玉米燃料乙醇技术进展
2017-02-24郭孝孝武国庆
郭孝孝,武国庆,2
1.中粮营养健康研究院,北京 102209
2.国家能源生物液体燃料研发(实验)中心,北京 100020
玉米燃料乙醇技术进展
郭孝孝1,武国庆1,2
1.中粮营养健康研究院,北京 102209
2.国家能源生物液体燃料研发(实验)中心,北京 100020
近十年,随着燃料乙醇产能的快速扩张,美国燃料乙醇生产技术取得了长足的进步。对近年来国际上玉米燃料乙醇行业应用的新技术、新产品以及新方法进行了总结,并对玉米乙醇的发展方向进行了展望,希望对中国玉米乙醇的技术进步有所借鉴。
燃料乙醇;玉米;DDGS;技术进展
2015年全球燃料乙醇产量达到983亿升,占总生物液体燃料(包括乙醇、生物柴油和氢化植物油)产量(约1307亿升)的75%[1],是全球最主要的液体可再生燃料,也是交通领域公认的汽油替代燃料。燃料乙醇能有这样的地位与其原料易得、生产技术成熟、可减少温室气体排放等优点密不可分。
从2006年起,美国就超过巴西成为全球最大的燃料乙醇生产国和消费国。在可再生燃料标准(RFS)的强制法规要求下,美国燃料乙醇迅速实现了全国范围内混配10%的目标,燃料乙醇厂数量也从2005年的81家增加到2015年的214家[2-3]。在此期间,乙醇工艺技术公司以及酶制剂公司、酵母公司不断开发新技术、新产品,推动美国玉米乙醇生产技术水平持续提高。
可再生燃料协会(RFA)在2016年度报告中公布了美国目前玉米燃料乙醇关键效率指标[3],如表1所示。
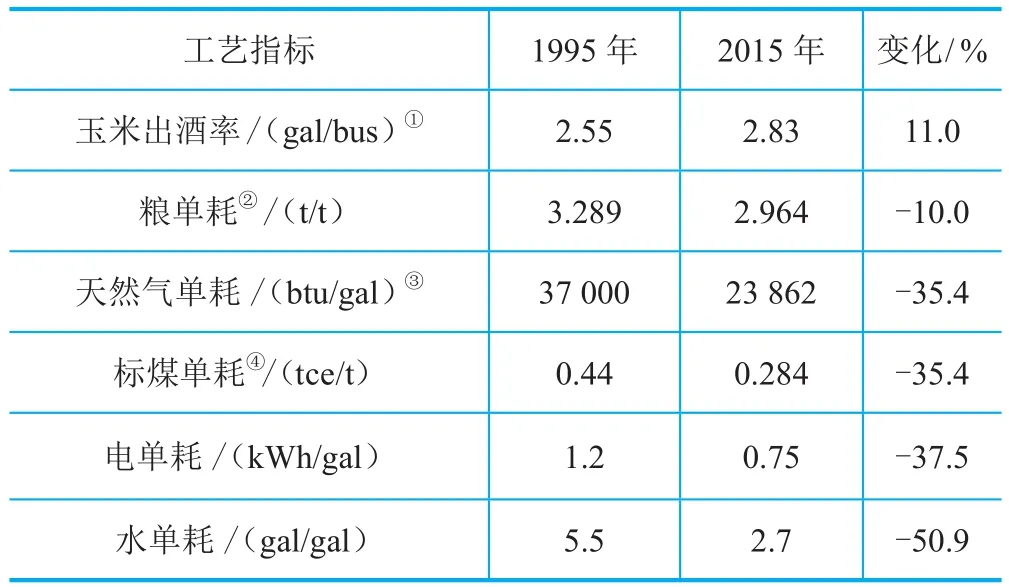
表1 美国干法玉米乙醇关键效率指标
可以看出,1995~2015年美国干法乙醇工艺的粮单耗下降了10%,标煤单耗下降了36%;电单耗下降了38%,水单耗下降了51%,进步十分显著,这与乙醇工艺技术的进步密不可分。
乙醇工艺技术进步的另一个直观体现是其净能量产出投入比的提高。RFA报告显示,近10年来美国干法玉米乙醇工艺的净能量产出投入比逐渐提高,2016年的最新数据已达到2.6~2.8[4]。
那么近年来国际上玉米乙醇工艺出现了哪些代表性的新技术、新产品呢?
1 玉米乙醇技术进展
1.1 原料——乙醇专用玉米
目前乙醇专用玉米的主要研究方向是通过基因工程的手段将生产乙醇的相关酶制剂基因转入到玉米种子基因中,使得玉米在加工过程中能够自身产生相应的酶制剂,从而降低酶制剂及化学品等辅料的用量。该领域最具代表性的产品是先正达公司的Enogen转基因玉米,其特征是引入了淀粉酶基因,在加工过程中能够产生淀粉酶,有效降低物料黏度,减少酶制剂及酸碱用量,起到降本增效的作用。美国农业部于2011年2月批准了该转基因玉米的使用。据先正达称,截至目前已在美国8个州授权农户种植Enogen玉米,供给20家乙醇厂使用,酒精年产能达到450万吨,占全美乙醇产能的10%[5]。
1.2 新型预处理技术
目前美国90%的乙醇厂都采用了干法生产工艺。与湿法工艺相比,干法工艺效率高、投资低,但是粉碎时,淀粉与蛋白、纤维不易彻底分离,使得酶制剂无法充分作用于淀粉,影响出酒率。为此,技术人员巧妙地在干法工艺的液化之前引入了湿法加工理念,充分利用湿法工艺分离更加彻底的优势,提高了淀粉释放率和出酒率。
比较典型的技术是ICM公司的选择性研磨技术(selective milling technology,SMT),在玉米粉碎、调浆后增加湿法研磨工序,通过磨盘的剪切作用将颗粒中更多的淀粉释放出来,从而提高出酒率。据ICM公布数据显示,SMT技术能够提高出酒率2%~3%[6]。
Edeniq公司的胶体磨技术(CellunatorTM)也是一项提高淀粉释放率的技术,同样是用在拌浆之后,原理是利用胶体磨内转子和定子之间快速旋转产生的剪切作用将粒度较大的玉米颗粒进一步打碎,以释放更多淀粉,提高出酒率。据Edeniq公布数据显示,使用胶体磨技术后,玉米粉颗粒尺度更加均匀,玉米出酒率大约能够提高2.8%[7]。胶体磨技术对于制备尺寸均匀的粒子确实有很好的效果,赵芸等[8]曾经用胶体磨合成了粒度均匀的水滑石粒子。
这些预处理新技术还有一个共同点,就是插件式、模块化,能够在不改变原生产工艺基础上使用,这对技术的推广应用至关重要。
1.3 新型酶制剂的应用
酶制剂的研究一直是燃料乙醇行业的研究热点[9-10]。近年来酶制剂研究取得的进展主要是扩大了淀粉酶的pH值使用范围,更确切地说是让淀粉酶能够在酸性条件下高效使用。
传统的商业化淀粉酶要求pH值范围约为5.4~6.0,而一般工艺条件下玉米粉调浆后的pH值大概在4.9,因此需要加入液碱提高pH值以适应淀粉酶所需pH值。液化结束后,为了适应糖化酶的作用条件,又需要加入硫酸将液化液的pH值调节至4.5。pH值的反复调节直接增加了辅料成本,而且会增加系统中副产物盐的含量。开发在酸性条件下使用的酸性淀粉酶,不必反复调节pH值或可以显著降低酸碱的用量,从而降低乙醇的生产成本。诺维信公司在2015年推出的两种酸性淀粉酶——Liquozyme LpHα-淀粉酶[11]和Avantec Amp酶[12]正是适应了此需要。两者的共同点是pH值作用范围较宽,在弱酸性条件下(pH5.0左右)仍有很高的活性;区别在于前者是一种单酶,而后者是一种复合酶。目前这两种酶已经在美国得到了广泛应用。
1.4 新型酵母的应用
目前主流的干法乙醇工艺都采用了同步糖化发酵技术,将糖化酶和酵母同时加入发酵罐中,糖化酶将液化工段获得的糊精进一步分解为酵母可利用的还原糖,酵母将还原糖转化为乙醇。
酵母的代谢产物中除了乙醇外,还有CO2、甘油、琥珀酸等,其中甘油是除了乙醇和CO2之外的最主要的产物。甘油的主要作用是在酒精发酵过程中平衡细胞内的氧化还原力,其次,作为重要的相容性溶质,当酵母细胞处于高渗透压环境下,甘油能够在细胞内累积,从而维持细胞内外渗透压平衡[13]。然而,甘油的合成会消耗糖,消耗量达到5%,从而影响乙醇收率。
近些年,新型酵母的主要技术方向在降低糖化酶用量、降低甘油产量及耐高温酵母等方面,比较成熟的产品有Mascoma公司和Lallemand公司联合推出的TransFerm糖化酵母和TransFerm Yield+低甘油酵母等。
TransFerm酵母是2012年推出的一种能够通过自身代谢产生糖化酶的转基因酵母,从而降低外加糖化酶的用量或者无需添加糖化酶。TransFerm Yield+低甘油酵母在TransFerm酵母基础上推出,除了能够自身代谢产生糖化酶外,还改变了甘油的代谢途径,能够显著降低甘油产量,从而提高出酒率。Lallemand公司对9家商业化乙醇厂使用TransFerm Yield+酵母前后的生产数据进行了对比分析,发现使用TransFerm Yield+酵母后,甘油量平均降低27%,出酒率平均提高2.4%,糖化酶用量平均减少29%[14]。
杜邦公司在2016年全球燃料乙醇峰会上公布了一种名为Synerxia的新型发酵系统[15],据称能够提高出酒率2%。其技术核心包括两方面:一种活性酵母干粉和一种新型脱支糖化酶。酵母干粉由工程酵母与首个商业化生产的海藻糖酶复配而成,工程酵母能够生产传统的糖化酶作用于1,4-糖苷键,海藻糖酶则能够将海藻糖转化为可发酵糖。新型脱支糖化酶的脱支糖化速度则快于传统糖化酶。在酶和酵母的双重作用下,该发酵系统能够降低发酵成熟醪的残糖,提高出酒率。相信Synerxia发酵系统在美国会有较好的发展前景。
关于耐高温酵母,目前还没有比较成熟的市场化产品。Mirko等[16]采用基因工程的手段将细菌乙醇脱氢酶基因转入到一种激烈火球菌中,获得了能够在70~80℃下生产各种醇类的菌种,避免了发酵过程中的染菌问题,并降低了换热、蒸馏成本。该菌种的研发目前还处于实验室阶段,但或许会对未来的乙醇发酵工艺带来革命性影响。
1.5 更合理的酒糟处理方式
1.5.1 副产品形式多样
美国玉米乙醇厂的酒糟饲料有干酒糟(DDGS)、湿酒糟(WDGS)、改良DDGS、DDG和DDS等多种形式。据RFA报告显示[3],2015年美国DDGS占比为46%,WDGS占比达到30%,此外还有相当比例未混合的糖浆和湿糟产品。对于生产企业,直接销售WDGS和糖浆可以节省大量干燥用汽,显著降低生产成本,这也是近年来美国乙醇净能量产出投入比提高的部分原因。另外因为没有经过高温干燥,酒糟的营养价值也比DDGS高,对动物养殖也有益处。当然WDGS的销售半径远小于DDGS,美国能够实现如此大规模的WDGS销售,与其乙醇厂多与养殖厂距离较近,相互形成供应链的商业模式有关,这对我国的乙醇行业有很好的借鉴价值。如果新建乙醇厂,最好能够和玉米产地、养殖厂在供应链条上形成闭环,这样可以节约原料运输费用,生产的WDGS也可以直接供应养殖厂,废水处理厂产生的污泥经过发酵处理形成的有机肥又可以反哺农田,形成一套绿色循环经济。
1.5.2 DDGS装运成本低
我国目前DDGS主要采用小包装袋进行包装、运输、销售,耗费的包装费用、人工装卸、倒转费用超过40元/吨。美国DDGS通常采用散装形式存储、销售,节省了包装费用和人工成本,而且自动化程度高。从客户角度出发,散装形式也可以降低卸货、拆包、转运等人工费用,对于乙醇厂、饲料厂或养殖厂都有好处,值得推广。
2 未来发展方向——玉米纤维乙醇技术
玉米籽粒的种皮大约占玉米籽粒质量的6%~8%,主要由纤维素、半纤维素和木质素等纤维质构成[17],在传统玉米乙醇生产过程中无法被酶制剂分解、被酵母利用,最后留在酒糟中成为DDGS饲料的一部分。近几年一些技术公司开发了一套对玉米籽粒中的纤维素进行处理,然后酶解发酵制备纤维素乙醇的方法。在美国,由这种玉米籽粒中的纤维素生产的乙醇符合D3型生物燃料,能够获得每加仑1.01美元的财政补贴,因此也渐渐成为美国乙醇行业的新宠,得到了越来越多的认可,有可能成为玉米乙醇未来的发展方向。
目前拥有玉米纤维乙醇技术并获得美国环保部D3型生物燃料认证的公司主要有ICM公司、Edeniq公司和先正达公司,各自的技术要点及应用情况如表2所示。
相比传统的以作物秸秆为原料的纤维素乙醇,这种新型的玉米纤维素乙醇技术具有以下几方面的优势。①投资低。与原有的玉米乙醇工艺相结合,无需额外配备原料收储、粉碎以及环保等公用工程设施,比完全新建一家以秸秆为原料同等规模的纤维素乙醇厂投资要低得多。②无需购买原料。将玉米中价值较低的纤维素转化为附加值更高的纤维素乙醇,实现了附加值的提升,同时也避开了目前二代纤维素乙醇的一个难点,即原料的收、储、运。③工艺简单,难度低。尤其是预处理环节,纤维素的酶解更加容易,发酵环节的抑制作用也更低,降低了二代纤维素乙醇过程中原料预处理和发酵环节的难度。④提高DDGS的蛋白含量。虽然会降低原生产线DDGS的产量,但同时会提高DDGS的蛋白含量,进而提高其营养价值和附加值。⑤插件式、模块式技术,对原有工艺无不利影响。

表2 已实现商业化的玉米纤维乙醇技术及应用状况
当然对于单个乙醇厂来讲,该技术的原料可利用量相对有限,以典型的年产能为30万吨的干法玉米乙醇厂为例,能够新增的纤维素乙醇产能只有2.1万吨(按照增加7%计算)。但是总的潜力还是比较可观,以美国为例,目前的玉米乙醇年产能大约为4500万吨,如果全部推广该技术,美国的纤维素乙醇年产量将能够增加310万吨。另外,该技术虽然避开了原料收储、预处理等方面的行业难题,但也恰恰未能从根本上解决秸秆等废弃物的综合利用问题。
总的来讲,在目前二代乙醇技术仍不具备商业化运行条件的情况下,采用该技术进行过度也不失为一个好的选择。当然,应用过程中如何区分、鉴定和计量纤维素乙醇与原有的玉米乙醇直接涉及财政补贴的多少,需要有明确的鉴定方案,并得到国家相关部门的认可。
3 展 望
我国近几年在燃料乙醇方面虽然有一定的进步,典型的技术如规模化木薯乙醇生产技术,但是玉米乙醇生产工艺中的新技术、新产品应用不多,专门从事乙醇工艺研究的机构和企业也不多,与美国乙醇行业仍有不小的差距。
随着近些年玉米库存压力逐渐增大、空气污染问题日渐严峻,扩大燃料乙醇使用范围的呼声也日益高涨。从国际上对生物燃料愈来愈重视的趋势来看,我国未来燃料乙醇仍有巨大的发展潜力。乙醇行业技术人员应及时了解国内外的先进技术和经验,结合我国自身国情,开发出适合于我国的乙醇生产工艺包,为未来乙醇行业的发展做好准备。
[1] REN21. Renewables 2016 global status report[R]. Paris:REN21,2016.
[2] Renewable Fuels Association. From niche to nation, ethanol industry outlook 2006 [R]. Washington,DC:RFA,2006.
[3] Renewable Fuels Association. Fueling a high octane future,ethanol industry outlook 2016 [R]. Washington,DC:RFA,2016.
[4] Renewable Fuels Association. Re-examining corn ethanol’s energy balance ratio[R]. Washington,DC:RFA,2016.
[5] Syngenta. Meeting the growing demand for American ethanol [EB/ OL]. [2016-12-19]. http://www.syngenta-us.com/corn/enogen/.
[6] ICM. Products:selective milling technologyTM[EB/OL]. [2016-12-19]. http://www. icminc.com/products/selective-milling-technology. html.
[7] Edeniq. Products:cellunatorTM[EB/OL]. [2016-12-19]. http://www. edeniq.cellunator/.
[8] ZHAO Y,LI F,ZHANG R,et al. Preparation of layered double hydroxide nanomaterials with a uniform crystallite size using a new method involving separate nucleation and aging step [J]. Chem Mater,2002,14:4286-4291.
[9] LUANGTHONGKAMA P,FANGA L,NOOMHORMB A,et al. Addition of cellulolytic enzymes and phytase for improving ethanol fermentation performance and oil recovery in corn dry grind process[J]. Ind Crop Prod,2015,77:803-808.
[10] HARRIS P V,XU F,KREEL N E,et al. New enzyme insights drive advances in commercial ethanol production[J]. Curr Opin Chem Biol,2014,19(1):162-170.
[11] Novozymes. Novozymes release low pH alpha-amylase enzyme[EB/ OL].(2015-9-22)[2016-12-19]. http://www.ethanolproducer.com/articles/12635/novozymes-release-low-ph-alpha-amylase-enzyme.
[12] Novozymes.Novozymes launches improved Avantec enzyme[EB/ OL].(2015-10-27)[2016-12-19]. http://ethanolproducer.com/articles/12713/novozymes-launches-improved-avantec-enzyme.
[13] CRONWRIGHT G R,OHWER J M,PRIOR B A. Metabolic control analysis of glycerol synthesis in Saccharomyces cerevisiae[J]. Appl Environ Microb,2002,68(9):4448-4456.
[14] Lallemand Biofuels & Distilled Spirits. Fuel ethanol products:TransFerm Yield+[EB/OL]. [2016-12-19]. http://www.lallemandbds.com/fuel-ethanol/liquid-yeast/ transferm-yield/.
[15] Dupont. Increase yields,reduce sugars with SYNERXIAfermentation system[EB/OL]. [2016-12-19]. http://www.dupont. com/products-and-services/industrial-biotechnology/industrial-enzymes-bioactives/synerxia-fermentation-system.html.
[16] BASEN M,SCHUT G J,NGUYEN D M,et al. Single gene insertion drives bioalcohol production by a thermophilic archaeon[J]. Proc Natl Acad Sci U S A,2014,111(49):17618-17623.
[17] 沈国清,门艳春,沈国生. 浅谈玉米的综合开发与利用[J]. 现代化农业,1998,7:19-20.
Technology progress of global fuel ethanol industry
GUO Xiaoxiao1,WU Guoqing1,2
1. COFCO Nutrition & Health Research Institute, Beijing 102209, China
2. National Energy Research Center of Liquid Biofuel, Beijing 100020, China
In the past decade, with the explosive expansion of the ethanol production capacity in USA, producton technology for the fuel ethanol has improved tremendously. The paper summarized the new technologies, new products and methods applying in the ethanol industry these years. The future development of corn ethanol is also discussed.
fuel ethanol; corn; DDGS; technology progress
10.3969/j.issn.1674-0319.2017.01.015
郭孝孝,博士,中粮营养健康研究院生物技术中心研究员。主要研究方向为生物质能源与化工、生物饲料与添加剂,长期从事乙醇生产技术及其副产品高值化利用研究。E-mail:guoxiaoxiao@ cofco.com
武国庆,博士,国家能源生物液体燃料研发(实验)中心副主任,中粮营养健康研究院生物技术中心技术总监。主要研究方向为生物质能源与化工、生物饲料与添加剂,长期从事纤维素乙醇技术及功能性纤维饲料的开发与生产研究。E-mail:wugq@cofco.com
国家高技术研究发展计划(2014AA021906)
