“陆S纺纱工艺”的梳棉均衡柔和梳理工艺探讨
2017-02-21陆惠文
陆惠文, 倪 远
(1.无锡市第一棉纺织厂,江苏 无锡 214000;2.无锡万宝纺织机电有限公司, 江苏 无锡 214161)
【梳棉机研究】
“陆S纺纱工艺”的梳棉均衡柔和梳理工艺探讨
陆惠文1,2, 倪 远2
(1.无锡市第一棉纺织厂,江苏 无锡 214000;2.无锡万宝纺织机电有限公司, 江苏 无锡 214161)
梳棉工序的工艺及梳理元件配置与设计不仅关系到生条的梳理品质,更对成纱质量影响重大,因此与梳理相关的工艺技术创新依然是梳理技术应用发展的方向。本文所提出的“陆S纺纱工艺”梳棉均衡柔和梳理工艺的技术理念,是重点针对梳棉工序梳理工作介质对最终纱线品质的影响项目和程度,而提出的具有可操作价值的均衡柔和梳理工艺应用原则,具体化地强调通过实施均衡柔和梳理工艺措施,排除有害疵点、减少纤维损伤,从而达到改善成纱品质、降低梳理成本及提升梳理产能的目的。
均衡柔和梳理工艺; 针布转移率; 短绒; 棉结; 制成率
1 梳棉均衡柔和梳理理念的提出
纺纱生产中生条的质量一直沿用棉结杂质作为主要考核指标,为了达到生条结杂的最大去除率,一般都采用高梳理度(高密度针布、高梳理速度和较低产量)与强分梳(高梳理速度和紧隔距)的工艺手段来改善梳理质量,但结果是在结杂减少的同时,纤维的物理性能却发生了负面的变化,纤维的损伤造成梳理后短绒的产生量远大于短绒的排除量,生条的16 mm以下的短绒增加了,纤维的长度均匀度(整齐度)下降了。生条短绒重量的百分率不一定会增加,但短绒的平均长度会变短,短绒的根数会增加。10 mm以下的短绒含量直接会影响纱线上电清无法清除的A0、A1、A2、B0、B1等偶发性纱疵数量,直接影响布面质量。USTER统计值公报从2013版起,已经不关注12.7 mm以下短绒的重量百分比项目,而开始重点关注12.7 mm以下短绒的根数百分比的变化,这说明国际业界一致认同纤维须条中短绒的根数及分布对成纱品质的影响更大。
纤维长度、长度的均匀度和短绒长度的分布,是影响纱线最终品质的重要参数。纤维在开清、梳理的清洁整理过程中都会受到损伤,因此在关注生条质量时,还要关注经过开清工序喂入梳棉的棉卷和筵棉质量。
梳棉机梳理过程采用高梳理度与强分梳的工艺,在很多情况下生条结杂的减少是以短绒率增加和纤维长度的均匀度(整齐度)降低为代价的。在相同工艺条件的后续工序中,短绒含量高的生条成纱棉结和纱疵都高。为了减少在梳理过程中疏解棉结的同时对纤维的损伤,“陆S纺纱工艺”的梳棉工艺提出了均衡柔和梳理的理念[1],把排除有害疵点与减少纤维损伤作为梳棉工序不可偏废的两大工作任务,使生条短绒和棉结相对于以偶发性纱疵为主的成纱品质处在一个均衡点。
2 梳棉工序的工艺目标和关注点
2.1 梳棉工序的工艺目标
梳棉工序的工艺目标主要有如下几点:
(1)将喂入的筵棉梳解成单纤维,并使其尽可能伸直平行、混合充分;
(2)分离纤维中的有害疵点及有害纤维,并尽可能去除;
(3)降低纤维损伤,减少梳理过程中短绒的产生量;
(4)减少梳理过程造成的棉结;
(5)将梳理后的纤维凝聚成网、集合成条。
2.2 梳棉工序的关注点
梳棉工序的工艺设置是针对上述5个工艺目标的一种过程控制策略,其效果就是为了达到符合下游应用需求的成纱品质。在上述5个工艺目标中,第3和第4个工艺目标是实际生产中较难掌控的,其对成纱品质的影响较大,且在后续工序中较难弥补。因此本文强调予以重点关注,要改变高梳理度和强分梳的梳理工艺理念,确实做到均衡柔和梳理,防止过度梳理。
要从梳理工艺上把握好对纤维实施恰当的分梳和转移,尽可能降低纤维损伤。重视纤维物理指标、针布规格参数的设计和选配对分梳和转移的影响,关注梳理强度和梳理度的掌握应用,以及工艺隔距、梳理速度、输出速度、喂入与输出定量等梳棉工艺要素。
2.2.1 梳理元件与纤维分梳控制状态的关系
(1)锡林刺辊针布齿间纵横向密度比
梳理针布的针齿密度,随梳棉机产量的提高而不断向着增密方向发展。这是因为按照梳理度概念,在保持一定梳理度的情况下,梳理产能越高,梳理针布的密度也应该正比例提高。根据现有的梳理度的定义,梳理度与产量、针齿密度、分梳速度、纤维细度长度及转移率等有关,以及在实际应用中还有纤维被多齿握持,及纤维的针面覆盖系数等因素,对实际的有效梳理度均有影响。
为此,应从减少纤维损伤和降低短绒率角度,认识梳理度构成要素中针齿密度对纤维分梳过程的影响。适当减小基部厚度,增大纵向齿距,即增大横向针齿密度,减小纵向针齿密度。已通过试验验证上述设计思路,在针齿总密度接近的情况下,改变纵横针齿密度比有以下几个优势:
①纵向针齿密度减小有利于降低对纤维的重复分梳;
②纵向针齿密度减小有利于释放和排除短绒;
③减小纵向针齿密度,可以降低受纵向多针齿束缚纤维的数量,改善相对面针齿对纤维的分梳效果;
④纵向针齿密度减小有利于使分梳后的纤维及时释放和转移;
⑤对平均长度长的纤维梳理时纵向针齿密度减小,更有利于减少对单根纤维的重复梳理,梳理针齿密度应根据单位重量的纤维平均根数而定。
(2)梳理元件针齿形态参数设计
梳理元件的针齿形态参数,决定纤维在分梳过程中所处针齿的位置分布:齿尖、齿中或齿底,其直接影响分梳与转移的效果。
分梳和转移是梳理过程中的一对矛盾,棉结和短绒是梳理效应的一对矛盾,这两对矛盾中各自相互之间可以找到一个均衡点,这是设置均衡柔和梳理工艺的一个关键课题。需要注意的是转移率过高就会导致分梳不足,而当转移不足时就会引起梳理过度。梳理过度既损伤纤维又增加棉结。在针布具有适当分梳功能的前提下,对纤维的转移能力越强,纤维在针布表面的残留量越少,能使后续纤维获得有效分梳的效应越好。
因此要关注针布齿形参数设计的合理性,通过均衡分梳和转移的矛盾来平衡棉结和短绒控制的矛盾。
2.2.2 梳棉机喂入纤维的取向度
减少梳棉喂入筵棉中的束状纤维,提高梳棉喂入纤维的取向度,是一个重要的工艺研究课题。后部工艺要求刺辊针齿对纤维的损伤要小[2],刺辊针齿上纤维向锡林的转移充分,就对喂入棉层中纤维的取向度提出了要求,纤维向着运动方向的取向度越好,纤维受到刺辊针齿梳理的损伤越小,没有或很少残留纤维参与刺辊和给棉板间的再次分梳,刺辊表面的束状纤维量少,可以大大减轻锡林与盖板主梳理区的梳理负荷,大大减少短绒的产生,为实施柔和梳理工艺——较低梳理度和较低梳理强度提供良好的条件。
2.2.3 梳棉工艺参数对梳理品质的影响
梳棉工艺要素包括工艺隔距、梳理速度、输出速度、喂入与输出定量等,也对梳理品质有重大影响。在梳理产量、喂入输出定量一定的条件下,合理设置整体工艺,包括适当放大梳理隔距、减缓梳理速度,结合优化梳理度和梳理强度,保护纤维,实现均衡柔和梳理。
2.2.4 过度梳理的特征
过度梳理是指在整个梳理过程或某个梳理区作用于纤维的梳理度和/或梳理强度大于纤维物理性能所能承受的度。由于难以简单地进行定量计量,因此生产实践中疏于控制。过度梳理历史性和广泛性地存在于纺纱生产中。生产实践中通过观察和分析可以从特定的相对测试指标和纺纱工况中反映出工艺参数的适度与否,过度梳理具体有以下几个表现特征:
(1)梳棉的落棉率高,制成率低;
(2)生条16 mm以下短绒增长是筵棉短绒率的104%以上;
(3)生条纤维的长度均匀度(长度整齐度)低于筵棉的纤维长度均匀度的85%;
(4)棉网边缘容易出现破裂和断网现象,必须采用增大道夫到压辊间的张力牵伸倍数来缓解。但张力牵伸越大,生条的条干CV%会越差;
(5)大压辊输出的棉条容易出现下垂或断条;
(6)圈条器上部和喇叭口附近的短纤维积花多;
(7)并条的手捡棉结与生条的手捡棉结相比增加50%以上。
3 均衡柔和梳理工艺实施应用原则
3.1 后部工艺和刺辊针布的选用要点
(1)适当放大刺辊与给棉板的隔距减少纤维损伤;
(2)适当降低刺辊速度缓和针齿的打击力度;
(3)适当增加锡林与刺辊表面线速比,取值为棉2.1~2.5、化纤2.2~2.6为宜,提高转移率;
(4)增加刺辊齿条的纵向齿距,降低刺辊齿条纵向齿密,减少针齿对纤维的纵向作用次数,对自锁齿条针布来说可以减小基部的厚度,增加刺辊的横密,减少横向漏梳率;
(5)优化刺辊齿形为双弧形齿面、大负角刺辊底角;齿背采用弧背型齿条,防止齿面纤维下沉,有利于未控端纤维后扬,对排杂排短绒有效;
(6)降低刺尖厚度为不大于0.18 mm,改善刺尖对纤维束的穿刺能力,降低刺辊上束纤维含量;
(7)改善刺辊针齿光洁度,降低刺辊返花与短绒的产生;
(8)刺辊定期进行抛磨(采用一种特制的抛磨箱),提高齿面的光洁度和锋利度,降低由刺辊产生的棉结和短绒,并可大大提高刺辊齿条的使用寿命;
(9)预分梳齿条建议选用66齿密型,齿面与刺辊的进口隔距可加大到1.0~1.5 mm,防止造成梳理短绒和棉结,防止分梳漏底充塞;
(10)除尘刀和刺辊间的隔距不宜过小,除尘刀口必须光洁,不能有毛刺或凹坑。
3.2 合理控制后部落棉
后部落棉率掌握在筵棉(棉卷)含杂率的(1.5~1.8)倍,落棉含杂率控制在40%~55%。
后部落杂率控制为后部落棉量乘以落棉含杂率。
筵棉16 mm短绒率大于16%时,后部落棉量偏大掌握。后部落棉量增大后,落棉含杂率也会下降,要控制后部落杂率不低于60%,这样在保证梳理质量的条件下改善梳棉工序制成率。
3.3 固定盖板针布的密度选择
必须按渐进分梳的原则,固定盖板密度的分布应该由稀到密,建议每平方英((25.4 mm)2)寸齿数为:后下80~100齿,后中130~150齿,后上240~300齿。后固定盖板的隔距也应进大出小渐进分梳的原则,在固定盖板不充塞的前提下适当放大隔距。后固定盖板的主要作用是:梳解束状纤维,提高锡林表面纤维的取向度,前固定盖板的密度可以偏高掌握,每平方英寸((25.4 mm)2)320~420齿,隔距以活动盖板的出口隔距为依据。固定盖板的纤维分梳总量应控制在350~500 t纤维量,当固定盖板锋利度衰退后反而会产生梳理棉结(尤其是后进口区固定盖板)。
3.4 锡林后罩板工艺要点
要注重锡林后罩板圆弧度的准确性、表面光洁度与横向平直度,控制锡林表面气流横向的一致性,维持锡林表面纤维横向均匀分布和横向分梳的一致性。后罩板进口隔距控制在24~26英丝(0.025 4 mm),视纤维的长度而定。对顺向运动的盖板而言,出口隔距控制在20~23英丝(0.025 4 mm),对反向运动的盖板后罩板的隔距应偏小掌握,在不碰活动盖板的前提下,适当增加后罩板与活动盖板间的插入深度,否则盖板花中的有效纤维量会大大增加。
3.5 锡林针布的选型
锡林针布针齿的高度以偏矮控制为宜,棉和棉型化纤一般都建议采用20系列针布。对于纤维弹性度较大或纤维粗度在2D以上的纤维或中长类纤维梳理来说,可选用25或28的针高。锡林针布密度与梳理纤维的长度有关,如梳理27 mm以下的纤维,像气流纺等类的短纤维应该选纵向齿距小齿密高的锡林针布(1.5 mm齿距),对于纤维大于35 mm以上的纤维可选用纵向齿距偏大齿密偏低的针布(1.7~2.2 mm齿距),另外也要根据梳理产能决定。
3.6 锡林针布的工作角选用原则
锡林针布的工作角(δc,即前角余角)与握持和抓取纤维能力,对纤维的梳理、转移、混合、除杂和伸直等作用的影响较大。较小的δc,有利于纤维的抓取和分梳,棉结少,纤维混合与伸直度好,但与道夫间的转移率会降低。较大的δc,纤维切入针根的力小,有利于纤维的转移而降低锡林和盖板针面负荷。但δc要合理选择,如δc太大,则转移率过高而影响分梳作用,使棉结增加混合不良,影响伸直度。但如δc过小,则会增加锡林和盖板针面负荷,易于产生锡林绕花影响纤维顺利转移,也会增加棉结。决定δc大小的因素,有锡林速度、锡林直径、纤维性质种类、纤维的细度和长度、齿高、齿深、齿形等因素。如纤维细度在1.3分特以下时可考虑δc加大。δc还与齿高、齿深有关,随着锡林针布的齿高、齿深的降低,δc要减小。另外锡林速度的提高,锡林表面纤维的离心率加大,加上采用矮齿、浅齿,δc应适当减小。较小的δc可以增强针布对纤维的分梳,减少滑脱纤维和浮游纤维,改善生条及成纱质量。
δc与锡林速度的工艺设置基本上呈负相关,即工作角越大,锡林速度应偏低掌握,均衡控制梳理状态。具体对应参数可以参考表1。

表1 锡林速度和齿条工作角选择之间的对应关系
3.7 盖板针布的设计
关于盖板针布的设计,笔者在参考文献[3]中已有讨论,在此不再赘述。
3.8 活动盖板波浪形均衡排列法
锡林和盖板间主梳理区的分梳,要尽可能增大实际分梳工作面,要在时间和空间上减少梳理的离散性,这样才能真正做到均衡柔和梳理。
盖板波浪形均衡排列工作法使锡林和盖板间在时间和空间上保证短片段平均梳理隔距相近,平均梳理状态相近。有效稳定分梳效果,改善梳理的离散性。采用这一进步的锡林盖板隔距校调工作法后,还可以适当增大盖板和锡林间的隔距,在工艺设置进一步上体现柔和梳理。
为了防止盖板骨和曲轨间踵趾面的磨损,建议在曲轨表面黏附一种高分子低摩擦系数的导轨贴膜。既能减少曲轨和盖板踵趾面的磨损,又能降低盖板的传动功耗。
3.9 主梳理区隔距设置要点
锡林与盖板主梳理区隔距决定着梳棉机的总体梳理效果[4],也是梳理过程中影响纤维损伤的关键因素。设置紧隔距工艺在一定程度上可以降低棉结和杂质,但其一方面会增加短绒(尤其是10 mm以下短绒)、降低纤维的强度和均匀度,另一方面也会加剧针布锋利度的衰退,增加梳理成本。
锡林与盖板的隔距,应由纤维在锡林表面的附着面状态来决定,主要取决于以下几个因素:
(1)锡林速度:锡林表面线速越高盖板的隔距应放大;
(2)冷车与热车状态:冷车时隔距要略大于热车时隔距;
(3)锡林针齿高度:对28、25系列针布隔距不宜大、20系列针布隔距应适当放大;
(4)锡林针齿纵向齿距:纵向齿距大可以适当放大隔距;
(5)梳棉机产量高、定量重时应当适当放大隔距。
3.10 道夫针布的选型要求
道夫针布主要作用是剥取锡林经过梳理后的纤维,道夫对锡林表面纤维的一次性转移率的提高,除了与锡林针布的齿高、齿形和锡林的表面线速度有关之外,还与道夫表面的齿密度、齿形、齿深和齿隙对纤维的容量有关。同时它还与锡林针布相配合,对纤维的分梳、均匀、混合等也有较大的作用。它会直接影响棉网的均匀度和清晰度。随着梳棉机产量的提高道夫针布的齿密度也在提高,传统的齿密每平方英寸((25.4 mm)2)在280~450,一种新型的道夫针布每平方英寸((25.4 mm)2)齿密达到520,道夫表面纤维分布的平行度可以提高30%。适当增加道夫针布齿密,有以下优点:
(1)可以提高道夫针布抓取凝聚纤维的能力,有利于转移率的提高;
(2)使棉网结构改善,生条纤维伸直度、棉网清晰度纤维的伸直度也有所改善;
(3)能适应重定量高产量的要求。
道夫针布的工作角δd(前余角)的大小会直接影响纤维转移率和梳理质量,δd小对锡林表面的纤维转移率会提高,随着梳棉机产量提高和锡林速度增加,其δd有减小趋势。当梳棉机产量为30~100 kg/h时,δd取60°~55°(4030~4035系列)。
适应重定量高产量梳理要求,道夫齿隙的容纤提高,道夫针布的齿深加大,同时也提高了凝聚效果。
为了加强道夫针布对纤维的控制能力,正面齿形采用鸟嘴形、香蕉型,工作角δd的齿尖端带有沟槽,齿侧面带有横槽等措施。对于棉型短纤来说不建议齿侧面带有4条横槽,其会影响道夫表面纤维的平行度,横槽应处于齿的上半部,这样可减少道夫的返花,提高剥棉罗拉对道夫表面纤维的剥取能力。
4 有关均衡柔和梳理理念的讨论
均衡梳理就是通过改良梳理元件设计与配置、优化梳理工艺参数及相关工作法,来均衡与梳棉工序乃至成纱直接相关的多项技术经济指标和品质项目,达到均衡本工序品质与最终成纱品质、均衡本工序有害疵点与成纱有害疵点、均衡生条疵点排除与纤维损伤、均衡梳理品质与梳理产能、均衡梳理产能与梳理元件寿命、均衡梳理品质与用棉量的目的。
柔和梳理就是通过改良梳理元件设计与配置、优化梳理工艺参数及相关工作法,使之适于被梳理纤维物理特性,适当降低梳理度和梳理强度,避免过度梳理。从而降低纤维在梳理过程中的损伤,减少短绒产生,为后续工序的并合牵伸提供优质的半成品,为改善最终产品品质、提高后续工序生产效率及减少布面有害疵点打下基础。
5 高梳理度强分梳与均衡柔和梳理的比较
高梳理度强分梳与均衡柔和梳理是两种不同的梳理工艺设置理念,因此实施这两种工艺就会产生不同的梳理效应,表2与表3进行了两种梳理工艺的初步比较和判断,可以为纺纱生产实践中的梳理工艺设置和管理提供参考。
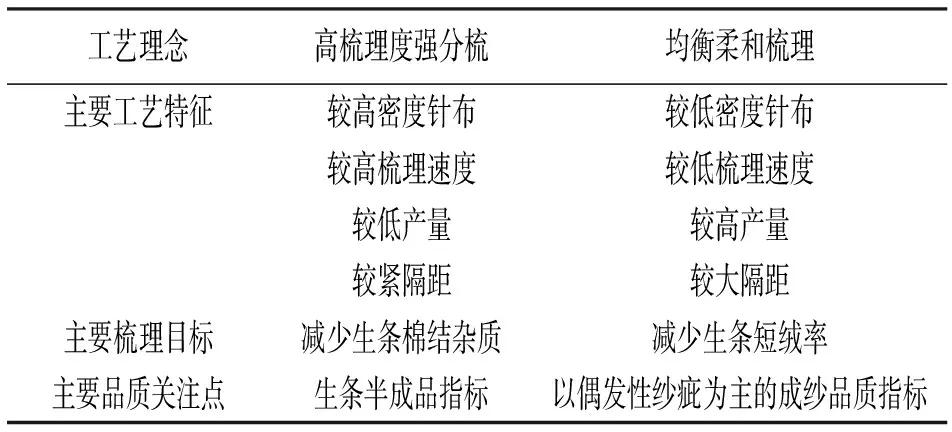
表2 两种梳理工艺理念的比较表

表3 两种梳理工艺梳理效应定量判断表
6 结束语
生条短绒含量和分布对成纱质量指标的影响很大,如偶发性纱疵、棉结、强力、条干和毛羽等项目,生条短绒指标对成纱品质的影响远远超越生条其他品质指标。因此在进行梳棉工艺设计和梳理元件配置时,要重点关注对纤维长度影响较大的工艺参数,不要单一为了减少结杂而增加梳理度、增强梳理强度。在生条短绒率不同的状况下,生条棉结与成纱棉结之间并不是呈正相关的关系。在均衡柔和梳理理念的指导下,实施优化工艺、优选器材、改善设备状态等措施,能够做到既降低生条的短绒率,又满足成纱品质的要求。
在“陆S纺纱工艺”机理探索和实践应用中,通过对梳棉工序梳理过程中短绒和棉结产生规律的探索和再认识,以改善最终成纱品质为基点,归纳出了均衡柔和梳理工艺理念及一整套具有可操作性的均衡柔和梳理工艺技术原则,结合后续工序中“陆S纺纱工艺”的应用,真正体现出省电耗、省料耗、省工耗、省管理、升效率和升品质的应用特点。
[1]陆惠文, 倪远. “陆S纺纱工艺”的细纱牵伸机理初探[J]. 辽东学院学报(自然科学版),2016,23(2):77-87.
[2]LAWRENCE C. 刺辊部分的开松作用及锡林-盖板间的梳理作用[J]. 郭 昕,高丽丽 译, 孙鹏子 校. 辽东学院学报(自然科学版),2016,23(1):11-15.
[3]陆惠文,孔宪生. 梳棉工艺与梳理器材设计探讨[J]. 辽东学院学报(自然科学版),2012,19(4):24-33.
[4]陈玉峰,陆振挺. 不同盖板植针形式对梳理质量的影响[J]. 辽东学院学报(自然科学版),2016,23(3):166-172.
(责任编辑:鞠衍清)
Balanced and soft cotton-carding technology of 6S Spinning Technology
LU Hui-wen1,2, NI Yuan2
(1.TheFirstCottonSpinningMillofWuxiCity,Wuxi214000,China; 2.WuxiWanbaoTextileElectromechanicalCo.Ltd,Wuxi214161,China)
The carding process and technology, as well as the configuration and design of carding elements affect not only the sliver-carding quality, but also the resultant yarn quality; therefore, the carding-related technological innovation has still been the key point in the field. In this paper, the balanced and soft cotton-carding technology of the 6S Spinning Technology is introduced. According to the items of the carding medium in the cotton-carding process that affect the resultant yarn quality, the authors propose the balanced and soft carding technology principle. Some practical measures to remove defects and reduce fiber damage are put forward so as to improve yarn quality, reduce carding cost and increase carding yield.
balanced and soft cotton-carding technology; card clothing transfer rate; short fiber; nep; finished product rate
10.14168/j.issn.1673-4939.2017.01.03
2016-10-11
陆惠文 (1947—),男,江苏无锡人,高级工程师,研究方向: 纺纱工艺。
TS103.22
A
1673-4939(2017)01-0010-06