基于FANUC0i mate TD数控系统的手动功能开发
2017-01-19邓玉梅杨美萍
邓玉梅,杨美萍
(咸宁职业技术学院,湖北咸宁437100)
工业技术与创新
基于FANUC0i mate TD数控系统的手动功能开发
邓玉梅,杨美萍
(咸宁职业技术学院,湖北咸宁437100)
结合湖北省数控机床装配调试与维修大赛的要求,论述了基于FANUC 0i mate TD数控机床,通过编制PMC程序,改变梯形图,实现了在MDI运行状态下,按手动按钮主轴电机正转的功能。
FANUC0i mate TD;梯形图;手动;主轴电机正转
根据数控机床装配调试与维修大赛的要求——围绕数控车床加工需求,充分利用数控系统本身功能进行开发,通过参数设定和PMC程序编制,实现数控车床指定功能要求。
比赛的要求:在MDI运行状态下,按手动按钮实现主轴电机正转的功能。执行顺序是先按MDI按钮,指示灯亮,然后再手动按钮,指示灯亮并且主轴电机正转,但是先按手动按钮,指示灯亮,再按MDI按钮指示灯不亮并且主轴电机不转。根据比赛要求进行分析,要实现按手动按钮主轴电机正转的功能,必须重新编制相关的PMC程序,生成新的梯形图。通过梯形图实现指定的功能要求。
数控机床的辅助控制机构是数控机床中一个很重要的部分。辅助控制机构是介于数控装置与机床机械、液压部件一个中间控制部件,主要是用来接收数控装置发出的相关辅助功能信号,比如主轴正转/反转/停止、冷却液的开/关、液压卡盘的松开/夹紧、选刀/换刀、机床上相关检测装置的开关状态等信号,经过编译、转换后直接控制相应的机床执行元件运行,带动机床机械部件、液压气动等辅助装置完成指令规定的动作。辅助控制机构一般由强电控制回路和可编程逻辑控制器(PMC)构成。编制PMC梯形图的实质是对PMC信号地址的编辑,编制之前,我们要找到相应的信号地址。
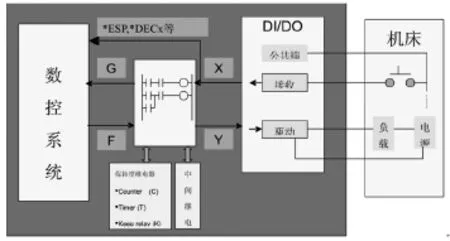
图1 CNC、PMC、MT三者之间信息交换图
一、地址分配
数控机床中辅助功能的实现是以PMC为研究对象,与外围设备数控系统CNC和机床MT三者之间进行信息交换。三者之间的关系如图1所示。
数控系统CNC、PMC、机床侧之间信号的地址分配和交换方式为:
1.机床侧向PMC的输入信号用X表示,有的信号不经过PMC转换直接传送给CNC,有的信号要经过PMC译码转换后再传送出去。数控机床操作面板上的各种按钮、开关信号都是X信号。
2.PMC到数控系统CNC的输入信号用G表示,G信号的功能是固定的,主要包括M、S、T功能的应答信息和各坐标轴对应的机床参考点等,比如FIN(G4.3)是PMC通知CNC辅助功能M或换刀功能T已经结束执行,CNC接受到该信号后即可启动下个加工程序段的执行。
3.数控系统对PMC的应答信号即输入信号用F表示,F信号主要包括M、S、T各种功能代码的信息,手动、自动方式信息等,每种含义都是FANUC公司定义好的,只能通过梯形图确定CNC的状态,我们只能使用,不能赋值。
4.PMC对机床侧的输出信号用Y表示,Y信号主要用来控制机床主轴正/反转,润滑、冷却的开/关信号灯等机床的执行元件,有固定和自定义两种,通常输出控制小继电器,再去控制大接触器,控制电机或各种电磁阀。
二、编制梯形图
根据具体信号地址编制的在MDI运行状态下,按手动按钮实现主轴电机正转功能梯形图如图2所示。
每个信号地址对应强电部分的相应线路,只有强电部分和PMC共同作用,才能实现相关功能。梯形图中各种常闭开关、常开开关、线圈之间相互联系,且互相制约而产生作用,达到我们所需的功能。
三、运行结果
将编辑的PMC程序输入到数控系统里面来运行。程序的输入方式有三种:第一种是通过CRT/MDI方式输入,第二种是通过DPL/MDI助记符方式输入,第三种通过LADDER软件方式输入。在实验中,我们采用CRT/MDI方式输入。具体的实施步骤如下:打开机床总电源,接通系统电源,等待系统开机后,解除急停并解除界面上显示的相关报警。按下SYSTEM软键,进入参数界面,按软键至PMCLAD,进入梯形图界面,按下(操作)软键,寻找编辑软键,进入编辑界面,在这里修改并编辑如图2所示的梯形图,然后对程序进行调试,调试前检查强电部分相关的线路是否接线正确,确认无误后调试程序,程序调试完成后保存梯形图并关机重启,实验结果得到,在MDI运行状态下(MDI指示灯亮),按手动按钮(手动指示灯亮)主轴电机能够运行正转功能,达到了我们所需要的结果。
通过在MDI运行状态下,按手动按钮实现主轴电机正转的功能开发,可以了解数控机床上由PMC控制的辅助功能的工作原理和操作步骤。针对我校车间现有的数控机床,很多辅助功能还处于未开发的状态,我们可以合理编制梯形图,设定相关功能参数,将这些功能进行实现。对于现有的功能可以进行优化,让操作者在使用时更加方便快捷。在数控机床进行改造时,可以通过改变梯形图实现其他特殊功能的开发。弄清数控机床PMC的具体信号地址和梯形图的编制,是学习数控机床装配调试与维修的关键与难点所在。所以在平常的教学中,要注重学生在相关功能梯形图编制上的练习。学生只有掌握了这些知识,在数控机床装配调试与维修大赛中方可根据比赛要求灵活应用改变梯形图实现功能开发。本文针对在MDI运行状态下,按手动按钮实现主轴电机正转的功能开发,对改造数控机床、开发机床新功能具有很好的指导意义。

图2 在MDI运行状态下,按手动按钮实现主轴电机正转功能的梯形图
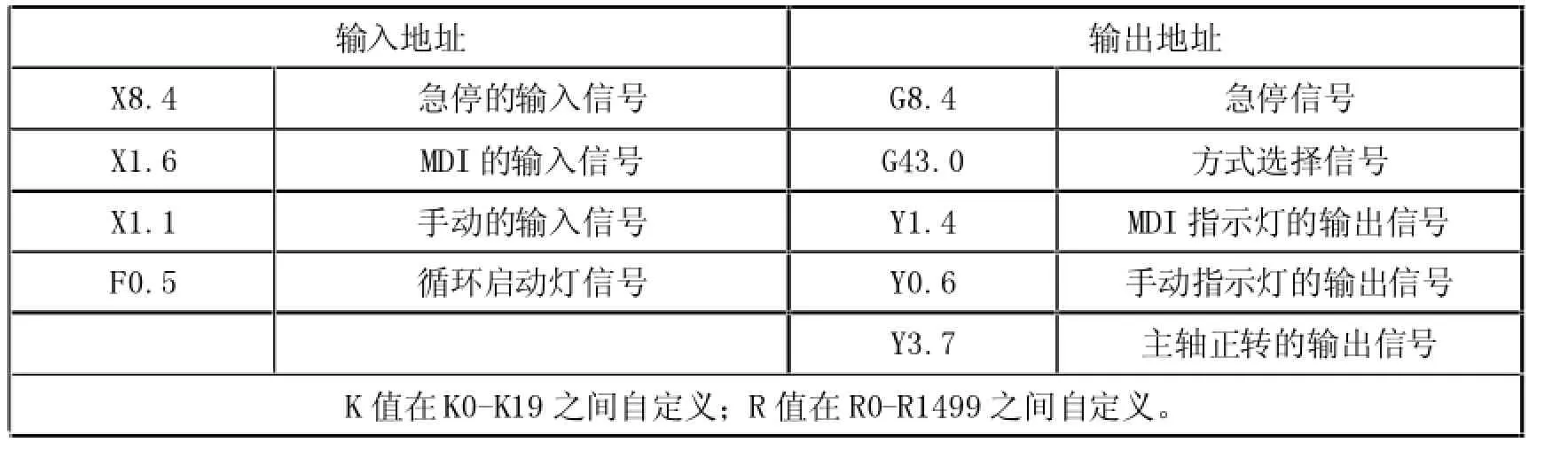
表1 信号地址表
[1]周兰,陈少艾.FANUC 0i-D/0i Mate-D数控系统连接调试与PMC编程[M].北京:机械工业出版社,2012.
[2]杨中力,温丹丽.数控机床故障诊断与维修[M].大连:大连理工出版社,2015.
[3]祖国建.电气控制与PLC[M].武汉:华中科技大学出版社,2010.
TH
A
1673-0046(2016)11-0183-02
