸断口宏观形貌
3 结论
(1)采用激光-MAG复合焊焊接SUS301L-MT奥氏体不锈钢,当其他焊接参数一定时,30 L/min、35 L/min和40 L/min保护气流量对焊缝成形影响不明显。不同保护气流量下所得焊缝区域组织相近,主要为柱状奥氏体树枝晶+少量的δ铁素体。
(2)不同保护气流量所获焊接接头的硬度分布规律相似,焊缝区域硬度最低约为195 HV,热影响区硬度分布呈上升趋势但均低于母材硬度值,其宽度约为3 mm。焊接接头冲击功随气流量的变化不明显。

图11 拉伸断口微观形貌
(3)在试验条件下随着保护气流量增加,激光和电弧的相互作用增强,焊接接头抗拉强度不断增加,当保护气流量为40 L/min时的抗拉强度最高,达到765 MPa,约为母材抗拉强度的86.5%,且为韧性断裂。
[1] 郝春梅,许晓阳.轨道客车不锈钢化[J].铁路采购与物流,2008,3(3):34-35.
[2] 李刚卿,韩晓辉.不锈钢车体的焊接工艺及发展[J].机车车辆工艺,2004,1(1):1-4.
[3]王雪芳,蒋正光,袁立祥.城轨车辆不锈钢车体制造技术研究[J].电力机车与城轨车辆,2012,35(3):76-78.
[4]刘龙玺,钟元木,马传平.地铁用SUS301L奥氏体不锈钢激光焊接头残余应力研究[J].热加工工艺,2013,42(13):186-188.
[5] 张兰.我国不锈钢焊接工艺研究现状及进展[J].山西冶金,2007,30(2):1-5.
[6]ABE N,HAYASHI M.Trend of laser arc combination welding method[J].Japan Welding Society,Journal of the Japan Welding Society(Japan),2001,70(4):7-11.
[7]曾晓雁,高明,严军.保护气体对激光-电弧复合焊接的影响[J].中国激光,2011,38(6):36-42.
[8]陈庆雷.SUS301L奥氏体不锈钢激光焊接头组织与力学性能的研究[D].吉林:吉林大学,2012.
[9]刘明辉,张宏,刘双宇,等.CO2激光-MAG电弧复合焊接中保护气体对熔滴过渡和焊缝形貌的影响[J].应用激光,2010,30(6):503-507.
[10]唐舵,王春明,田曼,等.SUS301L-HT不锈钢激光焊接与MIG焊接对比试验研究[J].中国激光,2015,42(7):90-97.
[11]杜华云,安艳丽,卫英慧,等.保护气流量和弧长变化对电弧温度场与流场的影响[J].焊接学报,2010,31(5):73-76.
[12]杜笑,杨立军,刘桐,等.保护条件变化的激光焊接等离子体光谱分析[J].光谱学与光谱分析,2016,36(1):15-19.
Effects of flowrate of shielding gas flow on microstructure and properties of laser-MAG welding-welded joints of stainless steel
HAN Xiaohui1,ZHAO Yanqiang1,LIU Yonggang1,SHEN Lin2,YANG Xiaoyi2
(1.CSR Qingdao Sifang Co.,Ltd,Qingdao 266031,China;2.College of Materials Science and Technology,Southwest Jiaotong University,Chengdu 610031,China)
The laser-MAG hybrid welding was applied to weld the stainless steel with 8 mm thickness.The influence of shielding gas flow(SGF)on weld formation,microstructure and mechanical properties.The results showed that SGF under the test conditions had less effect on the bead shape,the weld microstructure were similar,mainly for branches of columnar austenite grain and small amount of δferrite when other parameters were unaltered.The micro-hardness and impact toughness of joint didn't change obviously with the change of SGF.The tensile strength of the weld would increased with the increase of SGF,and the tensile strength of the welding joint would reach its maximum 765 MPa when the SGF rate was 40 L/min,reaching 86.5%of the base material.It was found by analyzing tensile fracture of weld,the fracture morphology was similar with the different SGF,fracture morphology of the joint was a dimple pattern with feature of ductile fracture.
stainless steel;laser-MAG hybrid welding;shielding gas flow rate;mechanical properties
TG457.11
A
1001-2303(2017)03-0043-06
10.7512/j.issn.1001-2303.2017.03.08
献
韩晓辉,赵延强,刘永刚,等.保护气流量对不锈钢激光-MAG复合焊接头组织和性能的影响[J].电焊机,2017,47(03):43-48.
2016-06-20;
2016-10-11
韩晓辉(1977—),男,山东莱阳人,教授级高工,主要从事轨道车辆车体制造及焊接技术的应用与开发。
