预拉伸对2124铝合金蠕变时效形性同步的影响
2017-03-02胥福顺邓运来张新明
胥福顺,张 劲,邓运来,张新明
(1. 中南大学 材料科学与工程学院,长沙 410083;2. 云南冶金集团服份有限公司,昆明 650502;3. 中南大学 轻合金研究院,长沙 410083;4. 中南大学 高性能复杂制造国家重点实验室,长沙 410083)
预拉伸对2124铝合金蠕变时效形性同步的影响
胥福顺1,2,张 劲3,4,邓运来1,4,张新明1,4
(1. 中南大学 材料科学与工程学院,长沙 410083;2. 云南冶金集团服份有限公司,昆明 650502;3. 中南大学 轻合金研究院,长沙 410083;4. 中南大学 高性能复杂制造国家重点实验室,长沙 410083)
基于四点弯曲变形装置,采用光学金相显微镜(OM)、透射电子显微镜(TEM)等显微表征技术,结合回弹率和室温力学性能测试,研究预拉伸量对2124铝合金蠕变时效成形中回弹与性能同步的影响。结果表明:蠕变时效成形条件下的预拉伸量适用范围与人工时效不同,选择恰当的预拉伸量可实现蠕变时效成形过程中成形目标与材料性能的耦合调控。随着预拉伸量的增加,弯曲板材试样蠕变时效后的回弹率先快速下降后缓慢回升,且在预拉伸3%处,出现回弹最小值;合金的强度呈现出“双峰形”的增长特征,分别在预拉伸2%和5%处达到峰值,在预拉伸3%处,出现极小值;综合考虑2124铝合金板材蠕变成形后的强度、塑性和回弹等条件,推荐的预拉伸量范围为1.5%~2.5%。
蠕变时效成形;铝合金;预拉伸;回弹
蠕变时效成形(CAF)将金属的蠕变特性和铝合金时效强化效应相结合,具有安全性和可重复性且能够在生产壁板零件的同时满足成形与性能的要求,适用于可时效强化铝合金整体轻量结构制造[1-2]。作为蠕变时效成形在生产效率方面的优势,形面与性能的同步完成,同时也是该技术中最复杂和关键的科学问题。蠕变时效结束后的应力状态(应力松弛后)决定了构件回弹后的最终形面,同时显微组织决定了构件的性能。而时效强化铝合金在蠕变时效过程中材料内部的应力状态与微观组织都在不断变化,且二者相互影响。为此,领域内的研究者们采用多种调控方式以获得不同铝合金的形性同步,如STARINK等[3]研究了铝合金成分改变对于下机翼壁板等耐损伤构件时效成形的适用性;JESHVAGHANI等[4]将多级热处理制度引入铝合金蠕变时效成形中,成形试样的回弹与剥落腐蚀敏感性下降而强度未减;LIN等[5]报道了Al-Cu-Mg合金的双级蠕变时效工艺可使无沉淀区宽化,在晶界处形成不连续析出相,从而提高抗腐蚀性能。
大部分高强可时效强化铝合金经应力时效后,晶内致密析出且晶界相粗大不连续,与传统的冷加工相比具有更好的强度和抗腐蚀性能[6-8]。然而,作为一种航空工业中常用的可时效强化型轻质高强结构材料,2×××系铝合金的蠕变时效成形却并没有像7×××系铝合金那样在工业制造中得到大量应用。其中一个最重要的原因在于Al-Cu-Mg合金时效析出的片状强化相,θ相(Al2Cu)和S相(Al2CuMg),在应力时效中会出现取向改变或者某些方向的析出受抑制的现象,即析出位向效应。这种应力取向效应可能造成构件性能降低或者明显的各向异性[9-11]。例如,王宏伟等[12]研究表明拉应力造成2E12铝合金时效过程中S相的析出位向效应,增大合金各向异性的差异;曹素芳等[13]在Al-Cu-Mg-Ag合金中也发现了拉应力作用下Ω相的位向效应;王琪等[14]在2524铝合金中通过电场耦合作用,消除了应力对S相均匀形核的抑制现象。本文作者的前期研究[15]也证明了2124铝合金中S相的位向析出降低力学性能的现象。最近,GUO等[16]采用Al-Cu-Mg合金单晶研究表明引入足够的位错能够较好地抑制S相的位向效应,显然时效前进行预变形是一种不错的引入位错的方法。因此,有必要针对时效前的预变形量对蠕变时效成形的影响规律与机理开展研究,探明引入预变形后实现蠕变时效形性同步的可能性,为Al-Cu-Mg铝合金蠕变成形中预变形的设计与应用提供参考。
1 实验
1.1 试样与装置
实验所用材料为5 mm厚度的2124铝合金热轧板,其化学成分如表1所列,沿轧制方向切取试样尺寸为300 mm×32 mm×5 mm。

表1 2124铝合金试样的化学成分Table 1 Chemical composition of 2124 alloy (mass fraction, %)
实验中采用自制的单曲率四点弯曲装置。如图1(a)所示,试样成形过程主要由两个固定的圆筒形支架(P1, P2)与两个活动的圆筒形支点(P3, P4)完成。将板材试样安装在固定支架的凹槽内,由于连接着活动支点的螺纹杆可上下移动,从而可在一定范围内任意调节试样的弯曲半径,如图1(b)所示。

图1 四点弯曲蠕变时效成形试验装置Fig. 1 Four-point-bend creep age forming tester: (a) Front view; (b) Side view
1.2 蠕变时效试验过程
将板材试样在盐浴炉中进行493 ℃保温45 min的固溶处理,淬火后分别进行1%、2%、2.5%、3%、3.5%、4%、5%、6%的预拉伸变形,无预拉伸变形试样作为参照。然后将试样装载到单曲率弯曲装置上并加载到半径1000 mm后,置于加热炉中进行190 ℃下保温12 h的时效处理。实验过程中为尽量减少自然时效的影响,从淬火结束到时效开始的转移时间控制在0.5 h内。
时效结束后,测量试样的回弹、室温力学性能以及微观组织。为定量表征回弹量的大小,按式(1)定义回弹率[2]:

式中:d0为模具曲面与初始试样间的最大弦高;dmax为试样回弹后与模具面的最大弦高。回弹定义示意图如图2所示。

图2 回弹定义示意图[2]Fig. 2 Schematic drawing of springback[2]
沿板材轧制方向用线切割取样并在CSS44100电子拉伸实验机上进行室温力学性能测试;采用XJP-6A型金相显微镜对时效后的样品进行金相组织观察,金相试样通过机械抛光后采用Keller试剂进行腐蚀;采用TECNAIG220型透射电子显微镜对双喷减薄后的样品(电解液为硝酸和甲醇的混合溶液,其体积比为1:3)进行显微组织观察。
2 结果与分析
2.1 回弹
图3所示为试样蠕变时效成形后的回弹与预拉伸量的关系曲线。由图3可见,弯曲蠕变时效后试样的回弹率随着预拉伸增加先快速下降,在预拉伸3%处出现最小值,而后则又缓慢回升。在前期研究中[17-18]发现,Al-Cu-Mg合金在蠕变时效前引入预拉伸可增大蠕变量,降低回弹率。因此,在预变形量不大时,预拉伸降低回弹的作用占主导。而随着预拉伸量的增加,板材厚度逐渐减小,降低了试样弯曲时所受的蠕变应力,从而减小蠕变量,增大回弹率。由此可见,随着预拉伸的增加,预拉伸的促进蠕变机制与预拉伸引起厚度减小之间为耦合作用关系,从而造成了回弹率先降后增的规律,且前者的降低回弹作用要明显大于后者的增大回弹作用。
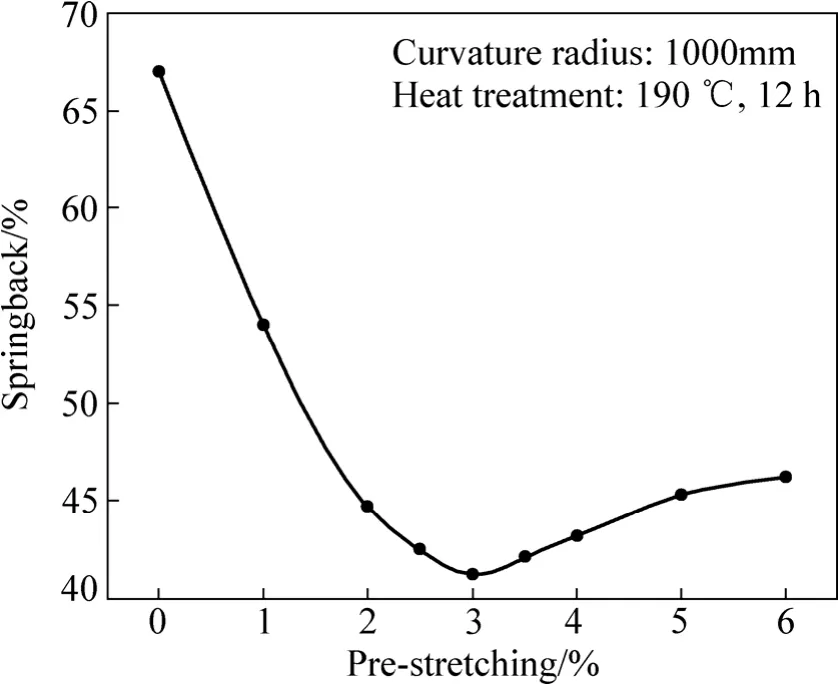
图3 相同曲率半径与热处理条件下的回弹与预拉伸关系Fig. 3 Relationship between springback and pre-stretching degree with same curvature radius and heat treatment
2.2 力学性能
图4所示为不同预拉伸试样蠕变时效成形后的力学性能。由图4(a)可见,随着预拉伸量的增加,成形试样的屈服强度和抗拉强度均呈现出“双峰形”特征。其中第一个强度峰值出现在预拉伸2%时,第二个强度峰值出现在预拉伸5%时,其屈服强度和抗拉强度分别比第一个峰值高10.4%和7.4%。图4(b)为伸长率与预拉伸量的关系曲线,可见,当预拉伸为0~2.5%时,试样伸长率迅速下降并在3%处达到最小值,经过一小段回升后开始缓慢下降。图4(c)所示为硬度与预拉伸量的关系曲线。随着预拉伸量的增加,硬度呈现出与强度相同的“双峰形”特征,且两个峰值对应的预拉伸量也分别在2%和5%。
2.3 显微组织

图4 不同预拉伸试样蠕变时效成形后的力学性能Fig. 4 Mechanical properties of AA2124 CAF specimens with different pre-stretching degrees: (a) Tensile strength; (b) Elongation; (c) Hardness
图5所示为不同预拉伸量的2124铝合金板材试样经蠕变时效成形后的金相组织照片。由图5可见,未预拉伸试样的晶粒形貌呈现为与轧制方向平行的纤维状组织。图5(b)、(c)所示分别为引入2%和3%预拉伸量的试样,其晶粒形貌与未预拉伸试样(见图5(a))相比略有拉长,但差异并不明显,基本保持热轧态晶粒形貌。而在预拉伸量5%的试样中,则可以明显观察到晶粒被拉长的形态。

图5 不同预拉伸试样单曲率蠕变时效成形的OM像Fig. 5 Metallographic images of creep age formed AA2124 sheet specimens with different pre-stretching degrees: (a) Without pre-stretching; (b) 2%; (c) 3%; (d) 5%

图6 不同预拉伸量的2124铝合金板材试样蠕变时效成形后的TEM像Fig. 6 TEM images of creep age formed AA2124 sheet specimens with different pre-stretching degrees: (a) Without pre-stretching; (b) 2%; (c) 3%; (d) 5%
图6所示为不同预拉伸量的2124铝合金板材试样经蠕变时效成形后的TEM像。试样中的主要强化相均为呈十字交叉分布的针状相。一般认为2124铝合金的主要强化相为片状的Al2CuMg相,研究表明该相在惯析面{120}Al析出,并沿着[100]Al方向长大[19]。时效过程中的析出顺序为[20-21]:过饱和固溶体 (SSSS)→Cu-Mg(GPB区)→S″/S′→S′/S(Al2CuMg)。可见,试样在有外加应力的时效(蠕变时效)时,由于外加载荷的作用在材料内部引入了位错,使得析出相比于无外加应力时效时析出更细小和致密。相比于无预拉伸的试样,预拉伸2%试样内部析出相形貌明显不同:尺寸更细小,分布更致密。这使得合金时效强化效果增强[22-23], 因而预拉伸2%后试样的强度性能明显升高(见图4)。随着预拉伸量的继续增加,如图6(c)所示。当预拉伸量从3%增加至5%时,在同样的时效时间析出相长得更大,试样的析出相粗化也更为明显,强化效果变差。
由此可见,造成预拉伸2%试样所对应的第一次强度峰值的原因主要在于析出相变得更细小、致密;造成预拉伸3%试样所对应的强度极小值的原因在于析出相的粗化;造成预拉伸5%试样所对应的第二次强度峰值的原因则与析出相形态无关,而是由于预拉伸变形形成了较明显的沿拉伸方向的长条形晶粒形态(见图5),使得该方向测得的强度值出现较明显提高。
采用TEM网格交线法测量了蠕变时效试样的位错密度,详细方法见文献[24],统计了每个试样50张不同区域的TEM像,得到无预变形量、预变形2%、预变形5%共3种试样在蠕变时效时间分别为1h、6h、12h的位错密度,如表2所列。由表2可见,位错密度随预变形量的增加而增大,且在蠕变时效过程中略有增大。根据文献[24]中的位错强化计算公式,以上3种不同预变形量试样因蠕变时效过程中位错密度变化引起的强度增量分别为65.8、67.3、68.6 MPa。由此可知,蠕变时效过程中的位错强化增量随预变形量的增加虽略有增大,但变化并不明显。

表2 不同预变形量2124铝合金蠕变时效试样的位错密度测量结果Table 2 Measured results of dislocation density of creep age formed AA2124 sheet specimens with different pre-stretching degrees
3 讨论
根据以上结果,预拉伸量4.5%~5.5%的范围是蠕变时效成形板材试样强度最高的阶段,且回弹率较低,但此时主要存在3个问题:第一是其伸长率降低严重,处于一个变化较小且呈下降趋势的范围内,性能的可调控性不佳;第二是预变形程度过大而造成了明显的塑性变形,包括伸长变形与厚度减薄,甚至板材试样的晶粒被观察到有较明显的伸长,如图5(d)所示,这样不仅对成形精度造成影响,还减少了蠕变时效成形在弹性范围内成形的性能优势。另外,这种程度的预拉伸量在实际工程应用中对预拉伸机吨位需求太高,大幅增加了坯料制备的成本与难度,故该范围附近的预拉伸量并不适用于2124铝合金的蠕变时效成形。而在预拉伸3%附近,尽管此时2124铝合金试样的回弹率达到最小值,但成形试样的室温强度性能与伸长率均降至极小值,因此在2124铝合金蠕变时效成形中应尽量避开。
根据以上分析,对于2124铝合金蠕变时效成形板坯的预拉伸量范围,从蠕变成形后板材试样的强度、伸长率和回弹等3个方面综合考虑,在第一个强度峰值对应的预变形量附近(1.5%~2.5%)会是一个不错的选择范围(见图5(a))。当然,这个选择范围可根据现场实际情况有微量扩展,但必须注意的是,扩展方向最好远离3%的一侧。
4 结论
1) 蠕变时效成形条件下的预拉伸量适用范围与人工时效不同,选择恰当的预拉伸量可实现蠕变时效成形过程中成形目标与材料性能的耦合调控。综合考虑2124铝合金板材蠕变成形后的强度、塑性和回弹等条件,推荐的预拉伸量范围为1.5%~2.5%。
2) 随着预拉伸量的增加,弯曲板材试样蠕变时效后的回弹率先快速下降后缓慢回升,且在预拉伸3%处出现回弹最小值。预拉伸具有促进蠕变与减小板材厚度的作用,二者之间的耦合作用造成了这种先降后增的规律,且前者的降低回弹作用要明显大于后者的增大回弹作用。
3) 随着预拉伸量的增加,合金的强度呈现出“双峰形”的增长特征。第一次强度峰值的原因主要在于析出相变得更细小、致密;造成强度极小值的原因在于析出相的粗化;造成预拉伸5%试样所对应的第二次强度峰值的原因则与析出相形态无关,而是由于预拉伸变形形成了较明显的沿拉伸方向的长条形晶粒形态,使得该方向测得的强度值出现较明显提高。
REFERENCES
[1] ZHAN L H, LIN J G, DEAN T A, HUANG Ming-hui. A review of the development of creep age forming: Experimentation, modelling and applications[J]. International Journal of Machine Tools and Manufacture, 2011, 51(1): 1-17.
[2] HO K C, LIN J, DEAN T A. Modelling of springback in creep forming thick aluminum sheets[J]. International Journal of Plasticity, 2004, 20(4): 733-751.
[3] STARINK M J, SINCLAIR I, GAO N, KAMP N, GREGSON P J, PITCHER P D. Development of new damage tolerant alloys for age-forming[J]. Materials Science Forum, 2002, 396(1): 601-606.
[4] JESHVAGHANI R A, ZOHDI H, SHAHVERDI H R, BOZORG M, HADAVI S M. Influence of multi-step heat treatments in creep age forming of 7075 aluminum alloy: Optimization for springback, strength and exfoliation corrosion[J]. Materials Characterization, 2012, 73(11): 8-15.
[5] LIN Y C, LIU G, CHEN M S, LI J, ZHOU M, ZHOU H M. Effects of two-stage creep-aging processing on mechanical properties of an Al-Cu-Mg alloy[J]. Materials and Design, 2015, 79(1): 127-135.
[6] ZHANG J, DENG Y L, ZHANG X M. Constitutive modeling for creep age forming of heat-treatable strengthening aluminum alloys containing plate or rod shaped precipitates[J]. Materials Science and Engineering A, 2013, 563(15): 8-16.
[7] LI H Y, KANG W, LU X C. Effect of age-forming on microstructure, mechanical and corrosion properties of a novel Al-Li alloy[J]. Journal of Alloys and Compounds, 2015, 640(1): 210-218.
[8] JESHVAGHANI R A, SHAHVERDI H R, HADAVI S M. Investigation of the age hardening and operative deformation mechanism of 7075 aluminum alloy under creep forming[J]. Materials Science and Engineering A, 2012, 552(9): 172-178.
[9] ZHU A W, STARKE E A. Stress aging of Al-Cu alloys: Computer modeling[J]. Acta Materialia, 2001, 49(15): 3063-3069.
[10] HARGARTER H, LYTTLE M T, STARKE E A. Effects of preferentially aligned precipitates on plastic anisotropy in Al-Cu-Mg-Ag and Al-Cu alloys[J]. Materials Science and Engineering A, 1998, 257(1): 87-99.
[11] ETO T, SATO A, MORI T. Stress-oriented precipitation of G.P. zones and θ′ in an AlCu alloy[J]. Acta Metallurgica, 1978, 26(3): 499-508.
[12] 王宏伟, 易丹青, 蔡金伶, 王 斌. 应力时效对2E12铝合金的力学性能和微观组织的影响[J]. 中国有色金属学报, 2011, 21(12): 3019-3025. WANG Hong-wei, YI Dan-qing, CAI Jin-ling, WANG Bin. Effect of stress aging on mechanical properties and microstructures of 2E12 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(12): 3019-3025.
[13] 曹素芳, 潘清林, 刘晓艳, 陆智伦, 何运斌, 李文斌. 外加应力对Al-Cu-Mg-Ag合金时效析出行为的影响[J]. 中国有色金属学报, 2010, 20(8): 1513-1519. CAO Su-fang, PAN Qing-lin, LIU Xiao-yan, LU Zhi-lun, HE Yun-bin, LI Wen-bin. Effect of external stress on aging precipitation behavior of Al-Cu-Mg-Ag alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(8): 1513-1519.
[14] 王 琪, 傅 上, 王 斌, 易丹青, 王宏伟, 周明哲. 应力-电场耦合时效对2524铝合金微观组织的影响[J]. 中南大学学报学报(自然科学版), 2014, 45(5): 1428-1436. WANG Qi, FU Shang, WANG Bin, YI Dan-qing, WANG Hong-wei, ZHOU Ming-zhe. Effect of stress coupled with electric field on microstructure of 2524 aluminum alloy[J]. Journal of Central South University (Science and Technology), 2014, 45(5): 1428-1436.
[15] XU Fu-Shun, ZHANG Jin, DENG Yun-lai, ZHANG Xin-ming. Precipitation orientation effect of 2124 aluminum alloy in creep aging[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(7): 2067-2071.
[16] GUO Xiao-bin, DENG Yun-lai, ZHANG Jin, ZHANG Xin-ming. The inhibiting effect of dislocation helices on the stress-induced orientation of S' precipitates in Al-Cu-Mg alloy[J]. Materials Characterization, 2015, 107(1): 197-201.
[17] 赵建华, 陈泽宇, 李思宇, 杨金龙, 邓运来. 初始状态对2124铝合金蠕变时效行为与力学性能的影响[J]. 材料工程, 2012, 43(10): 63-67. ZHAO Jian-hua, CHEN Ze-yu, LI Si-yu, YANG Jin-long, DENG Yun-lai. Effect of initial states on creep aging behaviors and mechanical properties of 2124 aluminum alloy[J]. Journal of Materials Engineering, 2012, 43(10): 63-67.
[18] 邓运来, 周 亮, 晋 坤, 张新明. 2124铝合金蠕变时效的微结构与性能[J]. 中国有色金属学报, 2010, 20(11): 2106-2111. DENG Yun-lai, ZHOU Liang, JIN Kun, ZHANG Xin-ming. Microstructure and properties of creep aged 2124 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(11): 2106-2111.
[19] WANG S C, STARINK M J. Two types of S phase precipitates in Al-Cu-Mg alloys[J]. Acta Materialia, 2007, 55(3): 933-941.
[20] BADINI C, MARINO F, VERNE E. Calorimetric study onprecipitation path in 2024 alloy and its SiC composite[J]. Materials Science and Engineering A, 1995, 191(1): 185-191.
[21] MUTHU K S. Evaluation of precipitation reaction in 2024 Al-Cu alloy through ultrasonic parameters[J]. Materials Science and Engineering A, 2011, 528(12): 4152-4158.
[22] ESMAEILI S, LOYD D J, POOLE W J. Modeling of precipitation hardening for the naturally aged Al-Mg-Si-Cu alloy AA6111[J]. Acta Materialia, 2003, 51(12): 3467-3481.
[23] DA C T J, CRAM D G, BOURGEOIS L, BASTOW T J, HILL A J, HUTCHINSON C R. On the strengthening response of aluminum alloys containing shear-resistant plate-shaped precipitates[J]. Acta Materialia, 2008, 56(20): 6109-6122.
[24] 雷郴祁, 张 劲, 邓运来, 陈明安. Al-Cu-Mg合金的预变形、位错密度与位错强化的定量研究[J]. 材料科学, 2015, 5(3): 126-133. LEI Chen-qi, ZHANG Jin, DENG Yun-lai, CHEN Ming-an. The quantitative research of deformation, dislocation density and dislocation dtrengthening in Al-Cu-Mg alloy[J]. Material Sciences, 2015, 5(3): 126-133.
Effect of pre-stretching on synchronization of shape and property in creep age forming of 2124 aluminum alloy
XU Fu-shun1,2, ZHANG Jin3,4, DENG Yun-lai1,4, ZHANG Xin-ming1,4
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China; 2. Yunnan Metallurgical Group Co., Ltd, Kunming 650502, China; 3. Light Alloy Research Institute, Central South University, Changsha 410083, China; 4. State Key Laboratory of High Performance and Complex Manufacturing, Central South University, Changsha 410083, China)
Based on a four-point-bend forming tools, the effect of pre-stretching on the synchronization of springback and mechanical property in creep age forming of 2124 aluminum alloy was investigated by optical microscopy (OM), transmission electron microscopy (TEM), and tests of springback and mechanical property. The results show that choosing a proper pre-deformation can achieve coupling control of the forming target and the material property in creep age forming process. As the pre-stretching degree increasing, the springback decreases firstly, reaches the minimum value at the pre-stretching degree of 3%, and then rises again slowly. And the strength property curves of the 2124 aluminum alloy present a bimodal variation characteristic, the corresponding pre-stretching at the two peak points are 2% and 5%, respectively, and the minimum point exists at pre-streching of 3%. With comprehensive consideration of the mechanical property and the springback, the recommendatory pre-stretching range of the creep age forming of 2124 aluminum alloy sheets is 1.5%-2.5%.
creep age forming; aluminum alloy; pre-stretching; springback
DENG Yun-lai; Tel: +86-731-88876913; E-mail: luckdeng@csu.edu.cn
TG146.2
A
1004-0609(2017)-01-0001-07
Foundation item: Project(ZZYJKT2016-01) supported by the State Key Laboratory of High Performance Complex Manufacturing, China; Project(51375503) supported by the National Natural Science Foundation of China
(编辑 王 超)
高性能复杂制造国家重点实验室自主课题(ZZYJKT2016-01);国家自然科学基金资助项目(51375503)
2016-02-24;
2016-06-08
邓运来,教授,博士;电话:0731-88876913;E-mail: luckdeng@csu.edu.cn
Received date: 2016-02-24; Accepted date: 2016-06-08
