信息化建设提升现场管理绩效
——全国“五星级现场管理”上海华虹宏力案例介绍
2017-04-05◆张坚/文
◆张 坚/ 文
信息化建设提升现场管理绩效
——全国“五星级现场管理”上海华虹宏力案例介绍
◆张 坚/ 文
上海华虹宏力半导体制造有限公司,是世界领先的8英寸纯晶圆代工厂,拥有3条8英寸集成电路生产线,每月产能达到14.3万片。华虹宏力的工艺技术覆盖从1微米至90纳米各节点,在标准逻辑、嵌入式非易失性存储器、电源管理、功率器件、射频、模拟和混合信号等领域形成了具有竞争力的先进工艺平台。
华虹宏力先后通过了ISO9001质量管理体系、ISO14001环境管理体系、OHSAS18001职业健康安全管理体系、ISO27001信息安全管理体系、ISO/TS16949汽车业管理体系、QC080000有害物质过程管理体系认证,获得Sony Green Partner证书,并获得由APQO(亚太质量组织)授予的全球卓越绩效奖最高级别World Class奖项。
华虹宏力的产品品质和高信息安全性,与华虹宏力通过不断升级优化信息化平台功能,推动生产控制集成系统更加严谨分不开。获得2016年全国“五星级现场管理”称号的华虹宏力二厂生产线充分说明了这一点。
一、信息化渗透每个生产控制环节
华虹宏力的整个生产控制集成系统,从功能分类上分为生产计划、设备管理、安全管理、人员管理、文件管理以及物料管理系统六个部分。在系统分类上,信息化平台由控制设备自动化运转的EAP系统、生产制造执行系统MES、数据分析整合编制生产报表的Cimpress系统和相关的子系统平台组成。各个系统环环相扣,紧密连接,实时采集“人机料法环”各要素所产生的相关数据,并配备相关的工程技术人员(图1)。
1.拥有强大的控制集成系统
生产线配置了强大的IT硬件和软件,使得数据的收集处理得心应手。在硬件方面,配备了15台服务器,29台PC Server服务器。在数据库方面,生产线上拥有Promis、SemiSuite、ODS报表、EDC工程数据、CIMDB外联、ARC归档数据查询等数据库。在工厂内,配置有2台CIM专用网络核心交换机,以及15台1000Mbps网络交换机,强大的网络配置使得数据交换的速度高效便捷(图2)。
据统计,生产线上平均每分钟产生数据量25G,数据总量相当于500本辞海的容量。大数据处理有严密的路径和备份流程,从而高效有序地完成数据的收集整理及分析!
2.有预测能力的PPS生产计划系统

图1

图2
产品按期交货OTDO是满足客户需求的重要指标,生产线的制品出货计划尤为重要。根据客户的需求结合实际生产能力,通过生产计划系统,优化产品投入,制定出对应的月生产计划制定周作业计划、在线制品数、每日进步数,再通过系统分解出现场重点设备需要每日完成的作业指标。该系统可以预测未来一个月产品的出货情况,根据时间和客户以及产品种类生成不同的分析报表。
3.包含6大子系统的设备管理系统
华虹宏力通过设备运行监控系统对设备作业情况进行实时监控,根据周和日生产计划确定当日重点设备,进行工事作业和维护的合理安排。通过产品优先级调整系统实时进行等级调整,通过PUSH排程,提高作业效率。当客户产品有紧急需求时,配有特殊产品跟踪系统进行进度管控。通过该系统,可以保证产品在生产线的正常流通,相同产品的DPML在同行业也属于领先水平,生产线的按期交货率始终保证在98%以上。
华虹宏力的设备管理系统包含6大子系统,通过各子系统的不同功能来支持设备管理运营全过程。
(1)Chart Board(预警系统):支持日常点检数据的控制。对每台设备设定日常点检频度、点检项目以及控制规格。当点检数据、项目不符合规格时自动关闭设备作业,发出警报。对数据进行分类整理和趋势预警自动计算指标结果,设备点检参数在测定后被判定为超规格时,每笔超规格会自动统计。
(2)Equipment Constraint System(ECS设备限制系统):是设备及设备腔体条件限制系统,负责设备条件限制,与EAP系统连接,实时监控设备、工艺腔室的加工作业情况。
(3)Internal E-RunCard(电子签核系统):对制品异常、分批等操作实现在线操作。节约了人力资源,无需人为管控,制定程序站点可自动跑货,同时电子档可保留处置履历,方便查询分析。使用在跨厂区的作业中,使不同命名规则下的条件能够统一有效的进行识别和管理!
(4)PM M S(设备维护系统):是支持设备定期维护保养管理的系统。根据设置信息提前通知相关责任人对设备安排保养作业,超过时间未做保养的会自动禁止该设备进行制品加工并发出警报提醒,保障了设备保养的时效,对制品的良率起到了监控作用。
(5)EQP Alarm(设备报警系统):当设备报警时,系统根据用户设置的各类预警信息,对设备运行时产生的预警信息进行统计分类处理,并且提醒相关人员,由此提高对设备各类状况的深度把握,提前对设备做出非计划性和非预见性的设备保养,降低设备故障率,提高产品的稳定性。
(6)Trouble System系统:对设备故障发生的原因和修复过程以及对制品的影响进行监控记录,通过对设备故障以及后续维修记录的统计分析实现对设备故障的管理提升。
除了上述6大子系统以外,华虹宏力还拥有Knowledge Management System(知识管理系统)。工程技术人员会定期将设备修理和维护过程中的新发现,频发故障的原因调查,设备部品失效分析,零部件的更换工艺和校准手法,新型部品或新增供应商的评价数据等经验以文档形式上传至该系统。文件也可在授权范围内水平展开到其他的工厂,实现资源共享。这也为公司多个FMEA项目的推进提供了基础。
4.人员管理系统
华虹宏力的人员管理系统主要在“电子化考核”和“人均作业效率管理”这两大块。
1、电子化考核:在线培训考核系统通过电子化考核避免人为考核标准变动,考核成绩与设备操作权限的联动确保上机操作权限控制。电子考核系统通过大量题库以随机抽取方式进行电子化考核,并通过考核成绩与所有设备操作权限连锁,让只有通过考核的人员才有权限操作现场设备并进行作业。所有设备都会先从系统中确认操作人员权限才接受该工号发出的操作指令进行工作。电子考核系统从第一次考核记录开始,定期重复提交该员工的考核需求,如果没按时参加再考核,过期后系统自动关闭现场设备操作权限,考核不通过需在48小时内进行重新测定,离岗6个月以上的员工操作设备需重新进行考核。以此确保现场人员作业资质安全有效。
2、人均作业效率管理:华虹宏力有整条生产线每个职能班组人员的作业量统计,并使用E f f i c i e n c y核算公式(Efficiency=Active WPH/ Standard WPH=Actual Prod Move * (1-Rework Rate)/ Uptime/∑(Daily Prod Move by Recipe * IE specified WPH)/ Actual Prod Move)精准统计每个员工的人均作业效率,以此确保生产线上的人员配备充足。
5.DCC文件管理系统
依据华虹宏力文书管理规程和DCC文件管理系统对公司所有文书实现在线管理,使管理步骤明确化、使信息传递更顺畅。文书作成人通过DCC文件管理系统上传和审核,并选择对应的上级主管进行查阅承认,审核通过后发行。标准作业指导书的各个管理环节都有相关人员负责实施(包括作成人、审批人、文书控制人等)。通过该系统每个岗位的文书回览记录在线管理,不同岗位设定不同的文书阅览权限,每台设备配备一对一的设备操作指导书和作业条件表,所有文书定期更新,到期的废版文书会自动提醒部门文书管理员处置。
6.物料管理系统和STOCKER自动搬送系统
生产线的原材料管控通过物料管理系统来实现。做到从领用、配送、放置、使用都有据可循。例如硅片的领用流程,由制造部内生产计划组给出相关基片信息,物料管理组会根据对应品名到系统内开领料单,在仓库确认后台相关信息都正确后发放基片。系统采用FIFO先入先出的原则管理物料,实现原材料的时效管控。生产线上还配备了拥有5个STOCKER的自动搬送系统,可容纳的制品容量为1240个单位,所有搬送系统里的制品可随时调取和放置,并通过搬送通道进行运输,提高了制品搬送的效率,降低了搬送风险,确保制品安全。
7.安全管理系统
考虑到集成电路生产线是使用特殊气体和化学品比较集中的场所,因此安全管理非常重要。为此,工厂配备了大量的气体检测装置和烟感检测装置等安全技防装备,通过安全智能集中管理系统,可以早期发现灾害点以利于应急抢险队伍及时有效的采取对应处置。有机化学品的设备也都配置了自动化智能灭火系统,如果发生异常,系统将自动中止设备运行,启动灭火动作,确保生产线的安全运行。
二、信息化贯穿整个品质管理网络
华虹宏力建立了各类功能紧密配合的信息化管控质量的网络(图3)。
(1)AIT在线缺陷监控系统
在线缺陷监控系统分为监测和管控两个方面:一是通过在产品工艺流程中的关键步骤增加缺陷监测步骤,从而发现产品生产过程中的突发缺陷和慢性缺陷。二是对检测出来的缺陷进行分析及管控。日常工作中,缺陷监测设备将监测到的缺陷信息汇总到强大的缺陷管理系统(Defect Data Management System)中,良率工程师可以借助系统中缺陷的光学影像、电子影像、成分以及晶圆上缺陷分布情况等信息来分析缺陷产生的原因,从而大大缩短缺陷分析的时间。当有了分析结果良率工程师还会及时和各工艺部门合作改善缺陷,达到缺陷控管的目的,避免后续产品发生相同的缺陷问题,进而提高产品质量。
(2)SPC管理系统
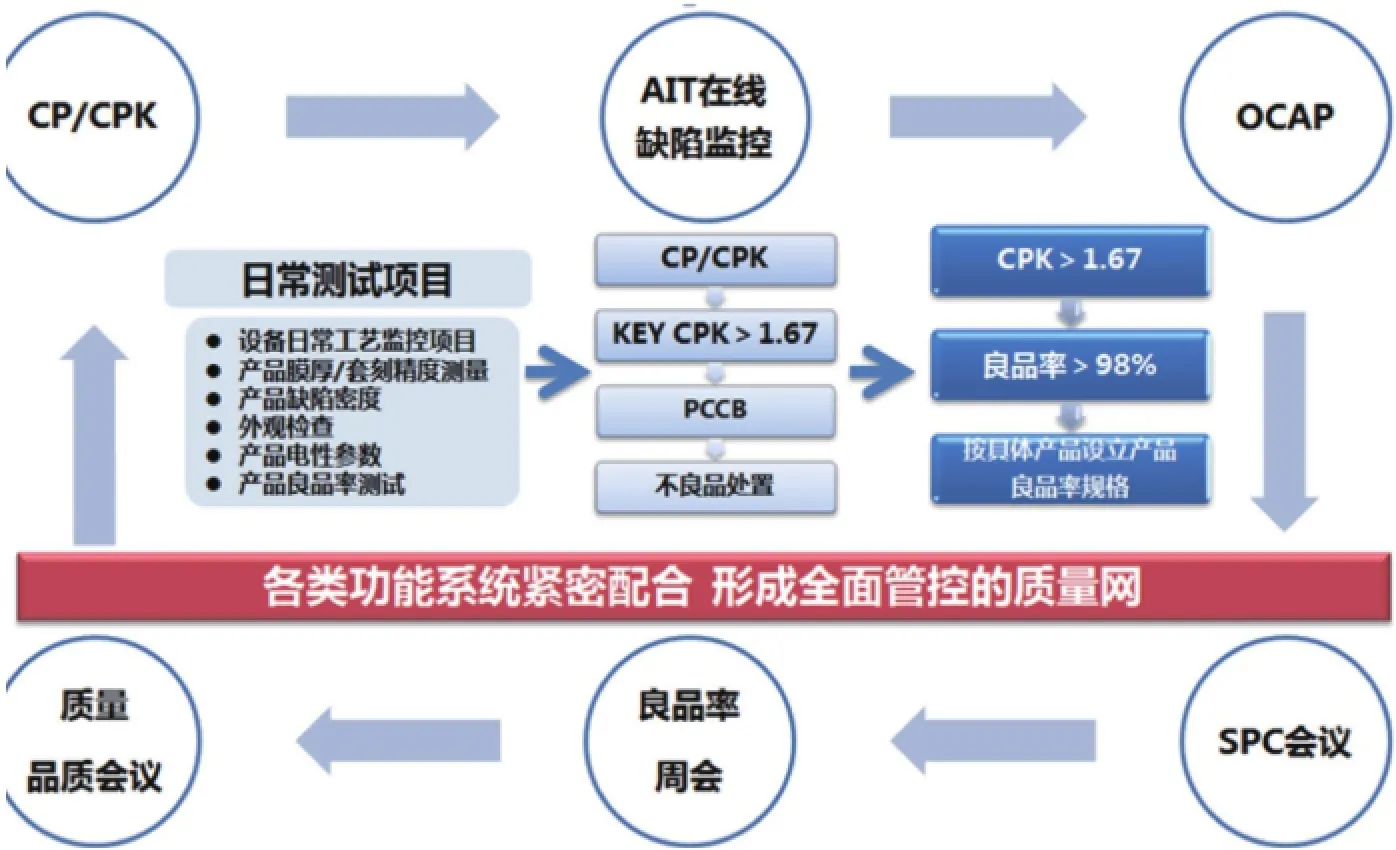
图3
系统按照工艺工程师对每台设备的关键工艺参数设定的检测频度进行数据处理。在有效作业时间内,当检测数据正常时,设备继续制品作业;当检测数据超出管理规格和技术规格时,系统立即自动停止正在作业运行的设备,切换设备状态,并短信通知设备和工艺工程师,检验设备的运行状态。当到达有效作业时间点时如果没有新的检测数据输入系统,系统自动关闭制品作业,并且发出警报。当检测数据发生倾向性波动异常时,系统能够及时将异常数据短信告知该设备和工艺工程师,提醒相关人员进行检验。
(3)CP/CPK监控系统
CPK工程能力是Complex Process Capability index的缩写,是现代企业用于衡量生产制程达成客户要求规格之能力,衡量工程能力的稳定与可靠性的指标。制成能力是过程性能允许的最大变化范围与过程的正常偏差的比值,CPK越大表示品质越佳。华虹宏力二厂所有项目的CPK都必须达到1.33以上。现场所有的CPK数据都由系统自动收集数据,采集的数据进行分类整理,对运行趋势预警,自动计算。系统可自动进行运算,实时分类整理,对数据趋势进行预警,监控超规格的设备和工序。
(4)PCCB过程变更系统
PCCB:过程变更控制委员会,(Process Change Control B o a r d)。包括EC C P:工程变更计划(Engineering Change Certification Plan)、STR:特殊实验要求(Special Test Request)、T E C N:短期工程变更通知(Temporary Engineering Change Notice)和ECN:工程变更通知(Engineering Change Notice)。通过申请需求,确认核准,评审通过后进入风险评价阶段,得到终端客户的认证方可变更条件,确保产品的良率提升客户的满意度相结合,全面把握工程条件变更控制各个环节。
三、回顾以及展望
华虹宏力根据各相关方的需求推动了各功能块的信息化建设,并且坚持系统的开放性以利于后期的持续改善。在这些信息系统的有效运行后,推动了现场的管理水平,使得二厂生产线的相关生产指标取得了很大的进步。华虹宏力二厂的产品合格率、按期交货率、每层光刻进步度、每层光刻平均成本等处于业界的领先地位,获得了国内外客户的肯定和信赖。二厂生产线先后荣获了“青年文明号”“工人先锋号”、上海市“五星级现场管理”等荣誉,并荣获2016年全国“五星级现场管理”的光荣称号!
华虹宏力二厂生产线的努力方向是依托现有的强大信息化平台不断完善优化,做强“特色化”工艺,打造高端的功率半导体器件,构建一个信息化和工业化深度融合,持续提升现场管理水平和产品质量,致力成为“中国制造2025”宏伟计划的智能工厂。
(作者单位:上海华虹宏力半导体制造有限公司)
