C5225立式车床数控化改造
2017-04-13张朝阳晏晓峰郭杰许渊耿玲申明付
张朝阳,晏晓峰,郭杰,许渊,耿玲,申明付
(1.洛阳中重设备工程工具有限责任公司,河南洛阳471000 2.中信重工机械股份有限公司,河南洛阳471000)
C5225立式车床数控化改造
张朝阳1,晏晓峰1,郭杰1,许渊2,耿玲2,申明付2
(1.洛阳中重设备工程工具有限责任公司,河南洛阳471000 2.中信重工机械股份有限公司,河南洛阳471000)
C5225立式车床在保留右刀架机械结构和手动操作功能不变的基础上,用SINUMERIK 828D数控系统和S120驱动系统完成对左刀架进给轴的半闭环控制,使其能够联动,完成复杂零件的加工。
C5225;SINUMERIK828D;S120驱动系统;数控改造
1 C5225立式车床概况
C5225立式车床自1973年出厂至今,已使用近40多年。随着市场和产品的变化,C5225立车的功能已不能满足公司要求。主要表现:机床精度较差,机床使用期间从未进行过大修,只能完成产品的粗加工工序;机床的加工范围小,刀架系统的进给轴只能互相切换,不能联动,无法完成具有复杂曲面零件的加工;机床故障率高,机床一直处于超负荷运转状态,电控系统故障频繁,维修困难,造成机床长时间停机维修,严重影响生产效率;机床的适应性差,对不同零件的加工,需要先设计工装刀具设备,增加了生产成本。
2 C5225立式车床改造要求
为满足公司的生产需求,加工具有复杂曲面的产品,改后造的C5225立车必须达到6项要求。
(1)更换电气控制系统,全面提高机床性能和稳定性。
(2)实现刀架两个进给轴的联动,使其具备直线插补和圆弧插补的功能,满足公司的加工需求。
(3)利用数控系统的模拟主轴功能,在NC系统中通过编程控制机床主轴。
(4)保留一个刀架用于常规加工或者备用。
(5)降低设备故障率,便于维护管理。
(6)增加Mini手持单元,使得对刀操作更加方便。
3 C5225立式车床数控化改造方案
20接口,又从MCP483的X21接口连到PP72/48 D PN模块的Port接口,这样828D PPU就可以和MCP、PP模块进行通信。
根据C5225立式车床的情况和改造要求,提出改造方案。保留右刀架的机械结构和手动操作功能不变,用SINUMERIK 828D数控系统对左刀架的两个进给轴进行半闭环控制,使其可以进行联动,并且增加变频器实现主轴安全可靠的控制。
3.1 左刀架控制部分
将C5225立式车床左刀架的走刀箱拆除,各轴采用电机通过行星减速器与丝杠直连的方式进行设计,并更换新的滚珠丝杠。数控系统采用SINUMERIK 828D,左刀架Z轴和X轴进给伺服驱动系统采用SINAMICS S120驱动系统和1FK7系列交流伺服电机。数控系统和驱动系统的产品见表1。
数控系统SINUMERIK 828D不仅需要和MCP模块、PP72/ 48D PN模块通信,还需要和S120驱动系统连接起来,连接方式见图1。通信线从828D的Profinet接口PN1连到MCP483的X
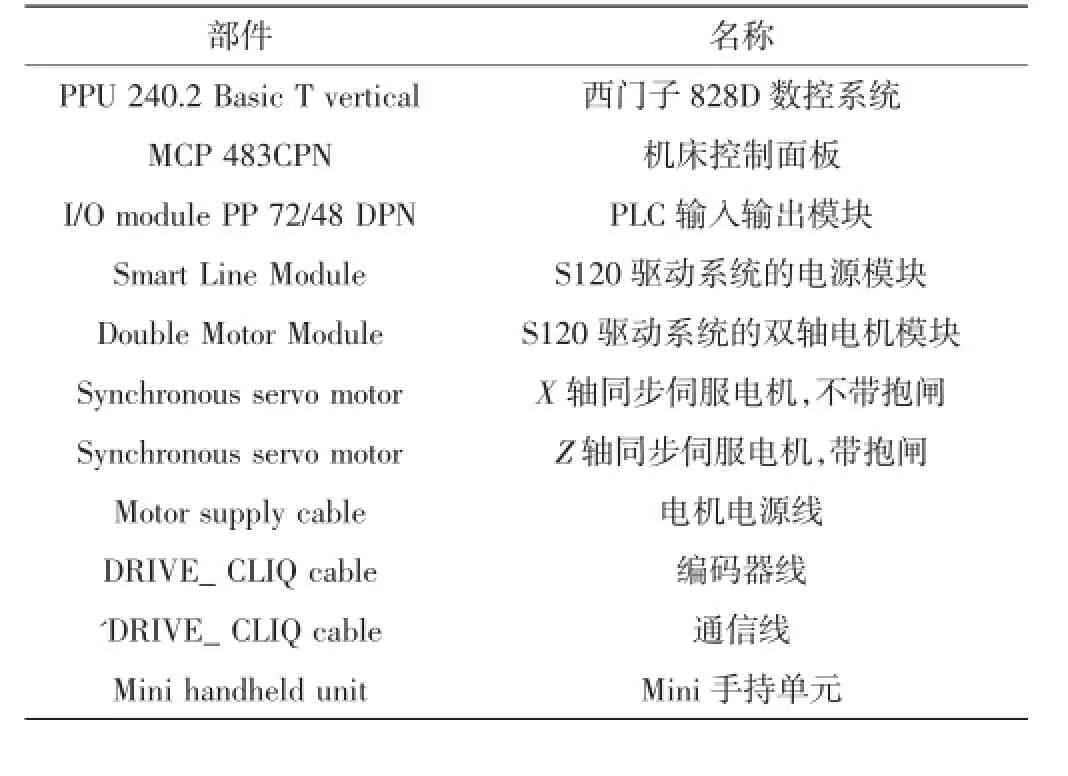
表1 数控系统的组成部件
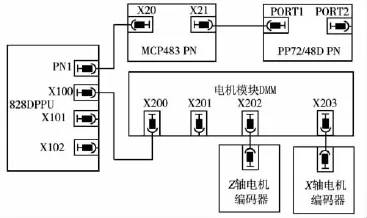
图1 SINUMERIK 828D的拓扑结构图
10 kW的电源模块SLM是没有DRIVE_CLIQ接口的,所以828D与S120的连接是从PPU的X100接口直接到DMM的X 200接口,Z轴和X轴电机内置的编码器连接到DMM的X202、X203接口(图1)。
3.2 主轴控制部分
C5225立式车床的原主电机为三相交流电机,启动方式为星/三角启动,制动方式为能耗制动。工作台共有16挡,通过机械齿轮传动进行变挡,而且主轴的操作集成在悬挂面板上。为了使主轴的控制更加方便快捷、安全可靠,增加变频器控制主轴,并且将机械挡位变为4挡,通过变频器实现主轴在挡位上的无极调速。主轴的操作既可以在悬挂面板上,也可以在MCP面板上。
SINUMERIK 828D数控系统还提供了模拟主轴的功能,即不仅可以手动控制主轴,还可以在NC系统中通过编程指令控制主轴。在手动模式下,可以通过悬挂面板和MCP面板来控制主轴的正转、反转、加速、减速、正点、反点和停止。主轴变挡按钮是在MCP面板上。在编程模式下,可以通过变挡指令和运动指令来实现主轴的变挡控制和运动控制。828D还提供了主轴挡位显示功能,无论是手动变挡还是编程变挡,都可以在HMI上显示目前主轴所在的挡位。
C5225立式车床主轴的变频器连接见图2。L1为输入交流电抗器。可以防止电网高压输入而损坏整流部分元器件。S1-S8是开关量输入端子,通过功能码设置S1-S8的功能来控制主轴的运动。AI1与GND为模拟量输入接口,与828D PPU的X252. 1和X252.2脚连接起来,可以实现模拟主轴功能。RO1和RO2为继电器输出点,连接两个中间继电器,通过功能码设置中间继电器指示为变频器准备好与变频器过载报警。
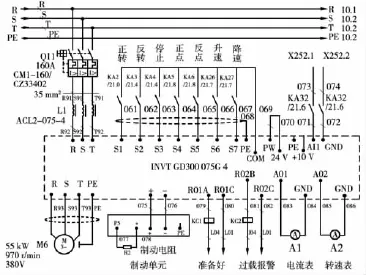
图2 C5225立式车床主轴变频器的连接示意
4 C5225立式车床的调试
机床通电调试之前,要检查DC 24 V回路有无短路,驱动器进线电源模块与电机模块的直流母线连接是否可靠,DRIVE CLiQ电缆和PROFINET电缆连接是否正确。一切正常之后,机床方可通电。
4.1 驱动系统的调试
828D数控系统上电之后,首先要进行系统的初始设定。在确保PLC控制程序所有的安全功能全部准确无误后,开始调试驱动。驱动的调试包括配置驱动和分配轴:在HMI上通过MENU→调试→驱动系统→驱动设备进入驱动配置界面,按“确认”键开始配置驱动;必须用Startup-tool软件来进行轴分配,打开Startup-tool软件,点击“Drive system”→“Drives”,按照提示就可以完成轴的分配。分配轴的过程中一定要注意各个轴的配置选择,正确选择各个轴的电机是否带抱闸。
4.2 系统的轴控制使能链
系统的轴控制使能链就是指系统各部分上电顺序的先后。SINUMERIK 828D和S120驱动系统上电的第一步是给电源模块加EP使能,即电源模块SLM上的X21.3给入24 V。间隔100 ms后,可以加OFF1使能,即PPU的X122.1给入24 V。OFF1使能加上后,可以加OFF3使能,即PPU的X122.2给入24 V;加OFF3的同时可以给各轴加脉冲使能和控制使能,即PLC接口地址DB380x.DBX4001.7和DB380x.DBx2.1=1。
按下急停开关时,首先应该断掉OFF3,待所有轴出现静止信号(PLC:DB390x.DBX1.4)时,可以同时断开OFF1、脉冲使能和控制使能,OFF1断开后延时100ms断开EP使能。可以通过828D PPU上的按键“MENU”→“诊断”→“〉”→“轴诊断”来查看系统各部分的使能是否已加上。
4.3 机床参数的设置
驱动配置之后,还有一些与机械相关的机床数据需要自行设定。只有设定这些参数之后,才可以在NC系统中控制左刀架的进给轴和主轴。需自行设定的参数见表2。
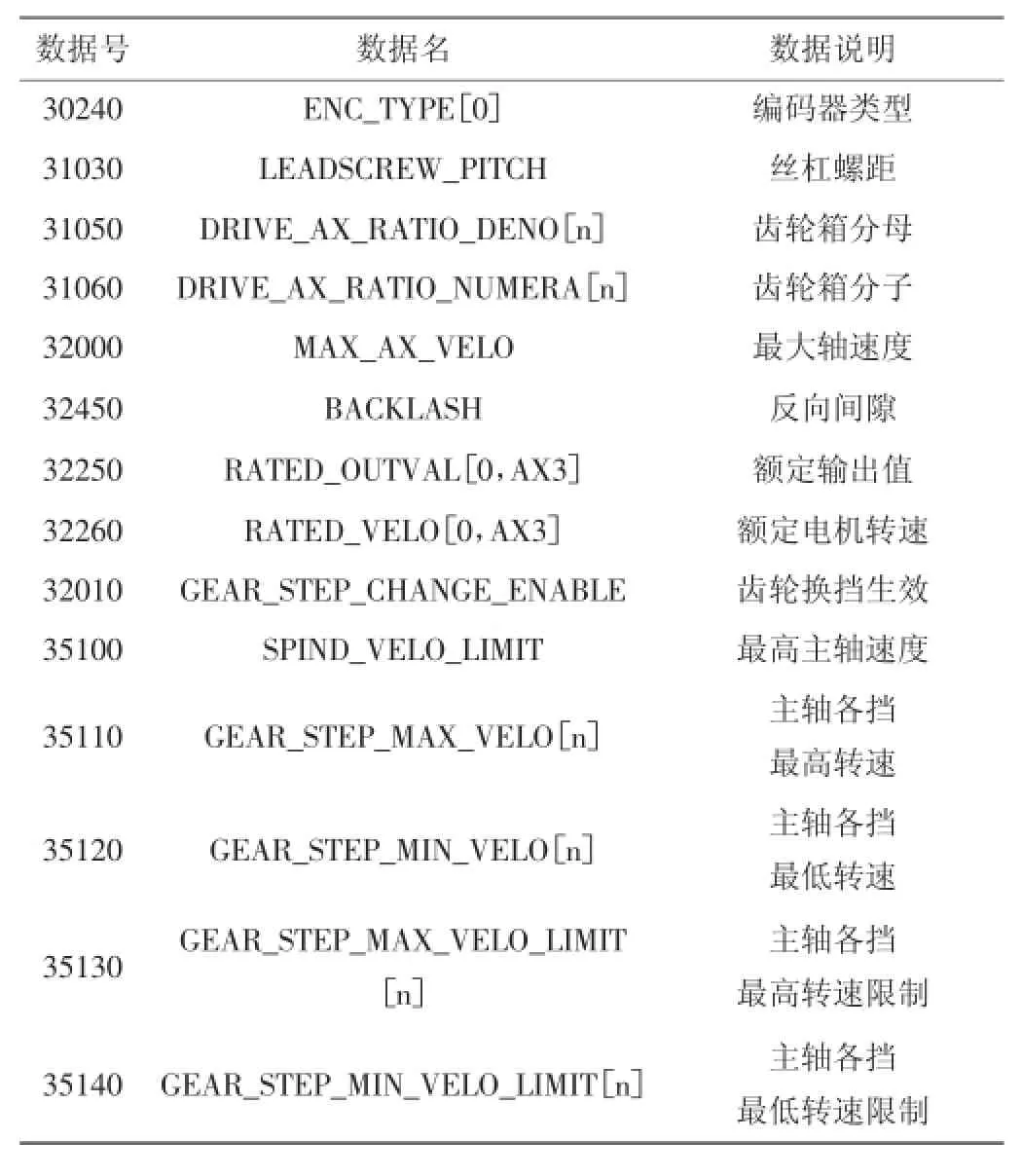
表2 自行设定的机床参数
4.4 PLC程序的调试
C5225立式车床的输入输出模块是采用西门子的PP72/ 48D PN模块,该模块提供72个输入点和48个输出点。C5225立式车床左刀架的运动是由数控系统控制的,无需PLC编程控制。而MCP面板、急停、手持单元的程序都是从828D子程序库中调用。油泵电机、横梁电机、右刀架快速电机、进给电机、主电机的控制程序以及报警文本程序需自己编制。
5 改造效果
C5225立式车床改造之后,电气控制系统运转正常,左刀架的Z轴和X轴可以联动,可以加工球面瓦等类似的工件,而且电控系统稳定,无故障发生,可以实现9项功能,达到了数控化改造的预期目标。
(1)左刀架的进给轴X轴和Z轴可以实现联动,具备直线插补和圆弧插补的功能,可以加工具有复杂曲面的零件。
(2)可以用Mini手持单元控制左刀架的进给轴,使得操作者手动操作更加灵活,对刀变得更加容易。
(3)保留了右刀架的功能,可以作为常规加工使用或备用。
(4)增加变频器控制主轴,使得主轴的控制更加安全可靠,而且可以实现主轴在挡位上的无极调速。
(5)主轴的操作更加方便,既可以在悬挂面板操作,也可以在MCP面板上操作。
(6)可以在HMI上看到主轴的挡位显示。
(7)增加了模拟主轴的功能,可以通过编程指令实现主轴的自动换挡和运动控制。
(8)在HMI上创建了报警文本,可以方便快速的发现机床故障,缩短了故障排除时间。
(9)在机床左刀架安装精密行程开关,使机床运行更加安全可靠。
〔编辑 利文〕
TH17
B
10.16621/j.cnki.issn.1001-0599.2017.02.34
