面向数控车间的刀具需求计划制定方法研究*
2017-02-15徐忠兰
徐忠兰
(苏州工业职业技术学院,江苏 苏州 215104)
面向数控车间的刀具需求计划制定方法研究*
徐忠兰
(苏州工业职业技术学院,江苏 苏州 215104)
刀具需求计划是刀具管理系统中研究的重点,也是企业管理所关心的焦点。文章提出了一种针对数控模块化刀具的刀具需求计划制定的计算方案,该方案考虑到模块化刀具中不同模块由于磨损方式不同,从而导致换刀节奏和需求量的不同,针对不同模块分别制定了相应模块的需求计划计算方案。同时,考虑到切削刀具模块的库存是具有生命库存特征的自消化性库存,在计算最终刀具物料采购计划时使得结果更加符合实际情况。基于此方案开发的刀具管理系统具有较好的适应性,对于企业的刀具准备工作及采购计划制定具有较好的指导作用。
刀具需求计划;刀具物料采购计划;生命库存;模块化刀具
0 引言
随着制造业的不断发展,各种先进制造技术的不断呈现,数控加工已经成为现代制造加工中的主流。随之而来的是在生产制造过程中所使用的数控刀具类型、数量越来越繁杂,刀具的管理工作尤其是加工前的刀具需求准备工作也变得越来越困难。可以说刀具需求计划制定是刀具管理中研究的重点,也是企业管理所关心的焦点[1-3]。在主生产计划以及零件工艺信息制定以后,准确确定主生产计划中所需刀具的类型、数量和时间对于企业生产的保障以及生产成本的控制都具有重要的意义。目前,对于刀具需求计划制定的研究有很多,其中最典型的是重庆大学的郭灿斌,王时龙等[1]所提出的PS算法(即根据工艺信息及生产计划自动生成法),该算法虽然在一定程度上给企业刀具准备工作提供了数字依据,但其计算得到的刀具需求是整体刀具的需求量,而现代数控刀具大多采用模块化刀具,其可由主柄模块、中间模块、工作模块及切削刀具组成,而在加工过程中,由于切削刀具直接与工件接触会不断磨损,达到磨损极限时需要跟换刀具继续加工,而主柄模块、中间模块、工作模块由于不直接参与接触,磨损可忽略不计,不需时常跟换,因此这三大模块物料与切削刀具的需求计划计算方法是不一样的,同时,该PS算法并未考虑刀具库存是具有的生命库存特性的自消化性库存,随着磨损刀具的重新修磨入库,刀具库存量会呈现一定量的反弹,这对于刀具物料采购计划的制定是不可忽视的因素。本文在考虑这两点问题的基础上,提出了新的刀具需求计划制定的计算方法。
1 刀具需求计划生成原理分析
在整个刀具管理系统中,制定企业刀具需求计划的主要依据是企业的主生产计划、零件的工艺信息以及刀具库存信息等[4-5]。其中企业的主生产计划则决定了所需加工零件的种类、零件加工的数量以及零件加工的时间;零件的工艺信息决定了加工零件时每道工序所需的刀具以及工序的加工时间;而刀具的库存信息则解释了企业刀具库中现有的刀具情况。
刀具需求计划的逻辑关系可以通过MRP的输入/输出算法原理图来确定,其逻辑关系模型如图1所示。从图中可以看出,刀具需求计划的数据输入有四种:零件加工计划、刀具清单、刀具组成BOM、刀具库存信息。零件加工计划由主生产计划以及现有物料库存信息得到,由主生产计划的到物料需求计划MRP,物料需求计划结合现有的物料库存信息得到物料的净需求计划,其中包括两类物料:①自制件;②外购件、通用件、标准件等。自制件制定零件加工计划;外购件、标准件等制定物料采购计划。刀具清单由零件的工艺信息获得,指完成某种零件加工时所需刀具的种类、数量及相关工艺信息。刀具组成BOM是指模块化刀具的物料组成清单,包括主柄模块、中间模块、工作模块、切削刀具等。刀具库存信息表示企业现有的刀具库存情况,包括主柄模块库存、中间模块库存、工作模块库存、切削刀具等,其中切削刀具库存是指基于刀具自消化特征的刀具库存,包括新刀库存、旧刀库存、待修磨库存及在生产系统、检测系统、修磨系统中的库存。刀具需求计划的最终目的是根据零件加工计划规定的零件数量和加工时间要求、零件的加工刀具清单及刀具组成BOM信息,结合现有的刀具库存信息输出刀具物料的采购计划。
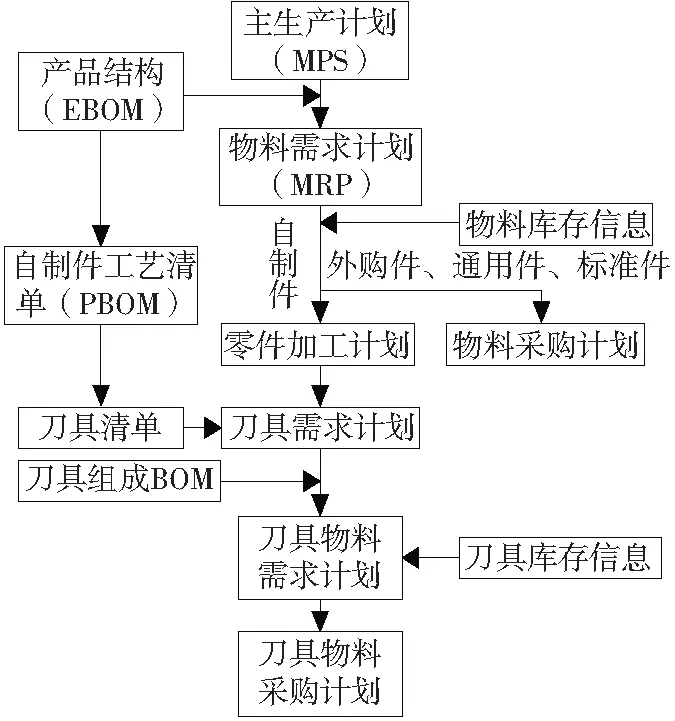
图1 刀具需求计划的逻辑关系模型
2 刀具需求计划关键输入信息
刀具需求计划的关键输入信息有四种:零件加工计划、刀具清单、刀具组成BOM、刀具库存信息[6-7]。零件加工计划由物料需求计划结合物料库存信息分解之后得到,决定了企业加工零件的种类、数量以及加工时间,是制定刀具需求计划的主要依据。刀具组成BOM由工艺人员编制工艺时制定,体现了模块化刀具组装时的物料组成,包括主柄模块、中间模块、工作模块、切削刀具等。下文主要对刀具清单,刀具库存信息这两种输入信息进行分析。
2.1 刀具清单
刀具清单主要根据生产零件的工艺BOM(即PBOM)来制定。PBOM是工艺部门在EBOM的基础上制定的用来指导某一产品及其相关零部件生产的工艺文件,工艺部门依据企业现有的工艺装备特点编制产品零部件组成中自制件的制造方法,主要对自制件的生产工艺数据进行描述,其中主要部分为零件加工工序方面,包括零部件的工艺规程、加工工序、制造资源(包括加工设备、工装夹具、刀具、量具、辅具等)、工时定额等工艺信息。因此,可以直接从PBOM中提取出产品结构、加工设备、工序信息、所用刀具以及工时定额等所需的工艺信息,来制定刀具清单。
参照物料清单的格式,并结合刀具的基本特征,刀具清单的格式可以采用传统的BOM格式。表1、表2为传统的单层展开式格式的刀具清单。其主要内容包括:零件编号、零件名称、刀具编号、刀具名称、设备编号、设备名称、工序名称、工时定额、刀具可靠寿命等。
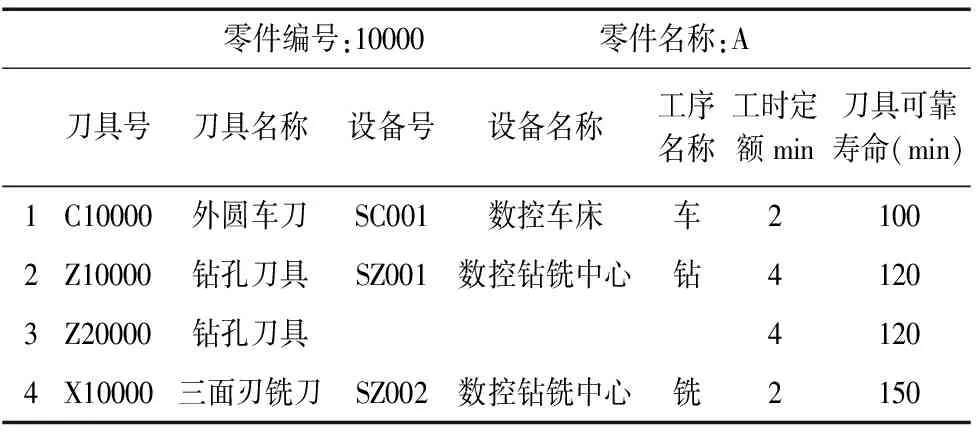
表1 零件A单层展开式刀具清单

表2 零件B单层展开式刀具清单
刀具需求计划制定的目的是得到刀具的物料采购计划,在刀具的物料组成中,包括主柄模块、中间模块、工作模块、切削刀具,其中切削刀具直接与零件接触,在加工过程中会不断磨损直至不能满足加工要求,此时就需要更换刀具继续加工。而其他模块由于不直接与零件接触,在加工过程中无磨损或很少磨损,可以长期使用,无需更换。因此,在计算刀具物料的需求计划时,主柄模块、中间模块、工作模块的刀具清单统计与切削刀具的刀具清单统计略有不同。
2.1.1 切削刀具的刀具清单
在刀具需求计划制定中,零件加工计划是其制定的主要依据,刀具需求与其所加工的零件的需求相关,两者形成相关性需求。虽然零件与其加工所用的刀具形成对应关系,但刀具只是作为零件加工时的一般属性存在,刀具与零件之间并不存在一一对应的关系,因为在加工不同零件时可能会使用到相同的刀具,如表1、表2中所示,在加工零件A和零件B时,均用到了编号为C10000的外圆车刀以及编号为Z20000的钻孔刀具,因此,刀具清单需要进一步进行转换,将同一计划期内所有零件加工所需的刀具进行汇总,如表3所示(其中假设现需生产零件A50个,零件B40个)。
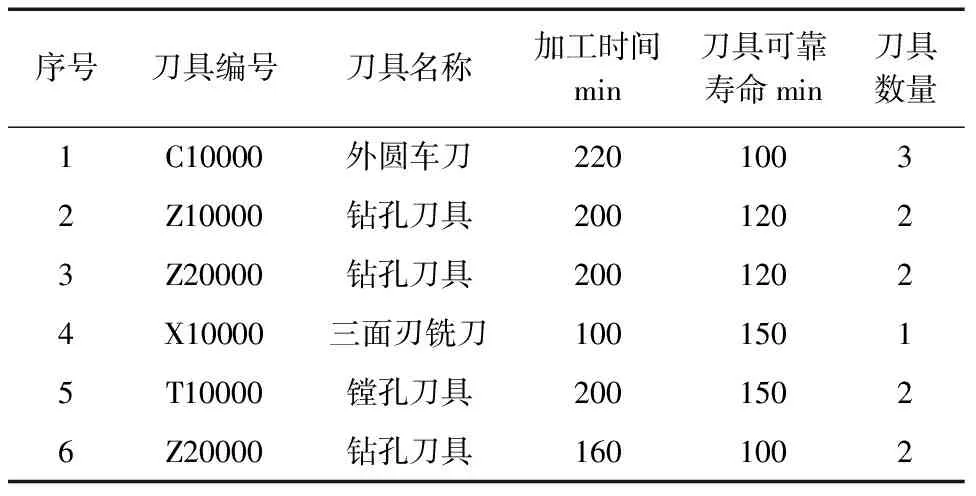
表3 计划期内所需刀具清单汇总
其中,虽然编号为C10000的外圆车刀和编号为Z20000的钻孔刀具在两个零件加工中均需使用,但加工不同零件时,由于零件材质的不同、所采用的切削参数不同,导致在加工不同零件时,刀具的可靠寿命不同,所需刀具的数量也就不同。所以,只有当刀具的可靠寿命相同时,加工不同零件的相同刀具的加工时间才可以叠加,如刀具 C10000。而刀具的可靠寿命不同时,加工不同零件的相同刀具的加工时间不可以叠加,如刀具Z20000。因此,对于表3所统计的刀具清单,仍需进一步汇总,此时,各刀具的所需数量已经求得,所以只需对相同刀具的数量进行汇总,如表4所示。这样,便可得到该计划期内生产的全部零件类型和数量所需的全部刀具信息。
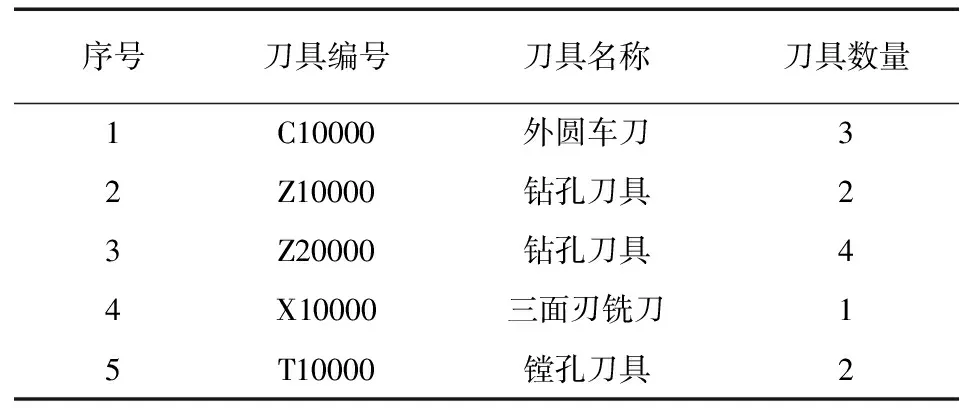
表4 计划期内全部刀具信息汇总
2.1.2 其它模块的刀具清单
在零件工艺编制过程中,刀具与加工设备是相互关联的,工艺人员在选择刀具的时候往往会指定加工设备。对于不同的零件,可能其工艺路线中某道工序会在同一台设备上使用同一把进行加工,如表1、表2中所示,零件1的第三道工序和零件2的第三道工序均是在编号为SZ001的数控钻铣中心上使用编号为Z20000的钻孔刀具加工的,此时在进行刀具清单汇总时,这两个零件刀具清单中的这一刀具信息是可以进行合并的,因为对这两个零件的第三道工序进行加工的实际上是同一把刀具。而对于编号为C10000的外圆车刀来说,虽然零件A和B的加工中都使用了这一种刀具,但其所在工序所对应的加工设备是不同的,即两台加工设备都要使用这一种刀具,实际上是两把不同的刀具,因此在进行刀具清单汇总时,这一类的刀具信息不能进行合并。主柄模块、中间模块、工作模块的刀具清单汇总如表5所示。

表5 主柄模块、中间模块、工作模块的刀具清单汇总
2.2 刀具库存信息
刀具库存信息是制定刀具需求计划的重要输入信息之一,所谓刀具库存,即是指刀具物料库存。根据前文所述,模块式刀具系统是由主柄模块、中间模块、工作模块、切削刀具所组成。因此刀具库存信息也相应的分为四大库存模块:包括主柄模块库存、中间模块库存、工作模块库存以及切削刀具库存。其中。切削刀具在加工过程中直接与零件接触,在加工过程中会不断磨损,直至失效,而失效后的刀具经过修磨仍可继续使用,如此反复,直到无法修磨而报废。而其它模块因不直接接触零件,所以甚少磨损甚至不磨损,也就不存在修磨等问题,在生产过程中就是一个简单的领用、出库、归还问题,其库存模型就是传统的消耗型库存模型,因此本文中不多作研究。而切削刀具则不同,它会经历一个入库、领用、磨损、修磨、再入库、再使用直至报废的生命周期历程,符合生命库存理论,因此,本节重点研究切削刀具的生命库存量。
基于生命库存的理论,刀具的库存量并不只是简单的物理库存数量,而是刀具所具有的有效使用量。按照刀具在生产过程中的运行情况,可将刀具的生命库存量分为:现有库存量、计划到货量、已分配量(已下达计划所占用的量)、可用库存量和安全库存量。
现有库存量即刀具现有的总库存量,是刀具库存中最基本的信息,其中包括:新刀库存量、旧刀库存量(已修磨刀具库存量)、待修磨库存量。计划到货量表示刀具采购订单已经发出和刀具已送去修磨,但尚未入库或重新入库的量。已分配量表示已分配给上一计划期内下达的生产任务所使用的量,虽然还未出库,但已被分配给确定生产加工所要使用的计划出货量,这一部分刀具应从现有库存量中减去,剩下的才是可分配量。可用库存量表示刀具库存中可以被使用的那一部分库存,刀具的可用库存量包括新刀库存量、旧刀库存量以及安全库存量。安全库存量也称为保险库存,是指为了预防由于不确定因素或突发状况(如大量突发性订货、交货期突然提前、临时用量增加、交货误期等特殊原因)而导致的不可预知的物资短缺,而设置的一种库存量。安全库存在正常生产过程中可以不动用,只在到货延迟或生产中突然过量使用时才可以使用,这时,在下一阶段采购时需将其补足。安全库存量与已分配量不同,安全库存量仍包含在可用库存量中,只是当库存量低于安全库存量时,系统会自动发出警报,生成一些净需求量来补充安全库存。刀具的生命库存信息表如表6所示。
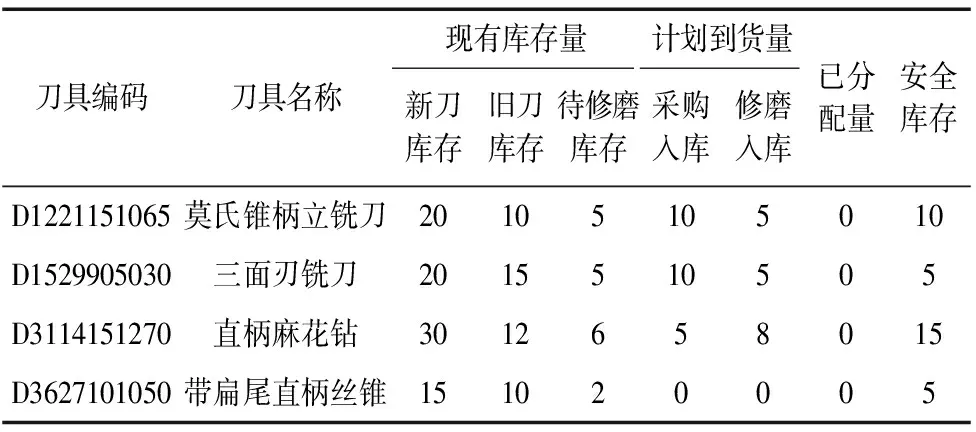
表6 刀具生命库存信息
此外,已修磨刀具的切削性能很大程度上取决于修磨设备的性能以及修磨人员的技能,修磨质量高的刀具其切削可以达到新刀性能的100%,而修磨质量低的只能达到新刀性能的70%左右。在本系统中,为了方便企业管理以及刀具需求计划的计算,假定修磨时采用高性能的修磨设备以及经验丰富的修磨人员,每一把修磨后的刀具均能达到新刀性能的100%,即修磨后刀具的可靠寿命等于新刀的可靠寿命。
3 刀具需求计划计算
刀具需求计划的计算首先要通过主生产计划以及产品BOM求得零件的加工计划,再根据零件的工艺BOM确定计划期内的刀具清单以及刀具毛需求量,然后结合刀具的组成BOM,得到计划期内的刀具物料毛需求量,最后根据刀具物料的当前库存信息确定刀具物料的净需求量,并生产采购单。
上文说过,模块式刀具系统由主柄模块、中间模块、工作模块、切削刀具所组成,其中在计算刀具物料的需求计划时,主柄模块、中间模块、工作模块的刀具清单统计方法以及库存模型均与切削刀具有所不同。因此,在计算刀具物料需求计划时两者相应计算方法也有所不同。
在计算主柄模块、中间模块、工作模块需求计划时,根据上文汇总的计划期内主柄模块、中间模块、工作模块的刀具清单,结合刀具的BOM组成,即可得到这三个模块在该计划期内的毛需求量。而这三个模块的库存模型就是传统的消耗性库存模型,现有库存量就是单纯的仓库物理库存量。因此,将计划期内的毛需求量对比现有库存量即可得到这三种物料的净需求量。而对于切削刀具,由于其在加工过程中不断的磨损跟换以及其生命库存量的复杂性,传统的需求计算方法不能得到其实际的需求数量。下文重点对切削刀具的需求量计算方法进行分析。
在计算切削刀具需求计划时,一般说来,在确保零件加工计划、零件工艺BOM信息、刀具清单、刀具BOM组成、刀具物料库存信息等数据完整可靠后,就可以确定切削刀具的需求计划,计算逻辑流程图如图2所示,其基本的计算步骤如下:
第一步:确定计划期内的零件加工计划、零件工艺BOM信息、刀具清单、刀具BOM组成、刀具库存信息等;
第二步:计算刀具的毛需求量。根据计划期内的零件加工计划以及对应的零件工艺信息进行计算;
第三步:计算刀具组成物料的毛需求量(这里指切削刀具的毛需求量)。根据第二步计算得到的刀具的毛需求量结合刀具的组成BOM将整刀的需求分解为刀具物料的需求;
第四步:计算刀具组成物料的总毛需求量。判定计划期内零件加工时是否有其它零件工序所使用刀具的切削刀具组成与此相同,若有将相同刀具组成物料的毛需求量进行汇总,若没有,继续第五步;
第五步:计算刀具物料的净需求量。根据总毛需求量、可用库存量、计划到货量、已分配量等求得刀具物料的净需求量。净需求量=总毛需求量-可用库存量-计划到货量;
第六步:生成刀具物料采购计划。

图2 刀具物料需求计划计算逻辑图
在整个刀具需求计划的计算过程中,刀具毛需求量是最主要的因素,是其它所有计算量的基础,刀具毛需求量如果计算错误,后面所有的计算将全部错误。刀具的毛需求量是指计划期内某种零件完成全部加工对某种刀具所需要的数量,这一数量主要由零件加工计划以及零件相应的工艺信息决定,零件加工计划决定在计划期内某一零件的加工数量,相应的零件工艺信息决定了加工该零件所用的刀具以及刀具的切削加工时间和刀具的切削可靠寿命。刀具毛需求量的计算公式如下:
G(t)=P(t)×tm/Tm
(1)
其中:G(t)表示计划期t内完成某一零件某一工序全部任务所需的刀具数量;
P(t)表示计划期t内某零件的生产数量;
tm表示加工某零件某道工序的切削时间;
Tm表示刀具加工某零件某工序时该刀具的可靠寿命。
生成最终的刀具物料采购计划还需计算刀具物料的毛需求量、可用库存量、计划到货量等数据,具体的计算公式如下:
刀具物料的毛需求量:
H(t)=G(t)×h
(2)
其中:H(t)表示刀具组成中切削刀具的毛需求量;h表示该刀具中切削刀具的数量。
刀具现有可用库存量:
A(t)=AN(t)+AW(t)-D(t)-S(t)
(3)
其中:AN(t)表示计划期t内的新刀库存量;AW(t)表示计划期t内的旧刀库存量;D(t)表示计划期t内的已分配量;S(t)表示该刀具的安全库存量。
刀具的计划到货量:
R(t)=RN(t)+RW(t)
(4)
其中:RN(t)表示计划期t内新刀的计划到货量;RW(t)表示计划期t内已修磨刀具的计划到货量。
在计划期内零件的加工过程中,可能存在加工不同零件时使用同一种刀具的情况,也可能存在使用不同刀具,但使用刀具的切削刀具组成相同的情况。因此,在计算最终刀具物料的净需求计划时,需要先将刀具物料中同种物料进行汇总,得出最终的刀具物料净需求量。最终刀具物料净需求量的计算公式为:
Q(t)=∑ni=1Hi(t)-A(t)-R(t)
(5)
其中:n表示计划期t内所有零件加工工序中有n道工序使用的刀具中的切削刀具组成相同;
Hi(t)表示在这些切削刀具组成相同的工序中完成第i道工序全部任务所需的该切削刀具的数量。
4 刀具管理系统应用
在理论研究的基础上,本文以PowerBuilder 11.5为前端开发工具,Server SQL 2008为后台数据库,开发了一套刀具管理系统,其中以上文所述方案开发设计的刀具需求计划制定界面如图3所示。

图3 刀具需求计划制定界面
在该界面中,左侧树状数据窗口内显示主生产计划及计划内相应加工内容的双层树状结构,通过点击任一加工零件,右侧均可显示其零件工艺路线及其工步中所包含的刀具信息,同时,针对不同的主生产计划号,该界面可按照上文所述的刀具需求计划制定方法分别计算该生产计划期内所要使用的刀具模块(包括主柄模块、中间模块、工作模块)需求量和切削刀具需求量,计算出的此需求量即为刀具物料毛需求量,上文所过,刀具物料的毛需求量是制定刀具物料采购计划的最主要的因素,在毛需求量计算出的基础上,由系统后台自动对比数据库中刀具模块库存量及切削刀具库存量的相关信息即可制定最终的刀具物料采购计划。
5 结论
随着制造业的不断发展,数控技术的普及以及模块化刀具的广泛使用,使得在生产过程中所涉及刀具物料越来越庞杂,给生产前的刀具准备工作加大了难度。本文提出了一种刀具需求计划的制定方法,考虑到模块化刀具的模块组成问题,分别对主柄模块、中间模块、工作模块以及切削刀具模块的需求计划设计了不同的计算方案,同时,在制定最终采购计划时考虑到切削刀具模块的自消化库存特征,使得最终的采购计划更加符合实际情况,在一定程度上避免了物料库存的积压。
[1] 郭灿彬,王时龙,李强,等.刀具订单自动生成系统的研发[J].组合机床与自动化加工技术,2006(1):103-106.
[2] 倪大进.刀具管理及其库存理论研究[D].南京:东南大学,2006.
[3] 乔庆刚,夏榆滨,胡振华.柔性能力需求计划算法研究与设计[J].计算机工程与设计,2007,28(1):186-188.
[4] 席光辉.应用遗传算法研究FMS刀具需求模型[J].现代制造工程,2006(2):69-71.
[5] 席光辉.柔性制造系统刀具需求遗传算法研究[J].武汉理工大学学报,2006,28(6):45-47.
[6] 王解法,冯祖仁,李世敬,等.柔性制造系统刀具需求规划的启发式算法[J].西安交通大学学报,2003,37(12):1259-1263.
[7] 王解法,冯祖仁,李世敬,等. 柔性制造系统刀具需求规划问题的研究[J]. 组合机床与自动化加工技术,2003(9):21-23.
(编辑 李秀敏)
Research on the Method of Making NC Workshop Oriented Tool Requirement Planning
XU Zhong-lan
(Suzhou Institute of Industrial Technology, Suzhou Jiangsu 215104, China)
Cutting tool requirements planning is the key research to cutting tool management system, is also the focus of enterprise management. This paper presents a computational scheme for the tool requirement planning of NC modular tool, the scheme takes into account the different modules for wearing in different ways, resulting in the difference of tool changing rhythm and demand, and according to different module respectively formulate the different calculation scheme for corresponding module demand plan. At the same time, considering the cutting tool module inventory is the self digestive inventory with life inventory characteristics, when calculating the final cutting tool material procurement plan makes the results more in line with the actual situation. Based on this solution developed a tool management system has good adaptability and has good guidance for the tools preparation and purchasing plan of the enterprise.
the cutting tool requirement plan; cutting tool material purchasing plan; life inventory; modular tool
1001-2265(2017)01-0152-05
10.13462/j.cnki.mmtamt.2017.01.042
2015-06-14;
2015-07-22
江苏高校品牌专业建设项目(PPZY2015B186)
徐忠兰(1970—),女,江苏兴化人,苏州工业职业技术学院副教授,硕士,研究方向为CAD/CAE/CAM,(E-mail )xuzhonglan1970@yeah.net。
TH164;TG506
A
