Y32-315四柱万能液压机PLC控制系统
2017-04-13胡美君陆萍蓝余永平李慧敏
胡美君,陆萍蓝,余永平,李慧敏
(1.杭州职业技术学院友嘉机电学院,浙江杭州310018;2.中国计量大学工程训练中心,浙江杭州310018)
Y32-315四柱万能液压机PLC控制系统
胡美君1,陆萍蓝2,余永平1,李慧敏1
(1.杭州职业技术学院友嘉机电学院,浙江杭州310018;2.中国计量大学工程训练中心,浙江杭州310018)
Y32-315液压机工作原理,在此基础上设计液压机的PLC控制系统,包括硬件的实现和软件的开发。新控制系统使用结果表明,液压机的加工效率和可靠性提高。
液压机;PLC控制系统;研发
0 引言
液压机是一种以液体为介质来传递能量而实现多种锻压工艺的机器,与其他压力机相比,液压机具有压力和速度可在较大范围内无级调节、动作灵活、各执行机构动作可方便达到所希望的配合关系等优点。常用于材料的压制工艺,如冲裁、弯曲、翻边以及薄板拉深等,也可用于校正、压装、砂轮成形,金属零件冷挤压成形,粉末制品压制成形以及塑料制品压制成形等工艺[1-2]。传统液压机采用继电器接触控制方式,其控制电路复杂,继电器、接触器数量多,故障率高,维修难以及时进行,无法保证生产的连续性。采用三菱FX1N-40MR-001对Y32-315液压机控制系统进行改造。
1 Y32-315液压机工作原理
Y32-315型液压机液压系统原理见图1[1],其动作过程为:工作活塞空行程向下运动→工作行程→保压→回程→顶出缸顶出工件,至此完成一次工作循环。
(1)启动。液压泵电机启动时,全部换向阀的电磁铁处于断电状态,泵输出的油经三位四通电液换向阀2(中位)及阀1(中位)流回油箱,泵空载启动。
(2)活动横梁空程快速下降电磁铁1YA及5YA通电,电液换向阀2及阀1换至右位,控制油经电磁换向阀(右位),打开液控单向阀,主缸下腔油经液控单向阀、电液换向阀2(中位)及阀1(中位)排回油箱,动梁在重力作用下快速下降,此时主缸上腔形成负压,上部油箱的低压油经充液阀向主缸上腔充液,同时泵输出的油也经电液换向阀2(右位)及单向阀进入主缸上腔。
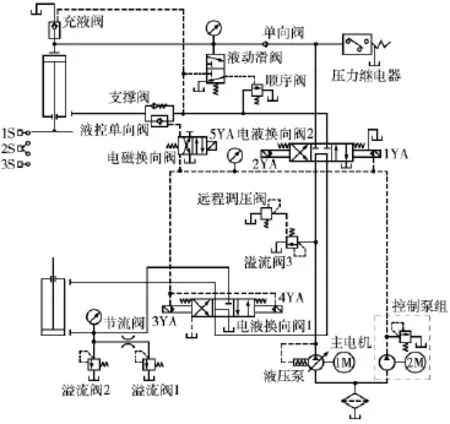
图1 Y32-315型液压机液压系统原理图
(3)活动横梁慢速下降及工作加压。活动横梁降至一定位置时,触动行程开关2S,使5YA断电,电磁换向阀复位,液控单向阀关闭,主缸下腔油需经支撑阀排回油箱,活动横梁不再靠重力作用下降,必须依靠泵输出的压力油对活塞加压,才能使活动横梁下降,活动横梁速度减慢。此时活动横梁速度决定于泵的供油量,改变泵的流量即可调节活动横梁的运动速度。同时由于主缸上腔油压较高,液动滑阀在油压作用下,恒处于上位动作状态。
(4)保压。电磁铁1YA断电,利用单向阀及充液阀的锥面,对主缸上腔油进行密封,依靠油及机架的弹性进行保压。当主缸上腔油压降至一定值时,压力继电器发讯,使电磁铁1YA通电,泵向主缸上腔供油使油压升高,保证保压压力;当油压超过一定值时,压力继电器又发讯,使1YA断电,液压泵停止向主缸上腔供油,油压不再升高。
(5)卸压回程。电磁铁2YA通电,电液换向阀2换至左位,压力油经电液换向阀2(左位)使充液阀开启,主缸上腔油经充液阀排回油箱,油压开始下降。当主缸上腔油压大于液动滑阀的动作压力时,液动滑阀始终处于上位。压力油经电液换向阀2(左位)及液动滑阀(上位)使顺序阀开启,压力油可经顺序阀排回油箱。顺序阀的调整压力应稍大于充液阀所需控制压力,以保证充液阀开启。但此时油压并不很高,不足以推动主缸活塞回程。当主缸上腔油压降至一定值时,液动滑阀复至下位。顺序阀的控制油路被换至油箱,顺序阀关闭,压力油经液控单向阀进入主缸下腔,推动活塞上行。同时主缸上腔油继续通过充液阀排回上部油箱,活动横梁开始回升。
(6)浮动压边。当需要利用顶出缸进行压边时,可先使电磁铁3YA通电,电液换向阀1换至左位,压力油经电液换向阀2(中位)及阀1(左位)进入顶出缸下腔。顶出缸上腔油经电液换向阀1(左位)排回油箱,顶出缸活塞上行。当接触压边圈后,3YA断电。坯料进行反拉深时,顶出缸活塞在活动横梁压力的作用下,随动梁一起下降。顶出缸下腔油经节流阀及溢流阀1排回油箱,由于节流阀有一定的节流阻力,因而产生一定的油压,相应使顶出缸活塞产生一定的压边力。调节溢流阀1即可改变浮动压边力。
(7)顶出缸顶出及退回。电磁铁3YA通电,电液换向阀1换至左位,顶出缸活塞上行,顶出工件。当电磁铁4YA通电,电液换向阀1换至右位,则顶出缸活塞下行,顶出缸退回。
(8)停止。全部电磁铁处于断电状态,电液换向阀1和2处于中位,液压泵输出的油经电液换向阀2(中位)及阀1(中位)排回油箱,泵卸荷。液控单向阀将主缸下腔封闭,活动横梁悬空停止不动。
2 PLC控制系统
在Y32-315液压机液压系统工作原理分析基础上,采用PLC技术对控制系统进行改造。根据其主缸和顶出缸的工作过程,可知PLC的输入部分包括启动按钮、停止按钮、压力继电器、下行压制按钮、主缸退回按钮、顶出按钮、顶出缸退回按钮以及位置控制元件(主液压缸上限位开关、定程压制限位开关、顶出缸上限位开关、顶出缸下限位开关);输出部分包括:电磁换向阀的电磁铁1YA,2YA,3YA,4YA,5YA,电机控制线圈。PLC的外部接线图见图2,可以看出,PLC共需要12个输入点,9个输出点,为方便扩展,可选用三菱FX1N-40MR-001型PLC。 FX1N-40MR-001是三菱FX1N系列中一种卡片大小的PLC,适合在小型环境中进行控制,具有串行通信功能以及紧凑尺寸。该系统设置了自动和手动2种模式,可以通过输入点X0切换。
2.1 手动模式
手动模式参照图2和图3梯形图。
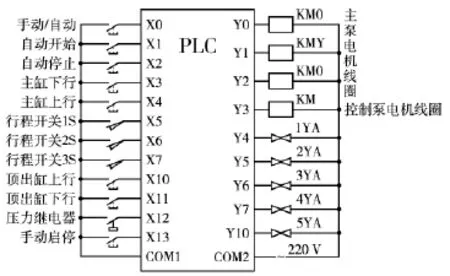
图2 PLC外部接线图
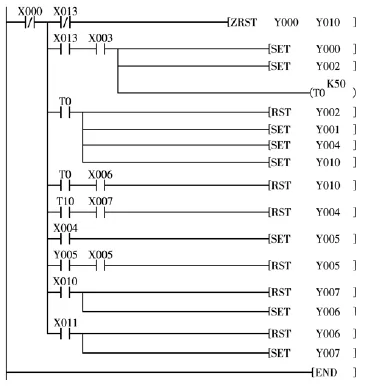
图3 手动模式梯形图
系统上电后,切换为手动模式,按下主缸下行按钮X003,控制泵电机启动带动液压泵给液压系统提供控制油;异步电机通电Y—△启动,从而带动主泵给液压系统供油。线圈Y004和Y010通电,电磁铁1YA和5YA通电,液压机主缸滑块快速下行,下行过程中碰到行程开关2S,使线圈Y010断电,电磁铁5YA断电,此时主缸上腔只由液压泵单独供油,从而实现慢速加压,完成压制过程;压制完成后主缸碰击行程开关3S,线圈Y004断电,实现保压过程;按下主缸上行按钮X004,线圈Y005通电,使电磁铁2YA通电,主缸回程,当主缸回程过程碰及行程开关1S,使线圈Y005断电,主缸原位停止;按下顶出缸上行按钮X010,线圈Y006通电,线圈Y007断电,使电磁铁3YA通电则顶出缸顶出制件;按下顶出缸下行按钮X011,线圈Y007通电,线圈Y006断电,顶出缸回到原位,一个手动工作循环完成。
2.2 自动模式
自动模式参照图2和图4梯形图,系统上电后,切换为自动模式,按下自动开始按钮时,控制泵电机启动带动液压泵给液压系统提供控制油,时间继电器T10开始计时,到达时间后,异步电机通电Y—△启动,带动主泵给液压系统供油;时间继电器T11开始计时,时间到达后,线圈Y004和Y010通电,电磁铁1YA和5YA通电,液压机主缸滑块快速下行,下行过程中碰到行程开关2S,使线圈Y010断电,电磁铁5YA断电,此时主缸上腔只由液压泵单独供油,从而实现慢速加压,完成压制过程;压制完成后主缸碰及行程开关3S,线圈Y004断电,液压泵油回油箱,实现保压过程;时间继电器T12开始计时,时间到达后,线圈Y005通电,使电磁铁2YA通电,主缸回程,当主缸回程过程中碰及行程开关1S,使线圈Y005断电,主缸原位停止;辅助继电器M0动作,线圈Y006通电,使电磁铁3YA通电则顶出缸顶出制件,至触及顶出缸上限位开关3S时,电磁铁3YA断电,时间继电器T13开始计时,时间到达后,线圈Y007通电,电磁铁4YA通电,顶出缸退回;按下停止按钮X002,线圈Y000到Y010复位,一个自动工作循环完成。
3 结论
Y32-315型液压机液压控制系统采用PLC技术开发,具有开发简单、可靠性好、控制精度高以及维修检测方便等优点。对该系统进行了调试,初步运行,基本实现设计功能。为Y32-315型液压机在实际应用中的控制系统设计提供一定借鉴。
[1]孙凤勤,阎亚林.冲压与塑压成型设备[M].北京:高等教育出版社,2003.
[2]吴怀超,余云流.YB32-200四柱万能液压机PLC控制系统的开发[J].液压与气动,2011,(2):56-58.
〔编辑 凌瑞〕
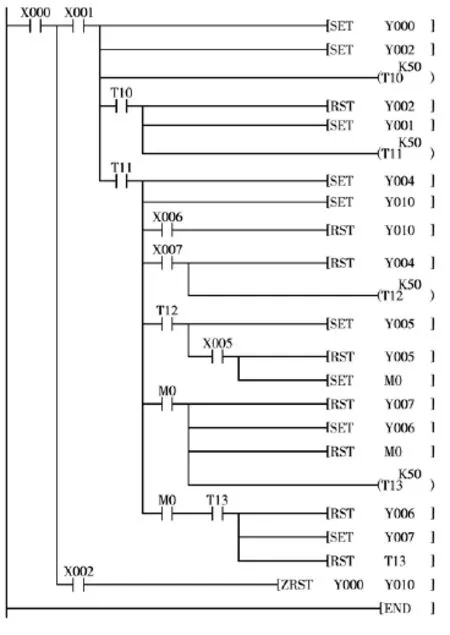
图4 自动模式梯形图
10.16621/j.cnki.issn1001-0599.2017.02.35
TH137
B
