中、大型轧花机棉子梳的有限元分析与改进设计
2017-03-27史书伟刘妍妍王泽武
史书伟+刘妍妍+王泽武


摘要:棉子梳是轧花机中有效控制毛头率的部件,中、大型轧花机的棉子梳较长,在棉子卷压力和子棉卷转动对棉子梳所产生的切向力作用下,中间部分一段长度范围变形较大,导致轧花机整个幅宽方向毛头率不一致,不但损失了衣分,而且直接影响了皮棉质量。针对上述问题,利用ANSYS Workbench有限元分析软件对棉子梳进行静力学分析,通过建模、加载、计算及后处理,获得棉子梳的变形分布情况,经与实际轧花过程中的棉子梳变形结果比对是一致的。基于此对棉子梳提出改进方案,并通过试验对比分析改进前后的毛头率。结果表明,改进后的棉子梳有效解决了大、中型轧花机的毛头率不一致问题。
关键词:轧花机;棉子梳;毛头率;有限元分析;静力学分析
中图分类号:TS112.1+1.2+5:O316 文献标识码:A 文章编号:0439-8114(2017)02-0344-0
子棉经轧花后,棉子上仍残留有手扯长度在12 mm以上的成束纤维称为毛头,棉子毛头质量与试样质量的百分比称为毛头率[1]。衣分是从子棉上通过轧花机剥取下来的长纤维数量,衣分率是单位重量的子棉通过轧花机剥取下来的长纤维重量与子棉重量之比,一般用百分率表示。毛头率的大小对皮棉的使用价值和加工质量影响极大,从而直接或间接地影响皮棉质量。毛头率过大,轧花衣分亏损增加,降低了子棉收购价格,损害了广大棉农的利益,重创了棉农植棉的积极性,增加了企业加工成本,直接影响到加工企业的经济效益;毛头率过小[2],轧花衣分亏损减小。由于追求过小的毛头率,导致加工时子棉栅位置高,子棉卷过紧,锯片转速加快,造成排子不畅等现象,降低了皮棉的质量,影响到皮棉的使用价值。棉子梳是轧花机中有效控制毛头率的部件,中、大型轧花机由于幅宽较长,控制毛头率的棉子梳在子棉卷压力下常常变形,使整个幅宽方向上的毛头率不一致,一般是两头小,中间较大。因此为了有效控制中、大型轧花机的毛头率,进而提高皮棉的加工质量[3],有必要对中、大型轧花机的棉子梳进行改进。有限元分析对于缩短产品设计周期、提高设计品质、改善设计性能、节约设计成本等方面具有重要的作用[4]。ANSYS Workbench是有限元分析软件中新一代CAE分析环境和应用平台,在使用过程中,分析人员始终面对同一个界面,无需程序间频繁切换,各类研发数据在此平台上交换与共享[5],所有研发工具均是这些环境的后台技术。试验借助ANSYS Workbench分析软件对现有的棉子梳进行结构静力学分析,根据分析结果提出新的合理的棉子梳改进方案,并对试验改进前后的毛头率结果进行比较,进而为棉子梳的设计提供可靠的理论依据。
1 轧花过程及棉子梳在轧花过程中的作用
轧花是通过轧花機将子棉上的棉纤维和棉子分离的作业,其工作箱结构见图1。在轧花过程里,子棉经轧花机的喂棉罗拉夹持喂给,经过再次的提净处理后由淌棉板进入前箱,由拨子辊(2)将子棉拨向阻壳肋条排(3),子棉被凸出阻壳肋条排的锯片(11)拉入由抱合板(6)、胸板(8)、弧板(9)构成的工作箱形成转动的棉子卷(7)。锯片(11)勾拉推动棉子卷(7)转动,在轧花肋条排(10)的工作点处,锯齿钩拉子棉纤维进入肋条间隙,由于肋条间隙远小于棉子腰径,棉子被肋条排(10)挡在工作箱内,纤维被锯齿钩拉通过肋条间隙完成棉子与纤维的分离,分离后的纤维随锯齿转动,与排杂刀(13)作用,初步排除部分杂质,杂质由排杂板(12)排给绞笼排出轧花机。而初步清杂的纤维经毛刷辊(14)剥取,在风力作用下进入气流皮棉清理阶段。在轧花过程中,棉子卷(7)的密度是不同的,在阻壳肋条排(3)的工作点处密度最大。在棉子梳(5)处的密度最小。当棉子卷[6]每次转动到棉子梳(5)处,汇合新进入的子棉,子棉被多次钩拉掉大部分纤维时,棉子(1)被推向棉子卷芯部,在锯片旋转抖动下,将棉子从芯部带出,从阻壳肋条排(3)、肋条排(10)和锯片(11)形成的“井”字形棉子道中排出轧花机。
棉子梳结构见图2,其是由多个直径为6 mm的等长圆钢按一定间距排在直径为25 mm的圆钢座上组成。在应用时,棉子梳与两端的棉子梳座联合使用,可以完成向锯片斜下方向的伸缩调整,也可进行自身绕轴的角度调整[7]。在其他工况不变时,棉子梳调高升平则使棉子卷趋于圆形,靠近工作点处的密度增加,棉子排出困难,从而使棉子在工作箱内逗留的时间延长,由于被锯片钩拉的次数增加,棉子上的纤维被轧掉的更多,棉子的毛头率较小;而当棉子梳向下倾斜后,棉子卷下部成锥形,密度较松散,排子较容易,棉子在工作箱内逗留的时间较短,棉子上残存的纤维较多,这时棉子的毛头率较高[8]。
2 棉子梳结构静力学分析
2.1 创建棉子梳的几何模型
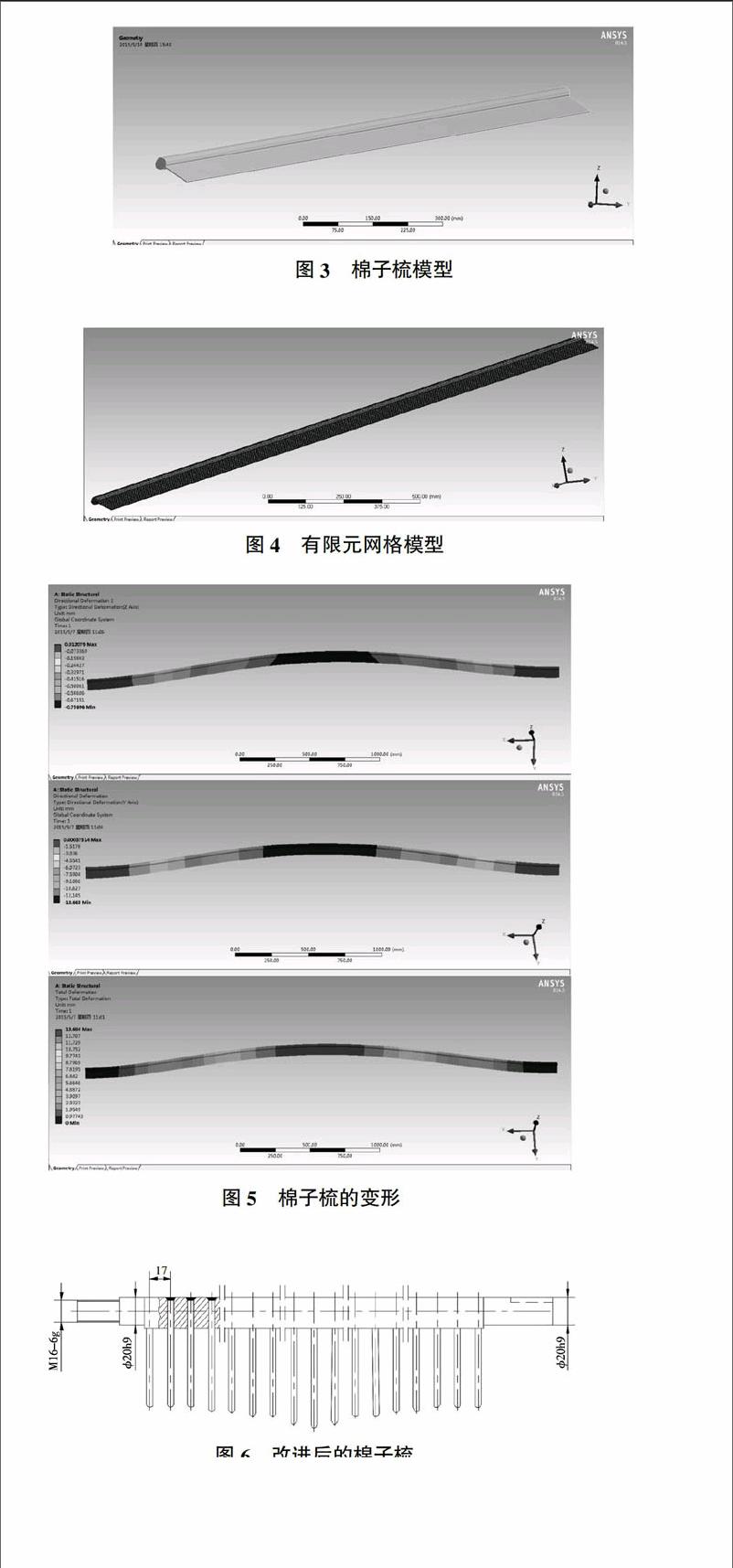
在有限元分析之前,最重要的工作就是几何建模,几何建模的好坏直接影响到计算结果的正确性[9]。在ANSYS Workbench中建立模型有两种方法,一是利用ANSYS Workbench自带的几何建模工具Design Modeler进行几何建模;二是将Design Modeler模块直接导入在专业CAD中建立的模型。试验对棉子梳的建模采用的是第二种,先在CATIA中完成模型的建立,再在Design Modeler模块直接导入。由于建立的是有限元分析模型,因此建立模型时,在不影响求解精度的前提下,适当简化模型,可以节省计算时间。如以MY199型轧花机为例建立其棉子梳的模型时,就将一定间距的直径为6 mm的等长圆钢简化为厚度为3 mm钢板,具体见图3。
2.2 网格划分
几何建模完成后,就是对几何模型进行网格划分,Workbench对网格划分的工具有两个,一个是集成在Workbench上的自动网格划分工具Meshing网格划分平台,另一个是高级专业几何网格划分工具ICEM CFD网格划分平台。试验在对棉子梳进行划分有限元网格单元时,就是利用Meshing网格划分平台,考虑棉子梳的结构和尺寸,根据网格划分的原则,选择四面体网格划分法,划分后的有限元网格模型如图4所示。划分时所选的网格边长(Element Size)为5 mm,这样即保证了分析精度,也能节省计算时间。通过计算,共划分164 055个节点和29 920个单元。
2.3 施加载荷与约束
作用在棉子梳上的力主要有棉子卷的压力(F1)和棉子卷转动对棉子梳所产生的切向力(F2)。棉子梳是固定在两端的棉子梳座上的,因此在其两端添加固定约束。设定大型轧花机的幅宽3 400 mm,工作箱正常工作时棉子卷重量为95 kg,棉子卷转速4 m/s。经计算,F1=320 N,F2=5 840 N。由此,在棉子梳上分别添加力载荷F1、F2。
2.4 静力学分析结果
ANSYS workbench求解结果见图5,为棉子梳的变形图。由图5可见,在棉子梳中段中点处变形最大,达到了13.722 mm。棉子梳的变形使其和棉子卷接触、受力产生两端不一致,也使棉子卷中部较松,容易导致棉子的排出,产生了两端与中间一段长度的毛头率不一致的现象。
3 棉子梳的改进设计
改进思路:把棉子梳的梳齿有意识的加长,使其能抵抗变形后的误差,有效托持棉子卷,达到使整个幅宽方向上毛头率的均匀一致。
改进方法是:由于棉子梳中间变形最大为13.7 mm,故取整数,将中间的梳齿加长15 mm,向两边逐渐减短,减到原长停止,从而使整个梳齿呈“山”形(图6)。
4 结果与分析
试验条件主要有大型轧花机幅宽3 440 mm、主轴运行频率40 Hz、一级子棉、子棉回潮8%、最大称量100 g(精度0.01 g)天平、长度标尺、盛子方盒[10]。在排子板幅宽方向均匀等分11个点,在此11个点每点接等量毛棉子,由专业棉花质检人员检测毛头率,改进前和改进后的结果见表1。由表1可知,试验结果与软件分析结果高度一致,由于中部6号点变形最大,在此点收集的毛头率检测结果也是最大的,远远超出了行业0.4%的标准。从试验结果来看,改进后的棉子梳其毛头率在整个幅宽长度上均匀一致,完全达到要求。但改进的棉子梳每個梳齿长度都不同,导致生产中件号太多,工人在摆焊时容易出错,影响了组装效率,不适合工业化生产。为此继续优化,新的棉子梳结构见图7,也就是将梳齿长度分成3组,中段部分为试验中梳齿的位置,也是实测中毛头率较大的位置,经换算,该位置梳齿所在位置长度为1 376 mm,将此长区间的梳齿长度都加长15 mm;另外将两边的梳齿长度都加长8 mm;其余的保持原来的长度。经测试,与表1所列结果非常近似。完全达到使用要求。
5 小结
试验利用CATIA建模软件和ANSYS分析软件,通过合理简化模型,在正确的加载与约束下,快速地对中、大型轧花机棉子梳进行静力学分析,并根据变形分布情况,对其结构进行改进,使结构更加完善合理,并为下一步设计打下了基础。试验用补偿变形的方式对棉子梳进行改进,并对其进行验证,结果表明,改进后的棉子梳解决了由其受力变形后毛头率不易掌握的问题,这对于提高棉花加工质量具有重要价值。
参考文献:
[1] 肖述高.棉子毛头率的定义及检验方法探讨[J].纤维标准与检验,1990(9):8-10.
[2] 孙国华,李福才.毛头率过小的危害[J].中国纤检,2005(10):43.
[3] 冯 强.提高棉花加工质量的充要条件[J].中国棉花加工,2013(2):43-45,46.
[4] 陈锡栋,杨 婕.有限元法的发展现状及应用[J].中国制造业信息化,2010,39(11):6-8,12.
[5] 马 强,梁 栋,张喜瑞.基于ANSYS Workbench的香蕉茎秆纤维提取刀片改进设计[J].农机化研究,2015(11):222-225,229.
[6] 魏 娟,高世江,夏 强.棉卷运动新解[J].中国棉花加工,2006(4):18-21
[7] 徐炳炎.棉花加工新工艺与设备[M].西安:西安地图出版社, 2000.
[8] 于慈春,于照乾.短纤维的控制与预防[J].中国纤检,2006(7):48,56.
[9] 黄志新,刘成柱.ANSYS Workbench14.0超级学习手册[M].北京:人民邮电出版社,2013.
[10] 黄允芳,周 浩.规范棉子加工质量检验[J].中国棉花加工, 2012(6):19-20.
