超声换能压电陶瓷粉体加工研究
2017-03-17蔡晓峰黄宝坤
蔡晓峰+黄宝坤

摘 要:本文通过对比不同的粉碎工艺、喷雾干燥条件和干压成形坯体质量,研究了压电陶瓷合成料的粉体制备工艺对其综合性能的影响,得到较好的压电陶瓷粉体制备技术。
关健词:粉体加工;压电陶瓷;超声换能
1 引言
压电陶瓷是电子功能陶瓷中的一大类材料,它的基本特性是能进行电能与机械能的相互转换,可制成无线电元件、电声元件、超声换能元件、引燃引爆元件等,具有十分广泛的应用领域。
常用的压电陶瓷有钛酸钡系、锆钛酸铅二元系及在二元系中添加第三种ABO3(A表示二价金属离子,B表示四价金属离子或几种离子总和为正四价)型化合物,如:Pb(Mn1/3Nb2/3)O3和Pb(Co1/3Nb2/3)O3等组成的三元系。如果在三元系统上再加入第四种或更多的化合物,可组成四元系或多元系压电陶瓷。
压电陶瓷的主要制备工序有:组成配料、预烧合成、粉体加工、成形、烧成、覆电极、极化、检测等。在压电陶瓷的生产中,每一道工序所用设备、工艺参数对最终产品质量都有很大影响。对粉体加工而言,合成料的粉碎颗粒度及其粒径分布范围对压电陶瓷产品的综合性能影响很大,通常,粉体粉碎粒径小、颗粒分布范围窄对压电陶瓷产品性能有利。
许多压电陶瓷超声换能产品,如超声波水声探测、超声波无损探伤、超声波焊接、超声波雾化等换能元件,都是采用干压成形,成形所用的压电陶瓷造粒粉体的填充性能对成形质量影响很大,理想的干压成形粉体是松装密度高、流动性好、得到的压制坯体和烧成瓷体都具有较高的体积密度。
本文针对压电陶瓷超声雾化换能器生产中的粉体加工制备这一基础环节进行研究,包括合成料的粉碎和干压粉体的造粒,以期获得良好的压电陶瓷粉体制备技术和相应产品。
2 实验条件
(1)本实验的超声换能压电陶瓷是改性的Pb(Mn1/3Nb2/3)O3—PZT三元体系,粉体的合成采用神佳SJJ—17高温箱式电炉。
(2)压电陶瓷合成料采用KR—2球磨机、YQ300振磨机和派勒PHN0.5CE砂磨机三种工艺设备进行粉碎加工。
(3)压电陶瓷粉体造粒采用大川原OPD—8T离心喷雾干燥机进行。
(4)粉体粒度和形貌检测采用欧美克LS900激光粒度分析仪、广光DV—300光学显微镜、荷兰PROX电子显微镜。
(5)粉体的松装密度、流动性采用自制装置检测,流动性用50 g粉体流出容器所用时间(s)来衡量,体积密度用阿基米德原理检测,压电陶瓷性能采用安捷伦4294A分析网络仪检测。
3 实验及结果讨论
3.1 不同粉碎设备对粉料粒径及其分布的影响
(1)实验方案
在球磨罐、振磨料斗和砂磨机料桶中分别放入3 kg压电陶瓷合成料进行粉碎加工,全部采用湿法加工,每隔一段时间取样,测其粒径及其分布,对比粉料粒径D50达到0.5 μm左右时三种设备加工所需的时间和加工后粉料的粒径分布情况。
(2)过程数据(见表1)
(3)数据分析
由实验结果可知,从粉碎效率和粒径分布来看,振磨工艺要好于球磨工艺,砂磨工艺要明显好于球磨和振磨工艺。这与粉碎所用的磨球尺寸和磨球的运动速度和能量有关。通常,磨球越小,研磨作用越大,粉碎越细,粒径分布也越窄。实验中,砂磨所用的氧化锆球径为1.5 mm(1.5 Kg),球磨和振磨所用氧化锆球径为20 mm、15 mm和8 mm混配(7.5 Kg),砂磨的研磨工作表面积要远大于球磨和振磨。砂磨时磨球运转速度为1800 rpm,振磨时磨球的振动速度为600 次/min,球磨时磨球运转速度为65 rpm。因此,砂磨工艺粉碎效率最高,粉体颗粒最细,粒径分布最窄,粉碎质量最好。
3.2 砂磨工艺对粉料粒径及其分布的影响
(1)试验方案
取粗粉碎后的压电陶瓷合成粉体,检测粗粉碎后的粉体粒度分布,记下D50,D90。
按粉 : 水=68:32的比例化浆搅拌0.5 h,过120目筛网后进行粉碎(分散剂添加量为粉体质量的0.3%);料浆循环砂磨一次需时大约5 min。
用滴管每隔5 min取3 ~ 4滴浆料进行粒度检测,记下D50,D90;(样品加20 ml水,超声分散3 min),计算出粉碎粒径变化与浆料过机循环圈数的关系。
(2)过程数据
(3)数据分析
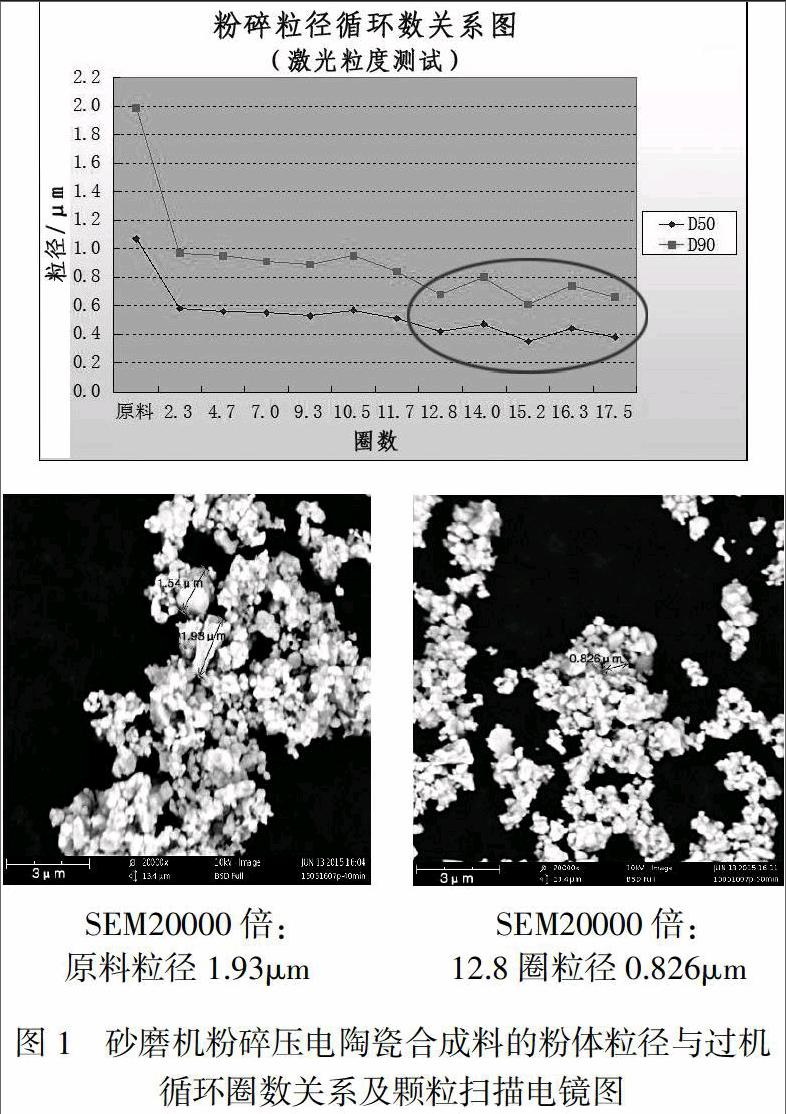
从粉碎粒径与循环圈数关系图可以看出,粉体粒径与粉碎循环圈数有关,随着循环圈数的增加,粒径不断减小,当循环圈数≥12.8圈时,D90、D50变化不再明显,呈现动态稳定。
从SEM圖片中可以看出,原料粒径接近2 μm,循环12.8圈后在0.8 μm左右波动,与激光粒度测试结果相符。
由本次试验结果可以看出,粉体粒径与粉碎循环圈数有关,在粉碎最初时粒度减小明显,当达到一定循环圈数后,颗粒细度达到极限,不再降低,因此,过度粉碎不仅增加能耗,降低产量,而且对颗粒分布带来不良影响。
3.3 喷雾干燥工艺对粉体颗粒形状、流动性和松装密度的影响
3.3.1聚乙烯醇PVA含量对造粒形貌的影响
(1)试验方案
取一定量的粉碎浆料,分别添加1.0 ~ 1.5%的PVA,PVA含量=PVA固体/(浆料+PVA溶液);浆料固含量为65%,浆料固含量 = 干粉/(干粉+纯水);喷雾干燥造粒条件:进风口温度230℃;出风口温度110℃;转速11000 r/min。
用光学显微镜观查喷雾造粒的颗粒形貌,并进行形貌对比。
(2)过程数据
(3)数据分析
从形貌图片可以看出,PVA含量对粉体形貌有一定影响,随着PVA含量的增加,喷雾颗粒尺寸略有增大,当PVA固含量达到1.5%时,粉体颗粒开始出现明显的窝头状(球型结构出现凹陷)。
3.3.2浆料固含量对造粒粉体松装密度、流动性的影响
(1)试验方案
制备三种压电陶瓷浆料,浆料固含量分别为50%、55%、60%,PVA含量为1.2%。
喷雾造粒条件:进风口温度230℃;出风口温度110℃;转速11000 r/min。
对比造粒后粉体松装密度、流出时间(s,50g粉体)。
(2)过程数据
(3)数据分析
粉体的松装密度决定压制成形的压缩比,松装密度高,压制时排气量小,则压缩比小。粉体流动性决定粉体在模具中的填充性,流动性好,有利于模具填料和成形。从实验数据可以看出,浆料固含量对松装密度、流动性有一定影响;固含量高,松装密度低,流动性好。固含量低,喷雾干燥时,相同时间内进水多、进料量少,造粒后粉体粒径偏小,松装密度偏大,粉体流动性差。
3.3.3进风口温度对造粒松装密度、流动性的影响
(1)实验方案
取55%固含量的压电陶瓷粉体浆料,进风口温度210℃、230℃、250℃,出风口温度110℃。PVA含量为1.2%。转速11000 r/min。
对比喷雾造粒后粉体的松装密度、流出时间(s)。
采用光学显微镜观查喷雾造粒粉体的形貌。
(2)过程数据
(3)数据分析
从实验结果可以看出,进风口温度对粉体粒径和填充性能有一定影响,进风口温度低(210℃)时,所得造粒粉体偏细,并且有破碎等粉体形貌出现,粉体含水率偏高,流动性较差。进风口温度高(250℃)时,所得造粒粉体颗粒较大,呈较规整的球状,粉体含水率低,流动性较好。进风口温度的选定,必须与进料速度相匹配,进料速度高,进风口温度应相应偏高。
3.3.4雾化头转速对喷雾造粒粉体松装密度、流动性的影响
(1)实验方案
取55%固含量的压电陶瓷浆料,进风口温度230℃,出风口温度110℃,PVA含量为1.2%。雾化头转速取9000 r/min、11000 r/min、13000 r/min。
对比喷雾造粒所得粉体的松装密度、流出时间(s)。采用光学显微镜观查喷雾造粒粉体的形貌。
(2)过程数据
(3)数据分析
从实验结果看出,雾化头转速会影响粉体的粒径和填充性能。转速过高(13000 r/min),粒径较细,造粒粉体中细颗粒所占比例较大,所得造粒粉体松装密度高,流动性差。转速太低(9000 r/min),雾化浆料颗粒较大,干燥时容易形成窝头状颗粒,球形规整度差,松装密度偏低,且粉体含水率偏高,降低造粒粉体的流动性。因此,不同的浆料,固含量不同,比重不同,要得到好的喷雾造粒粉料,所采用的雾化头转速是不同的。
3.4 造粒粉体粒径对压电陶瓷显微结构的影响
(1)实验方案
取一定质量造粒粉体按<60 μm,60~120 μm,<120 μm,三种粒径进行粉体筛分,并对筛分后的粉体进行粉体填充性测试(松装密度、流动性)
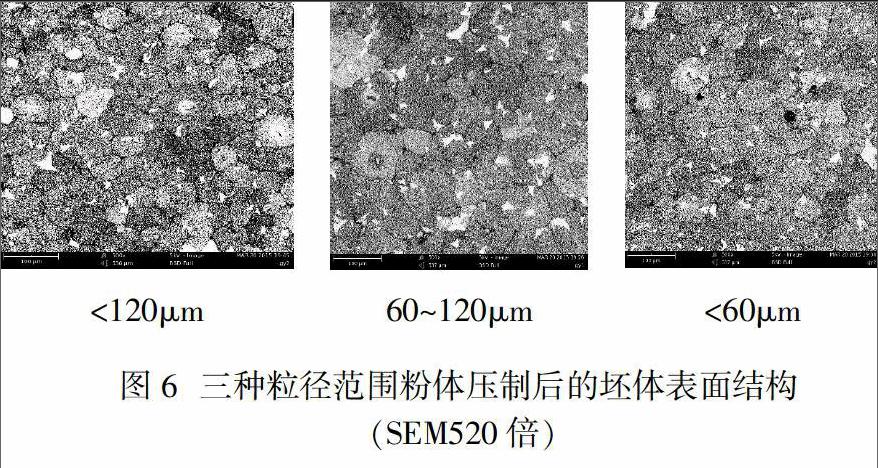
将三种粒径粉体按相同的干压条件(干压密度5.40 ~ 5.45g/cm3)进行干压,并用光学显微镜观查对比干压坯体的表面形貌。
在700℃进行排胶(保温2 h),1280℃进行烧结(保温2 h)。
取烧结后三种粒径对应所得压电陶瓷体进行烧结密度测量。对烧结后三种粒径压电陶瓷体用电子显微镜观查对比瓷体内部的结构。
(2)过程数据
(3)数据分析
从以上实验数据和显微观查结果来看,粒径<60 μm的粉体的松装密度最大,所压制的坯体致密度相对也较高,但烧成后瓷体平均密度排列第二。粒径<120 μm的粉体的松装密度最小,流动性居中,但压制后坯体致密度和烧成密度都相对最高。粒径在60 ~ 120 μm的粉体的松装密度和流动性都很好,但其压制的坯体密度和烧成密度反而都相对最小,究其原因,是因为其粉体颗粒粒径分部较窄,颗粒间孔隙没有被细小颗粒填充,颗粒间存在的孔隙较大,压制和烧成时不能完全排除这些大气孔,造成烧成后瓷体密度相对最低。
因此,在干压成形粉体的制备中,仅通过筛分来减小造粒粉体的粒径分部范围,提高其松装密度和流动性,是片面的,还要综合考虑压制和烧成后陶瓷的致密度。因此,采用粒径<120 μm的粉体来压制成形为好,也就是在生产中将造粒粉体过一次120目筛来进行控制就好了。
4 结论
(1)壓电陶瓷合成料采用砂磨机粉碎,效率高,粉体颗粒细,粒径分部范围窄,更有利于改善压电陶瓷的微观组织结构,提高压电陶瓷材料的机械性能和压电介电性能,对超声波雾化换能元件而言,可降低性能衰减速度达50%,明显延长其使用寿命,由5000h延长至8000h。
(2) 在粉体喷雾干燥造粒中,PVA含量、进风口温度对粉体的形貌有较大的影响,PVA含量过高容易破坏粉体的球型结构;进风口温度过低颗粒容易破碎,造粒粉体流动性差,无法成形;浆料固含量、雾化头转速、进风口温度对粉体粒径有影响,固含量低、转速过高、进风口温度低都会造成造粒过程粉体粒径偏细,粉体松装密度变大,流动性变差。
(3) 松装密度、流动性与造粒粉体粒径有关,粒径小,松装密度大,但粉体流动性降低;松装密度大的粉体,干压时有利于形成致密性高的坯体,烧结后瓷体内部气孔少、密度高。
(4)较好的压电陶瓷粉体制备技术:合成料采用砂磨工艺加工,氧化锆球径1.5 mm,粒度控制D50=0.5 μm左右。压电陶瓷喷雾浆料固含量55%,PVA含量1.2%,喷雾干燥进风口温度250℃,雾化头转速11000 r/min,造粒粉体成形前过120目筛。
