聚乳酸在啮合同向双螺杆挤出机机头过渡体的流场研究
2017-03-14时俊峰黄志刚蒋卫鑫李梦林张宏建
时俊峰 黄志刚 蒋卫鑫 李梦林 张宏建
(北京工商大学材料与机械工程学院,北京 100048)
聚乳酸在啮合同向双螺杆挤出机机头过渡体的流场研究
时俊峰 黄志刚 蒋卫鑫 李梦林 张宏建
(北京工商大学材料与机械工程学院,北京 100048)
采用PALYFLOW软件数值模拟聚乳酸(PLA)在长径比为44∶1的试验用小型啮合同向双螺杆挤出机机头过渡体的三维等温流场。在不同的工艺参数下,分析比较了过渡体内的速度场、压力场、剪切速率场和黏度场。结果表明:在适当温度下,增加螺杆转速与增加流量都可以提高流场效果,但与螺杆速度的增加相比,熔体流量的增加更有益于提高整个机头过渡体流场的混合与塑化效果,增加PLA成品的质量。
聚乳酸;双螺杆挤出机;机头过渡体;流场模拟
近年来,可生物降解材料逐渐成为当前研发的热点[1-2],聚乳酸(PLA)就是其中的一个代表。PLA作为一种具有良好的生物相容性、降解性和机械性能的脂肪族聚酯,可在生物医学领域及包装材料领域被广泛应用[3]。至今为止,作为已经规模化的可生物降解塑料PLA全球年产能已达到15万t左右[4-6]。双螺杆挤出机作为一种主流的使材料进行连续混合的设备,目前成为聚合物加工工业中的主要手段。20世纪70年代末,在所有挤出机中双螺杆挤出机的占比达到了40%[7]。
双螺杆挤出机机头过渡体是螺杆机筒与模头之间的连接段[8],它可以把螺杆输送来的塑料熔体,从螺旋运动变为直线运动,如果双螺杆挤出机不设置过渡阶段,螺旋运动可能在模头挤出之前熔体一直持续螺旋运动从而导致挤出物变形,而通过机头过渡体腔的过渡作用,使塑料熔体进一步塑化均匀,进而提高产品质量。本研究拟通过对PLA在长径比为44∶1的试验用小型啮合同向双螺杆挤出机机头过渡体流场进行研究,在不同工艺条件下,数值求解过渡体流场的速度场、压强场、剪切速率场以及黏度场,分析和讨论工艺条件对聚合物熔体在模具过渡体内流变行为的影响,为更加直接有效地提高PLA的加工质量提供理论依据。
1 机头过渡体的几何构型和网格划分
本研究选择与PALYFLOW软件具有相同内核的Solidworks软件建立模型,然后导入PALYFLOW软件中进行分析。几何构型是以长径比为44∶1的试验用小型双螺杆挤出机为模型构建,具体模型见图1。模型的原点坐标设立在“∞”结构的一个圆柱前端与过渡段相接触的中心点上,Z轴正方向为熔体的流动方向,本模型用两个螺杆头面取代两个螺杆头结构,这样既不缺少运动部分又可以简化模型的复杂程度。
为了更好地研究与分析模拟结果,在模型的中心建立一条直线,直线与Z轴平行,并在直线上平均取10个点,用于模拟试验中数据的处理。对物理模型进行网格划分时,在“∞”结构与挤出段采用大尺寸四面体单元进行网格划分,过渡段采用小尺寸四面体单元进行网格划分,整个结构所划网格总数为11 255个。
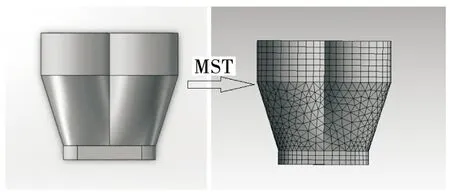
图1 机头过渡体的几何构型和网格划分Figure 1 Geometrical configuration and meshing of nose transition body
2 数学模型和边界条件
根据实际情况和模拟需求,假设PLA熔体为不可压缩流体;流场为等温稳态流场,流道全充满;由于熔体的惯性力和质量力相对于黏性力来说非常小,可以忽略不计。因此,流场的连续性方程、运动方程和本构方程[9-12]为:
·u=0,
(1)
pI+·τ=0,
(2)

(3)
D=(u+uT)/2,
(4)
式中:
u——速度,m/s;
p——压力,Pa;
I——单位张量;
τ——应力张量,Pa;
η——表观黏度,Pa·s;
D——变形速率张量,s-1。
本文选用Carreau方程[13-15],在温度为190℃下,PLACarreau本构方程模型方程为:
(5)
式中:
η0——零剪切黏度,Pa·s;
λc——松弛时间,s;
n——非牛顿指数。
模拟时,给定的边界条件:给定出口压力值0.21MPa,入口设置流量值,两个螺杆头槽面给定转速值;固定流量为3×10-6m3/s,转速分别为200,240,300r/min;固定转速为250r/min,流量分别:2×10-6,3×10-6,4×10-6m3/s。
3 结果与分析
3.1 速度场
由图2、3可知,螺杆头周围的熔体拥有较高的螺旋流速,且与其他区域熔体流速相比要大几个数量级,这是由于螺杆头的旋转带动熔体运动引起的,只对螺杆头周围的熔体产生影响,而过渡段与挤出段则是沿着Z轴正方向平稳地流动,防止了熔体螺旋运动持续至模头出口并引起挤出物变形的可能性。
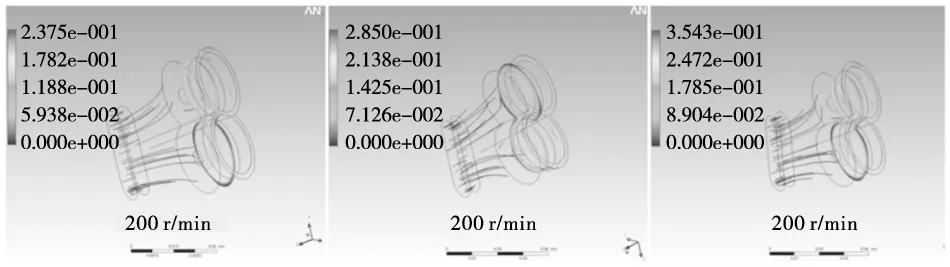
图2 流量为3×10-6 m3/s不同转速下的流场速度分布Figure 2 The flow field velocity distribution with flow rate of 3×10-6 m3/s and different speeds
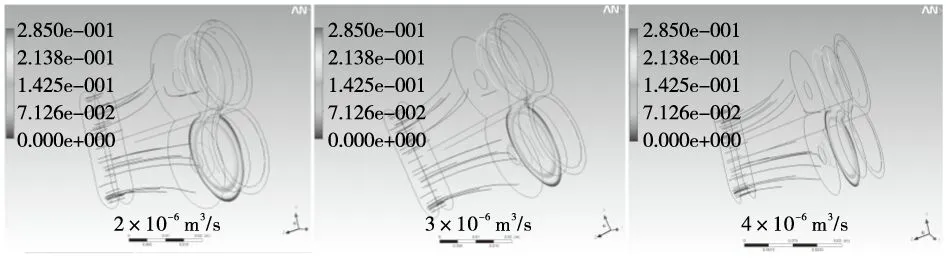
图3 转速为240 r/min不同流量下的流场速度分布Figure 3 The flow field velocity distribution with speed 240 r/min and different flow
由图4、5可知,在流量固定转速不同的情况下,螺杆头附近的熔体螺旋流速随转速的增大而增大,其他区域熔体流速相对稳定,螺杆速度对熔体流速影响不大;在转速固定流量不同的情况下,螺杆头附近的熔体螺旋转速不随流量变化而变化,其他区域熔体流速随流量增大而增大,由此可见,流量变化对机头过渡体熔体流速影响比较明显。
3.2 压力场
由图6、7可知,过渡体内熔体压力沿Z轴正方向逐渐降低,这是由于入口处螺杆头与机筒壁之间间隙狭小,熔体通过时造成阻碍产生较大压力造成的。当流量固定转速不同的情况下,螺杆头附近的熔体压力随转速增大而减小,变化范围相对较小,其它区域熔体压力变化不明显;当转速固定流量不同的情况下,过渡体整体熔体压力都有变化,流量越大进出口压差越大。由此可见,流量变化对机头过渡体熔体压力影响比较明显。
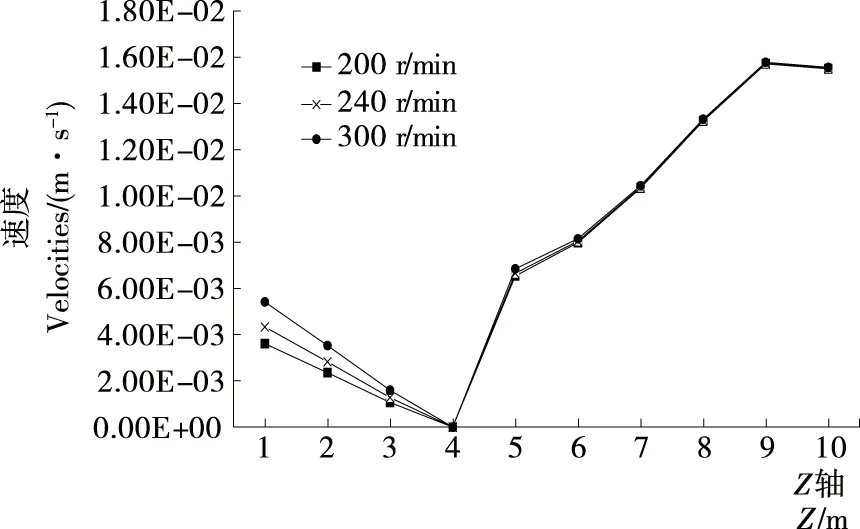
图4 流量为3×10-6 m3/s不同转速下的流场速度变化Figure 4 The flow velocity changes with flow rate of 3×10-6 m3/s and different speeds

图5 转速为240 r/min不同流量下的流场速度变化Figure 5 The flow velocity changes with speed 240 r/min and different flow
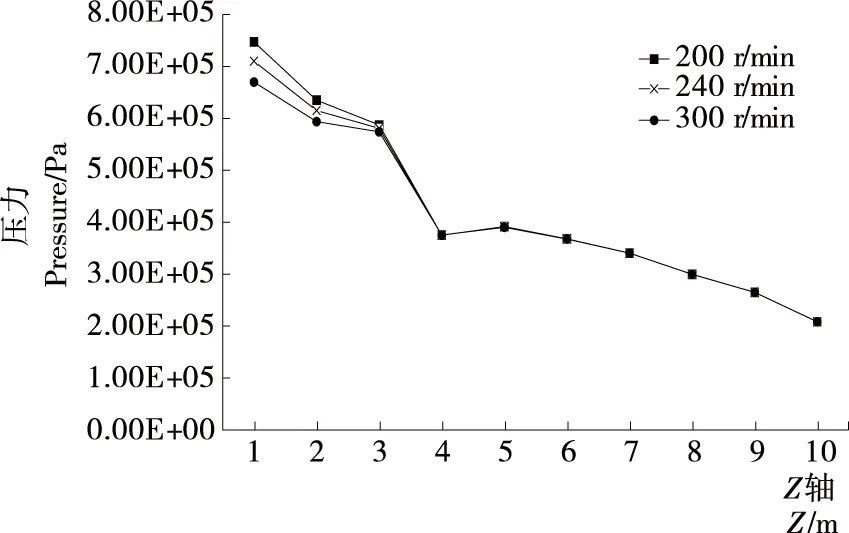
图6 流量为3×10-6 m3/s不同转速下的流场压力变化Figure 6 The flow field pressure changes with flow rate of 3×10-6 m3/s and different speeds
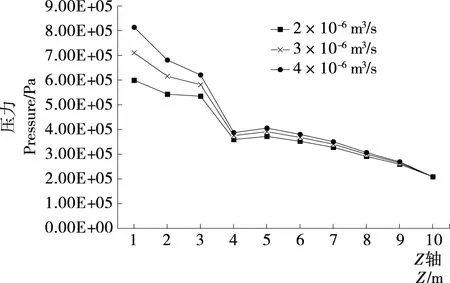
图7 转速为240 r/min不同流量下的流场压力变化Figure 7 The flow field pressure changes with speed 240 r/min and different flow
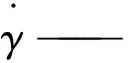
3.3 剪切速率场
由图8、9可知,过渡体中熔体的剪切速率沿Z轴的正方向逐渐减小,这是由于两根螺杆同向旋转带动熔体螺旋运动与机筒壁剪切的结果,当熔体进入直流运动后剪切速率就变得很小。从图8、9还可以得出,随螺杆转速的增加,螺杆头周围的熔体剪切速率增加;而流量变化对剪切速率几乎没有影响。
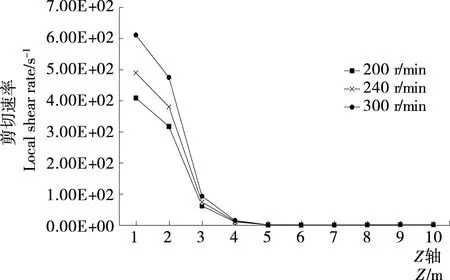
图8 流量为3×10-6 m3/s不同转速下的流场剪切速率变化Figure 8 The flow field shear rate changes with flow rate of 3×10-6 m3/s and different speeds

图9 转速为240 r/min不同流量下的流场剪切速率变化Figure 9 The flow field shear rate changes with speed240 r/min and different flow
3.4 黏度场
由图10、11可知,螺杆头附近的熔体黏度较低,这是由于此区域受螺杆头旋转的影响,剪切应力比较大,所以熔体黏度较低,沿着Z轴的正方向,受到螺杆头的影响逐渐减小,黏度逐渐增高。
由图12、13可知,在流量固定转速不同的情况下,熔体黏度随转速增大会有降低,但是变化并不是特别明显;当转速固定流量不同的情况下,熔体黏度随着流量的增大而降低且变化比较明显。由此可见,流量变化对机头过渡体的熔体黏度影响较大,适当增加流量可以有效降低熔体黏度,提高PLA塑化效果,使PLA成品质量更高。
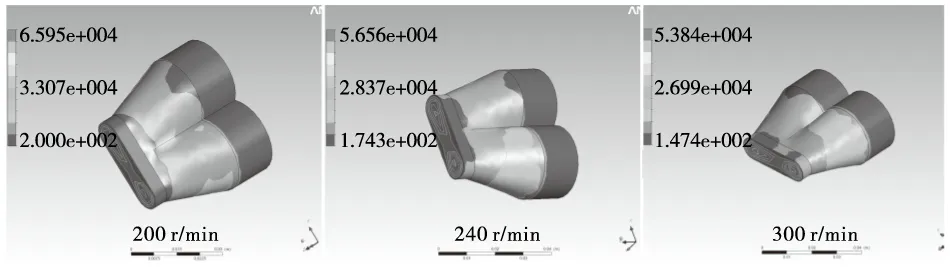
图10 流量为3×10-6 m3/s不同转速下的流场黏度分布Figure 10 The flow field viscosity distribution with flow rate of 3×10-6 m3/s and different speeds

图11 转速为240 r/min不同流量下的流场黏度分布Figure 11 The flow field viscosity distribution with speed 240 r/min and different flow
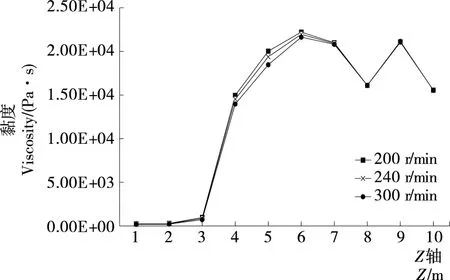
图12 流量为3×10-6 m3/s不同转速下的流场黏度变化Figure 12 The flow field viscosity changes with flow rate of 3×10-6 m3/s and different speeds
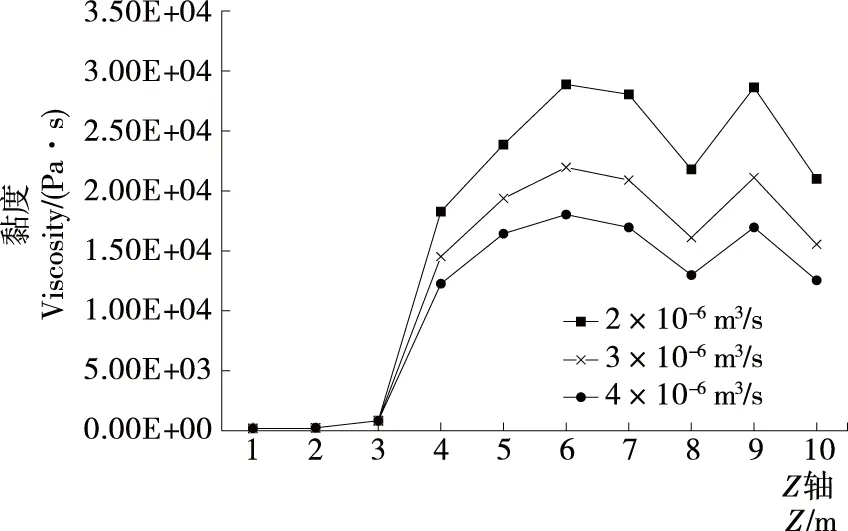
图13 转速为240 r/min不同流量下的流场黏度变化Figure 13 The flow field viscosity changes with speed 240 r/min and different flow
4 结论
采用POLYFLOW软件模拟PLA在长径比为44∶1的试验用啮合同向双螺杆挤出机机头过渡体的三维等温流场,通过对速度场、压力场、剪切速率场和黏度场的分析,得到结论:在过渡段区域,熔体受剪切力最大的区域是螺杆头的附近,因此实际生产中,要注意该区域的剪切力不应该超过上限,过了该区域后,熔体的流动逐渐变得稳定均匀;PLA在适当温度下,增加螺杆转速与增加流量都可以提高流场效果,但相对于增加转速来说,在适当的转速下,增加熔体流量更有益于提高整个机头过渡体流场的混合与塑化效果,增加PLA成品的质量。
[1] ZHOU Ying-xin, HUANG Zhi-gang, DIAO Xiao-qian, et al. Characterization of the effect of REC on the compatibility of PHBH and PLA[J]. Polymer Testing, 2015, 42: 17-25.
[2] 冯瑞华. 生物降解材料研究和产业发展分析[J]. 材料导报, 2014, 28(9): 119-123.
[3] 张广成. 聚合物反应挤出的研究进展[J]. 现代塑料加工应用, 2001, 13(5): 50.
[4] 黄志刚, 刘凯, 付晓宇, 等. 单螺杆挤出机固体输送段的优化设计[J]. 中国塑料, 2014(11): 104-107.
[5] 黄志刚, 刘凯, 李梦林, 等. 单螺杆挤出机计量段模拟研究[J]. 食品与机械, 2016, 32(1): 63-67.
[6] WENG Yun-xuan, ZHOU Ying-xin, ZHANG min. The development and commercialization of biobased[J]. Biodegradable Plastics in China Industrial Biotechnology, 2014, 10(2): 73-78.
[7] 耿孝正. 塑料混合及设备[M]. 北京: 中国轻工业出版社, 1992: 153-154.
[8] LI Bai-shun. Design and application of extrudate mould for twin screw extruder[J]. Petrochemical Technology& Application, 1996, 14(4): 242-244.
[9] 金日光. 高聚物流变学及其在加工中的应用[M]. 北京: 化学工业出版社, 1986: 58-61.
[10] 陈晋南. 传递过程原理[M]. 北京: 化学工业出版社, 2004: 92-95.
[11] 胡冬冬, 陈晋南. 双螺杆挤出中粒子运动轨迹的可视化模拟[J]. 计算机与应学, 2003, 20(3): 247-250.
[12] PENG Jiong, CHEN Jin-nan. Numerical simulations of Polymer melt conveying in co- rotating twin screw extruder[J]. Journal of Beijing In-stitute of Technology, 2002, 11(2): 189-192.
[13] KAJIWARA Toshihisa, NAGASIMA Yuki. Numeircal atudy of twin-screw extruders by three-dimensional flow analysis-development of a-nalyais technique and evaluation of mixing performance for full flight screws[J]. Polym Eng Sci, 1996, 36(16): 2 142-2 154.
[14] MAKOTO Yoshinaga, SHINGO Katsuki. Mixing mechanism of three-tip kneading block in twin screw extruders[J]. Polym Eng Sci, 2000, 40(1): 168-178.
[15] BARVO V L, HRYMAK A N, WRIGHT J D. Numerical simulation of Pressure and velocity profiles in kneading elements of a co-rotating twin screw extruder[J]. Polym Eng Sci, 2000, 40(2): 525-541.
Study on flow field of polylactic acid in the nose transition body of co-rotating twin-screw extruder
SHI Jun-fengHUANGZhi-gangJIANGWei-xinLIMeng-linZHANGHong-jian
(SchoolofMaterialandMechanicalEngineering,BeijingTechnologyandBusinessUniversity,Beijing100048,China)
Three-dimensional isothermal flow field of polylactic acid(PLA) of the nose transitional body of length to diameter ratio is 44∶1 experiment with a small meshing direction twin-screw extruder head by using the PALYFLOW software. The fields of velocity, pressure, shear rate and viscosity with different process parameters are analyzed and compared. Results showed that the flow field effect become better with the increase of the screw speed and the flow rate at the appropriate temperature,but compared with the increase of the screw speed, the increase of the melt flow was more beneficial to improve mixing and plasticizing effect of the extruder head's transition flow field, and the quality of PLA products.
polylactide; twin screw extruder; the nose transition body; flow field simulation
时俊峰,男,北京工商大学在读研究生。
黄志刚(1966—),男,北京工商大学教授,博士。E-mail:huangzg@btbu.edu.cn
2016-11-13
10.13652/j.issn.1003-5788.2017.01.017
