隧道防水板超声波焊接在玉磨铁路中的应用
2017-04-18苏超
苏超
摘要: 通常隧道防水板与土工布采用热风热熔焊接或吊带挂设工艺,施工质量受到工艺特点及人为因素的影响,质量控制难度大,存在焊焦、焊穿、焊接不牢固等质量通病。在玉磨铁路隧道施工中引进了新设备—防水板超声波焊接机进行防水板的施工,并在施工中对施工工艺进行了改进,使得防水板施工质量和施工工效得到质的提高,同时也使得施工成本大幅降低。
Abstract: Usually the tunnel waterproof board and geotextile with hot melt welding or sling hanging process, the construction quality is affected by process characteristics and human factors, it is difficult to control the quality of welding coke, welding wear, unstable welding and other quality defects. In this paper, a new equipment, waterproof plate ultrasonic welding machine, is introduced in the construction of the Yuxi-Mohan Railway, and in the construction, process has been improved, so that the construction quality and construction efficiency of the waterproof board has been improved, but also the cost of construction is greatly reduced.
关键词: 铁路隧道;防水板;超声波焊;技术方法;对比分析
Key words: railway tunnel;waterproof plate;ultrasonic welding;technical method;comparative analysis
中图分类号:U459.1 文献标识码:A 文章编号:1006-4311(2017)09-0098-02
0 引言
铁路隧道渗漏水为常见的质量通病问题,如果隧道结构防水施工质量差,必将导致隧道出现渗漏水现象,危及铁路行车安全,引起隧道结构破坏,影响到工程的正常使用。目前铁路预防铁路隧道渗漏水主要为“三道防线”,即为围岩注浆、铺设防水层、衬砌安设止水带。施工经验表明“三道防线”中以铺设防水层对隧道防水最为有效,其施工质量对隧道是否渗漏水起到决定性的作用。以往防水板与垫圈通常采用热风热熔焊接工艺,但该防水板及垫圈熔点影响到该工艺的施工质量,且操作时难以精准把握焊接的时间及压焊力度,很容易出现焊焦、焊穿、焊接不牢固等质量问题,常使得隧道出现渗漏水的现象。因此,提高防水板焊接质量,确保隧道不渗不漏为隧道建设者期待达到的目标。
1 工程概况
新建玉溪至磨憨铁路站前工程YMZQ-21标,标段里程:D1K472+387.4~D1K498+936.35,正线长度26.010km。本标段有隧道5座共14993m,隧道工程为本标段的重点及控制工程。
标段所经地区为亚热带季风性湿润气候,湿润多雨,属构造侵蚀、风化剥蚀中山区红层地貌。总体而言,隧道所经处下伏基岩岩体破碎,含水量丰富;部分地段围岩为泥灰岩夹层,岩溶发育,岩溶裂隙发育岩溶水;地下水主要由大气降水及地表水补给。隧道衬砌防水等级按照《地下工程防水技术规范》(GB50108-2008)设计为一级标准。初期支护与二次衬砌之间拱部及边墙部位铺设1.5mm厚防水板、350g/m2土工布复合防水层,防水板采用EVA型。
为解决防水板铺设容易出现的质量问题,确保隧道不渗不漏,本标段引进了防水板超声波焊接机进行防水板焊接的新设备及新技术,此新技术及新设备的运用,不仅能够完全避免了防水板铺设的传统热风热熔焊常出现焊焦、焊穿、焊接不牢固等质量问题,且大幅提高工作效率,节省了劳力,加快了施工进度,施工成本也得到有效降低。
2 超声波焊接原理及技术特点
2.1 超声波焊接原理
隧道防水板超声波焊接机通过发生器生成20kHz~35kHz的高压、高频信号,再利用换能系统,把信号转换为高频的机械振动。焊接枪头将高频机械振动施加于枪头处的防水板及热熔垫片上,防水板及热熔垫片因表面及内部分子间的高频摩擦而使接触面迅速产生局部升温,温升达到防水板及热熔垫片溶点时,防水板与热熔垫片接触面迅速熔化并相互充分熔合,经过合适的熔合时间并在一定的压力下冷却定形,便完成了一处完美的超声波焊接。如图1。
2.2 超聲波焊接技术特点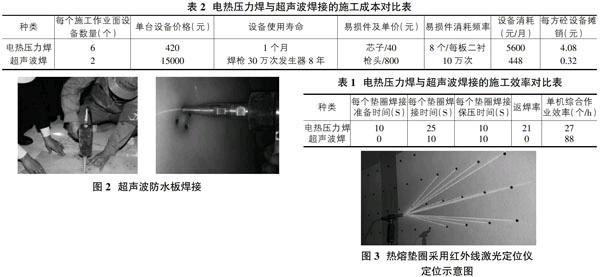
①超声波焊接工艺不需溶剂、粘接剂或其它施工辅助材料,施工成本低。
②超声波焊接工艺操作简单,开机即可开始焊接,且不象热熔焊等设备存在外露的高温部件,施工安全性好。
③超声波焊接工艺不仅节约了热熔焊所需的预热等待时间,且一个焊接点工艺时间仅需5~6秒,也不存在为修补焊点破洞而需增加的返焊时间,加快了施工进度。
④工艺操作简单,熔接质量高,焊点无破损。
3 工艺流程及施工操作要点
3.1 施工工艺流程
施工准备→基面检查及处理→铺设土工布→防水板铺设及采用超声波焊接固定→质量检查。
3.2 施工操作要点
①施工准备。设备进场,对作业人员进行培训及技术交底。
进行材料准备,热熔垫片采用易于识别的红色或是黑色同材质垫片。
②基面检查及处理。防水板铺设前按规范及设计要求对隧道进行断面尺寸测量及基面质量检查,并处理初期支护的喷射混凝土的表面至满足铺设要求,经检查全部合格后方可进行土工布的铺设及环向透水肓管的安设,最后铺设防水板。
③土工布的铺设。土工布的铺设从隧道中线向两侧沿隧道内壁展开,土工布要求平顺地固定在隧道洞壁上,土工布的固定采用尾部套有热熔垫片的射针进行。铺设好的土工布作为防水板铺设的基层。要求两幅土工布的搭接宽度>5cm,铺设要平顺、无隆起及无皱褶,固定防水板的垫片在隧道顶部按0.5~0.8m的间距安设,在边墙按0.8~1.0m的间距安设,布置成梅花型,为方便进行防水板与热熔垫片的焊接施工,固定点尽量选在基面平整之处。
④防水板焊接机的调试。防水板焊接机采用220V、50Hz的单相电源,接通电源后观察工作指示灯是否亮起,如果不亮,则检查线路及保险管等情况。
确定电源接通后,按下面板上的红色“测试”按钮,然后察看表盘电流表,正常的电流值在0.5~1.0安培之间,否则左右旋转频率螺杆进行微调,并同时按“测试”按钮,直到换能器的空载电流在0.5~1.0安培之间。
⑤铺设防水板,并进行超声波焊接。按设计及规范要求铺设土工布至预定位置后,手持超声波焊接机,保持焊机与防水板垂直后用力压紧,按下焊接机开关,防水板融化后,将焊接机枪头压入防水板内约0.5mm,即完成一个单点焊接,其持续时间约为2~3秒。完成焊接后,焊枪不能松开,而持力压住防水板3秒,待焊点处融化的防水板冷却后再松开,以避免防水板还在软化状态下就承受拉力而撕裂。
在隧道边墙部位,每个垫圈熔焊3个点。在隧道拱部每垫圈熔焊4个点。为确保焊接牢固,焊点要均匀分布于垫圈上。如图2。
4 超声波防水板焊接与传统电热压力焊的效率及经济分析
4.1 在现场进行了电热压力焊与超声波焊接的效率测试,结果如表1所示
从表1数据分析得知,电热压力焊需要等待焊枪的预热时间,每个焊圈的焊接工艺时间为45S,单机综合作业效率为27个/h,但焊接质量较差,返焊率达21%。而超声波焊接不存在等待预热的时间,开机即可进行焊接操作,每个焊圈的焊接工艺时间仅为20S,且焊接质量高,不需返焊,节约了返焊所浪费的时间,单机综合作业效率达88个/h。可见超声波焊接效率为电热压力焊接效率的3.3倍,优势非常明显。
4.2 施工成本方面的对比分析
因本项目刚引进超声波焊接机,进行成本分析的超声波焊接机设备使用寿命等数据来源于设备生产厂家及其它使用超声波焊接的项目。成本分析结果见表2所示。
对表2数据分析可知,虽然超声波焊接一次投入较大,但其设备寿命长,分摊的施工成本仅为电热压力焊的7.8%,经济效益明显。
5 防水板使用超声波焊接时的创新及改进措施
5.1 采用时控器精确控制焊接时间表
采用超声波焊接防水板时的工艺时间由操作人员人为控制,受个人因素影响,难以精确控制,故不能达到焊接的最佳质量效果。为了精确控制焊接的操作时间。我们借鉴了定时设备的思路,与超声波焊接设备生产厂家进行探讨及研究,通过在焊接电路上配置时控器,以达到精确控制焊接操作的时间,即焊枪通电达到预定时间后即自动断电,并发出声音提示,从而杜绝了仅凭操作者个人进行时间估计的误差性,确保了焊接质量。
5.2 采用红外线激光定位仪进行热熔垫圈的精确定位
在防水板焊接施工时,采用红外线激光定位仪进行热熔垫圈的精确定位,从而实现热熔垫圈的快速安装及规范施工。如图3。
6 结束语
铁路隧道采用超声波焊接法进行防水板的铆接固定,具有施工进度快、質量高、能耗低及成本低等显著优点。且避免了以往热风热熔焊接工艺中焊不牢、焊穿等质量通病,确保了隧道不渗不漏。防水板超声波焊接法是值得大力推广应用的新技术。
参考文献:
[1]申百囤,何安辉,张春光.防水板超声波焊接技术在石林隧道的应用[J].铁道标准设计,2012(10).
[2]曹军.浅谈高速铁路隧道防排水系统施工技术[J].价值工程,2015(21).
[3]肖广智.铁路隧道施工新技术[M].北京:人民交通出版社,2016.
