A/ SBR工艺处理煤制乙二醇污水的研究
2017-04-26崔风桐赵立宁尹洪肖齐晓冉许丁妍
崔风桐,赵立宁,尹洪肖,齐晓冉,段 利,许丁妍
(1.彩客科技(北京)有限公司,河北 沧州 061600;2.河北丰源环保科技股份有限公司,河北 沧州 061000;3.徐州水处理研究所,江苏 徐州 221007;4.阳煤集团深州化工有限公司,河北 衡水 053800)
A/ SBR工艺处理煤制乙二醇污水的研究
崔风桐1,赵立宁2,尹洪肖3,齐晓冉4,段 利2,许丁妍2
(1.彩客科技(北京)有限公司,河北 沧州 061600;2.河北丰源环保科技股份有限公司,河北 沧州 061000;3.徐州水处理研究所,江苏 徐州 221007;4.阳煤集团深州化工有限公司,河北 衡水 053800)
针对煤制乙二醇产生污水的问题,对比了A/SBR法和A2/O法,结果表明:A/SBR法具有投资省、设备少、占地少、维护运行费用低、出水水质好、耐冲击等优点。本项目采用A/SBR组合工艺,进水COD为1 000mg/L,出水水质COD≤50mg/L,氨氮由110mg/L降至5.0mg/L,达到了GB 18918-2002《城镇污水处理厂污染物排放标准》中的一级A标准。
煤制乙二醇;A/SBR工艺;污水
doi:10.3969/j.issn.1004-8901.2017.02.012
乙二醇是一种非常重要的石油化工基础有机原料,主要用于生产纤维、防冻液、树脂、涂料等,其下游产品应用更为广泛,是世界上消耗最大的多元醇。本项目主要污水有煤气化污水、酸性气体脱除和乙二醇合成装置排放的污水以及生活污水,其中含有甲醇、乙醇、乙二醇及硝酸钠等物质。
与A2/O法相比,A/SBR法具有投资省、设备少、占地小、后期运行维护成本及运行费用低、出水水质好、耐冲击等优点。A/SBR工艺将进水、曝气、污泥沉淀、排水、排泥等多工序集中于一池完成,对进水有较强的稀释作用,抗冲击能力强,运行稳定[1-3]。其抗冲击性在工厂开、停车期,应对突发情况时尤其显著。
金万泰公司利用原有A2/O工艺设备改造为A/SBR工艺,经改造后外排水中氨氮含量由原来的25mg/L降到15mg/L[4]。
本项目配套污水处理站采用A/SBR组合工艺,出水水质达到了GB 18918—2002《城镇污水处理厂污染物排放标准》中的一级A标准。
1 工艺设计
1.1 设计规模与设计水质
设计污水处理能力为340m3/h(含乙二醇二期废水)。污水处理站进、出水水质设计值见表1。

表1 污水处理站进、出水水质设计指标
(1)污水处理站进水。煤气化采用航天炉,操作温度较高,大于1 300℃,煤气化废水为洗涤合成气出水,经沉降槽排出。出水COD为200~400mg/L,氨氮为80~250mg/L,温度为60℃左右,流量为100m3/h左右。
(2)净化装置。变换工段锅炉排的废水中,COD为150mg/L左右,含少量磷酸盐。酸脱工段的酸性气体脱除废水中COD为1 500mg/L左右。
(3)乙二醇合成装置出水。精馏塔的喷射泵及其他装置的废水中COD为5 000~25 000mg/L,流量为20m3/h左右。
(4)生活污水及其他混合废水。COD为200~900mg/L,氨氮为200~650mg/L(现场实测)。
综上可知,废水中难降解的有机物少,可生化性高,COD较易处理,氨氮含量相对较高。
1.2 污水处理工艺
A/SBR工艺流程见图1。

图1 A/SBR工艺流程
乙二醇项目全厂污水经管廊或沟槽进入格栅池滤掉大块的漂浮物后,进入调节池进行均质均量,如果pH值过低,需加入碱液进行调节,经提升泵将污水抽到预处理器且加入絮凝剂PAC及PAM。预处理器出水进入A池,靠重力流到SBR池。在生化池中进行曝气、推流、静沉后上清液达到标准,再由滗水器引流到缓冲池内,经提升泵进入生物过滤器中,进入清水池中,最后外排。
在预处理器及SBR池产生的一部分污泥经污泥泵到达污泥浓缩池后,加入絮凝剂经过带式过滤机脱水形成泥饼外运。
2 各操作单元的运行指标及原理
2.1 格栅池
拦截污水中携带的固体悬浮物,并定期打捞。
2.2 调节池
调节水质及水量,配套的加碱设备控制pH值在6~9,碱度为2mg/L左右。生活污水、工业污水以及事故污水在调节池中进行调节,控制污水COD为500~1 000mg/L,氨氮小于250mg/L。调节池容积为1 600m3,连续进出水。
污泥浓缩池有一部分污水可以回流到调节池,污水中带有一部分微生物,在调节池中厌氧菌及兼氧微生物进行酸化作用,可以将污水中大分子污染物降解及水解,形成易生化的小分子化合物,提高污水的可生化性,提高出水水质。
2.3 预处理器
预处理器可以去除污水中的悬浮物,净化水质。污水在进入预处理器前加入PAC、PAM等絮凝剂,使出水悬浮固体SS<20mg/L,定期排底部污泥到污泥浓缩池中。
2.4 A池
SBR池与A池进行回流,对进水进行稀释,降低污水中的有机物浓度,维持微生物生存环境的稳定。A池中控制回流泵的流量,调节水中DO,使其<0.6mg/L,处于缺氧状态。A池中COD<200mg/L,氨氮<50mg/L。
由于SBR池与A池的回流循环作用,使污水不断处于好氧、厌氧、缺氧的循环状态,强化了硝化和反硝化作用,有利于氨氮的去除。
2.5 SBR池
SBR池为污水处理站的核心装置,主要去除水中的COD、氨氮等,保证出水达标。SBR池运行周期为12h,进水推流3h,进水曝气7h,静沉1h,排水1h。控制SBR池内DO为0 ~7mg/L,来水COD值低则降低曝气量,DO可以控制稍低些;来水COD含量高则提高曝气量,DO值相应地增加。纯碱的量不小于2.0mmol/L,若SBR池中氨氮值小于5mg/L(本污水处理站的外排水指标),可以不用加纯碱,排水前不加纯碱。SBR池中污泥的量要控制在适当范围内,宜为20%~40%,夏季SV30>30%时要排泥,降低污泥浓度;冬季运行时污泥浓度稍高些,SV30>40后再进行排泥。生化处理污水时,污水的温度保持稳定,SBR池污水温度宜为25~40℃。SBR池中污水经生化处理后,在曝气完成时COD<50mg/L,氨氮<5mg/L,则静沉后排水;若水质不合格则继续推流曝气,直到水质合格。
SBR池中将好氧、厌氧、缺氧集中于一体。厌氧、缺氧状态下可将难溶解或难降解的有机物酸化,提高溶解性及可生化性;好氧状态主要分解、消耗有机物,降低COD。
厌氧和好氧的配合能有效降低污水中的氨氮在好氧环境下,好氧型的亚硝酸菌进行硝化反应,将有机氨及无机氨转化为亚硝酸根,亚硝酸根在好氧型硝酸菌的作用下继续氧化生成硝酸根,完成氨氮的硝化反应。在厌氧和缺氧的环境中,硝酸根在异养型反硝化菌的作用下,以无污染的氮气形式释放到空气中,完成了氨氮的反硝化作用[5]。
2.6 缓冲池
SBR池中污水经静沉后,由滗水器将上清液导流到缓冲池中。
2.7 生物过滤器
缓冲池中的水经生物过滤器过滤后,出水中的SS<10mg/L。生物过滤器的主要作用是过滤水中的悬浊物,其罐体中填充石英砂,起过滤作用。当进水压力与出水压力相差0.5 MPa时,打开清洗系统,对滤料进行正洗、反洗。
3 A/SBR工艺运行结果与分析
污水处理站经调试完成后,生化池内活性污泥生长状态稳定,进入试运行阶段。现对SBR池进水及出水进行化验,检测污水中的COD、氨氮的浓度。根据对污水处理站进水及出水主要指标COD、氨氮的监测,分析A/SBR工艺处理煤制乙二醇污水的效果。
3.1 污水中COD的去除
对SBR池进、出水进行连续30d的检测,其COD情况见图2。
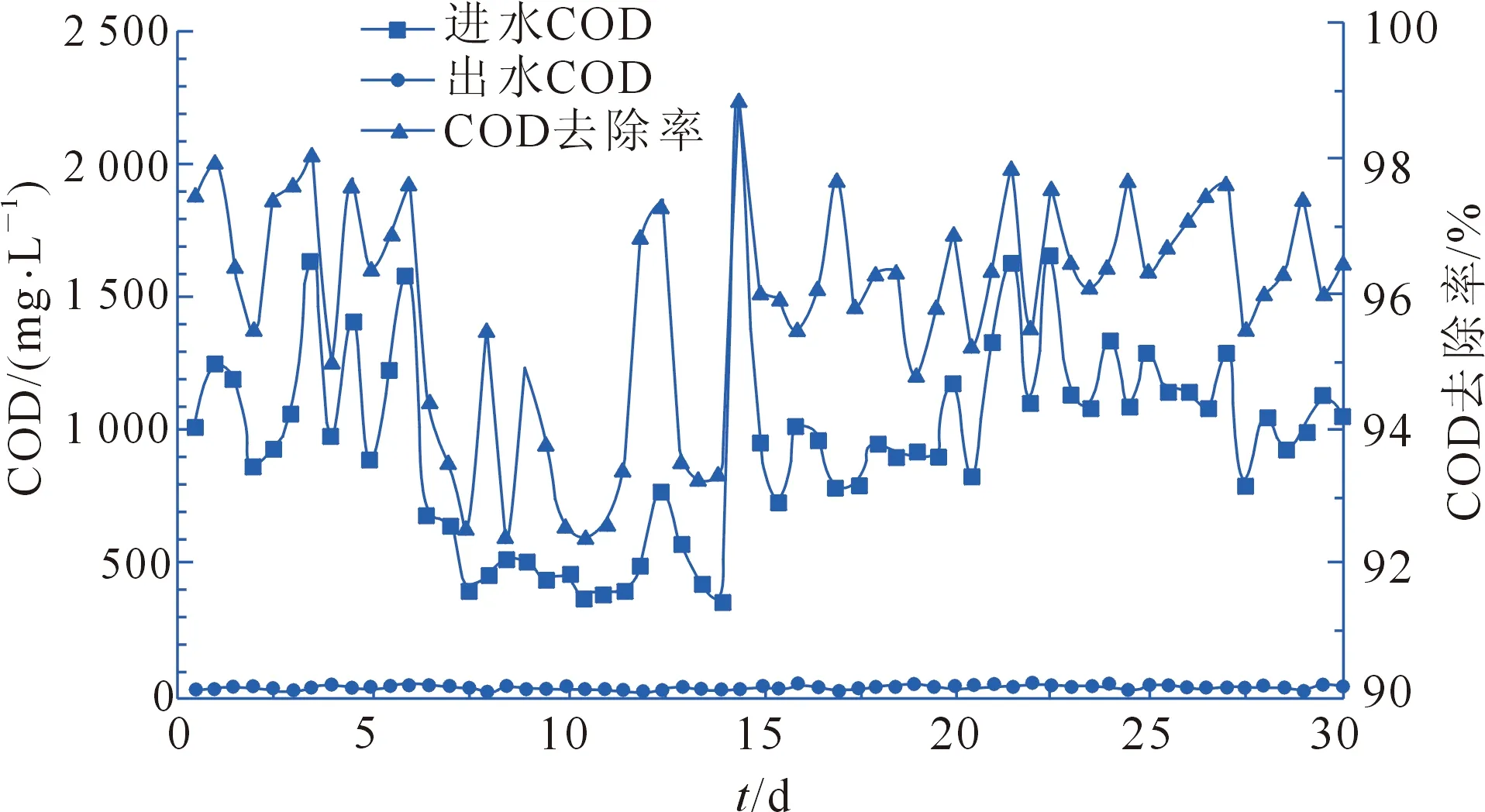
图2 污水中COD的去除效果
在污水处理站试运行期间,由于煤制乙二醇项目正处于试车阶段,SBR池进水水质波动较大。第1d与第6d中,进水COD在1 000mg/L内波动,第3.5d中COD由第3d的1 061mg/L上升至1 625mg/L,是进水设计值的1.6倍,出水COD值保持在排放标准内,最高值48.16mg/L,最低值25.21mg/L。在此阶段进水COD高于设计时,仍能保证出水正常,说明系统具有较强的抗冲击能力,运行平稳。第6.5d与第14d中,进水水质COD降低,为设计进水的1/2,SBR处于低负荷运行,在此期间SBR池出水COD为15.53~37.62mg/L。第14.5d中进水COD突然由361mg/L增长到2 167mg/L后,SBR池出水在后面几个周期都保持正常,出水为25mg/L左右。第14d以后,进水COD在1 100mg/L左右浮动,SBR出水正常,在50mg/L以内。
综上可知,在试运行期间,SBR池进水COD平均值为950mg/L,出水为34.33mg/L,COD去除率平均值为95.8%。A/SBR工艺对煤质乙二醇污水有较强的处理能力,进水COD在超出设计值500~2 000mg/L时,对污水均能处理合格,达到排放标准。此工艺对来水有较强的抗冲击能力,适应力强,运行平稳灵活。
3.2 污水中NH3-N的去除
对SBR池进、出水进行连续30d的检测,其NH3-N情况见图3。
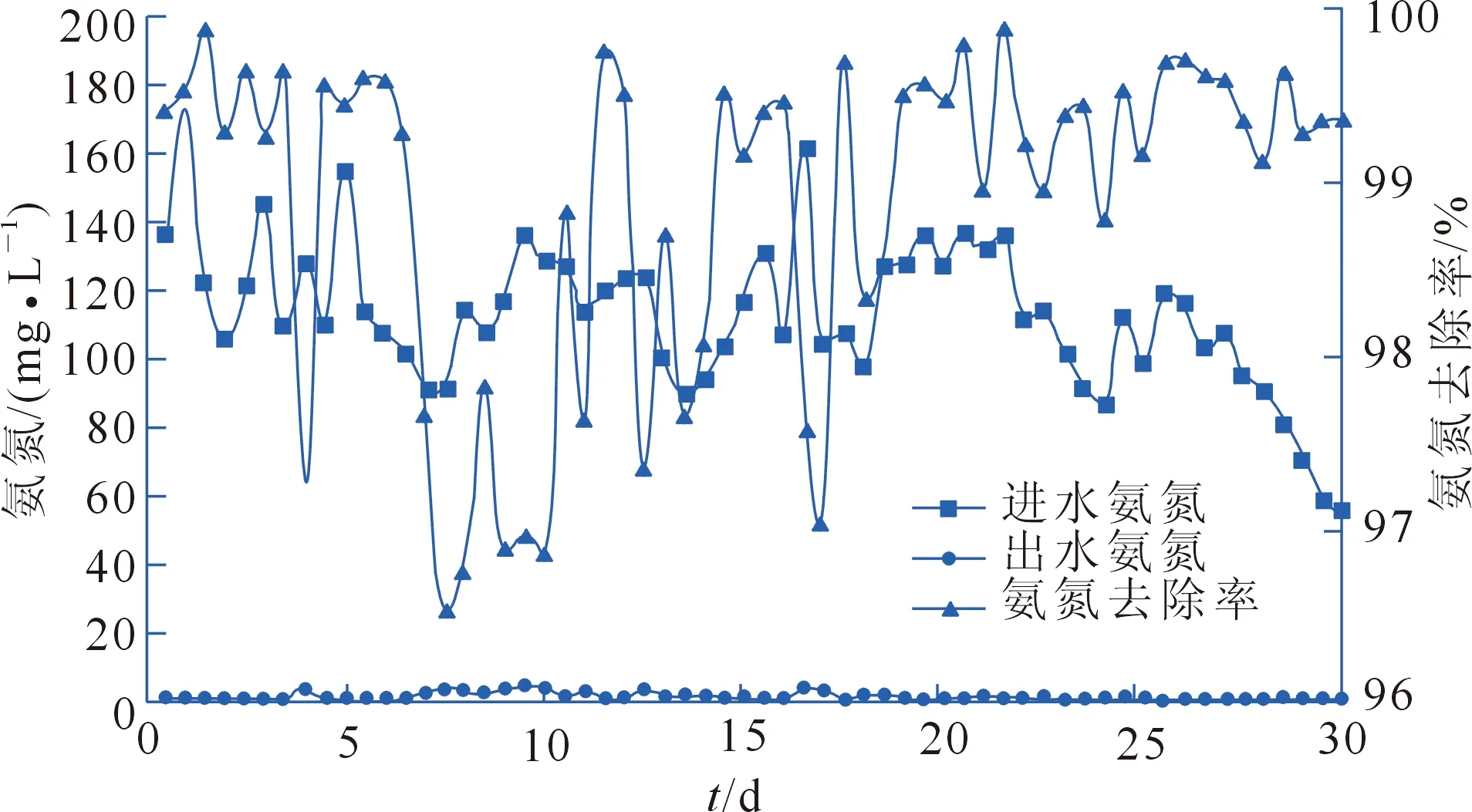
图3 污水中NH3-N的去除效果
煤制乙二醇项目中的氨氮含量较低,根据近30d的检测,污水处理站中氨氮的含量在110mg/L左右波动,最高值为171.1mg/L,最低值为54.6mg/L,平均值为112.4mg/L。出水氨氮的平均值为1.24mg/L。在第7~ 11d、第4、16和17d中,出水氨氮与其他时间段相比较高,最高值为4.15mg/L,最低值为1.63mg/L,其他时间经SBR生化池处理后的氨氮含量均<1.0mg/L。SBR池的氨氮平均去除率达到98.9%。
综上可知,A/SBR工艺对煤制乙二醇污水中的氨氮有较强的处理能力,此工艺脱氮效果较为成熟,硝化、反硝化处理氨氮比较彻底。SBR池处理后的污水中氨氮值远远小于GB 18918—2002《城镇污水处理厂污染物排放标准》中的一级A标准。
4 结语
通过对污水处理站连续30d的检测后,对A/SBR工艺处理煤制乙二醇生产污水的效果总结如下。
(1)污水处理站运行稳定,在全厂调试期间,进水水质有剧烈波动的情况下,生化池保持稳定,活性污泥生长情况良好,具有较强的抗冲击能力,应对突发情况能力强。在本次试运行期,COD在361~2 167mg/L、氨氮在54.6~171.1mg/L时,系统运行平稳,出水水质合格。COD去除率在92%以上,氨氮去除率在96%以上。
(2)出水指标:COD<50mg/L,氨氮远远小于5mg/L。即使没有经过生物过滤器等后续工段,出水已符合GB 18918—2002《城镇污水处理厂污染物排放标准》中的一级A标准的出水标准。但此设备不能取消,以防止当SBR池沉降效果欠佳时,缓冲池中的水浊度超标,经过生物过滤器后可以避免外排水浊度超标。
(3)A/SBR工艺中SBR池“一池多用”,减少占地面积,运行设备较少,操作简单灵活。对出水水质指标有较强的调整能力,只调整曝气和推流时间即可调节出水指标,不需要增加任何设备。
[1]张亚.A/SBR工艺处理高浓度有机污水研究[J].资源节约与环保,2015(4):32.
[2]吴侠.A/SBR短程硝化工艺在含氨污水处理中的应用[J].小氮肥,2012,40(4):20-22.
[3] 赵利霞.SBR工艺处理煤制甲醇污水的研究[J].河南化工,2010,27(6):42-44.
[4] 袁建松.A/SBR工艺在处理氮肥厂污水中的运行控制[J].煤炭与化工,2014,37(4):147-149.
[5] 林丰姝,郑平,陈建松.SBR法的特点及其在生物脱氮中的应用[J].环境污染与防治,2002,24(2):98-100.
修改稿日期: 2017-03-15
Study on Treatment of Coal-made Ethylene Glycol Wastewater by A / SBR Process
CUI Feng-tung1,ZHAO Li-ning2,YIN Hong-xiao3,QI Xiao-ran4,DUAN Li2,XU Ding-yan2
(1.TsakerTechnology(Beijing)Co.,Ltd.,CangZhouHebei061600,China;2.HebeiFengyuanEnvironmentalProtectionTechnologyCo.,Ltd.,CangzhouHebei061000,China;3.XuzhouResearchInstituteofWaterTreatment,XuzhouJiangSu221007,China;4.YangmeiGroupShenzhouChemicalCo.,Ltd.,HengshuiHebei053800,China)
Based on the problem of wastewater produced by coal-made ethylene glycol,this essay compares the A/SBR method with A2/O method.The result presents that A/SBR method has the advantages such as low investment,less equipment,less land occupation,low maintenance cost,good water quality and excellent impact resistance and so on.The project adopts A/SBR combination process,with incoming water COD of 1000mg/L,outcoming water COD≤50mg/L,ammonia nitrogen concentration decreasing from 110mg/L to 5.0mg/L,which reaches A level regulated in GB18918-2002 “Urban Sewage Treatment Plant Sewage Discharge Standards”.
Coal glycol;A/SBR process;wastewater
崔风桐(1984年—),男,河北沧州人,2015年毕业于河北科技大学化学工程专业,硕士,工程师,现主要从事化工工艺生产、管理等工作。
10.3969/j.issn.1004-8901.2017.02.012
X703
B
1004-8901(2017)02-0042-04
