船用板材激光除锈应用技术
2017-01-13刘洪伟周毅鸣
刘洪伟, 周毅鸣
(上海船舶工艺研究所, 上海200032)
船用板材激光除锈应用技术
刘洪伟, 周毅鸣
(上海船舶工艺研究所, 上海200032)
针对船舶行业除锈应用需求,开展船用板材激光除锈工艺研究。通过点激光试验,得到如下结果:当激光能量密度达到0.5~5.0 J/mm2时,能够清除钢板表面的锈蚀,清洁度可以达到Sa1/2级;点激光除锈后,钢板表面呈现有规律的沟槽特征;为获得一定数值的粗糙度Rz,需要有一定熔深(沟槽深度);点激光除锈,漆膜的附着力随粗糙度增加而降低,且与粗糙度Rz有一个最佳匹配范围;激光除锈钢板的防腐性能能够与喷砂除锈的指标相当。结果表明,激光除锈的质量及试样的防腐性能满足使用要求。
光纤激光;激光除锈;船舶;粗糙度
0 引言
船舶及海洋工程结构物长期工作于高腐蚀性的海洋环境中,且服役周期长,使得它们的防腐要求都较高。船舶及海洋工程行业现有的表面处理工艺有打磨、喷砂、高压水清理等几种常用工艺。打磨工艺生产效率低,粉尘、噪声污染严重。喷砂工艺效率高、清理质量好,在修、造船行业应用广泛,但是该工艺劳动强度大、粉尘污染严重、职业病危害等问题突出。当钢板强度较高时,上述除锈工艺的处理效果明显变差。高压水清理工艺没有粉尘污染,清洁环保,近几年在修船行业受到青睐,但由于其存在返锈问题,该工艺并没有在造船行业得到重用。
一般情况下,钢板基体与其表面所附着的污染物之间结合力有:共价键、双偶极子、毛细作用、氢键、范德瓦尔斯力和静电力,其中范德瓦尔斯力、毛细作用、静电力最难破坏[1]。激光除锈原理是利用激光的高温汽化、热膨胀撕裂效应、等离子冲击效应和激光产生的声波振荡作用将锈蚀从钢板表面清除掉。激光除锈工艺具有节能、粉尘污染小、除锈无死角、除锈效果不受钢板强度影响等优点,属于绿色环保型的表面清理方式,未来在船舶及海洋工程行业具有良好的发展前景。
船舶及海洋工程行业除锈标准要求:钢板涂装前的表面处理清洁度需要达到Sa1/2级,粗糙度Rz30~75 μm[2],激光除锈质量必须满足行业防腐要求才具有实用价值。目前,激光除锈技术还处于研究阶段,激光除锈技术在船舶及海洋工程行业离实际应用还有一段距离。本文采用脉冲激光除锈工艺[3]对船用钢板除锈的激光能量、粗糙度形成、漆膜附着力及试件的防腐性能进行试验研究。
1 激光除锈试验
1.1 除锈试验装置及方法
激光除锈工艺试验采用光纤激光加工机。该设备由光纤脉冲激光器、二维直线移动工作台、工控机、激光加工头和气体保护系统等组成。激光器输出的激光波长为1 070 μm,连续状态下平均功率为250 W,准连续脉冲模式下工作峰值功率为1 550 W。该激光器最小脉宽为0.2 ms,最大重复频率为2 kHz。激光光斑的尺寸可调,工控机与显示器用于控制激光器和二维平台的运动轨迹。激光加工头端部与保护气体相连。激光除锈系统如图1所示。试验材料为AH32船用B级钢板,试件尺寸为150 mm×70 mm×8 mm,钢板表面锈层厚度为20 μm,试样的规格和表面状态如图2所示。
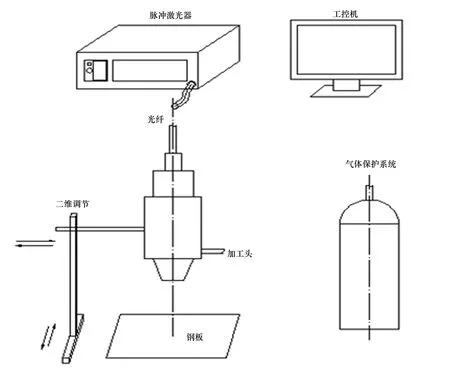
图1 激光除锈系统示意图
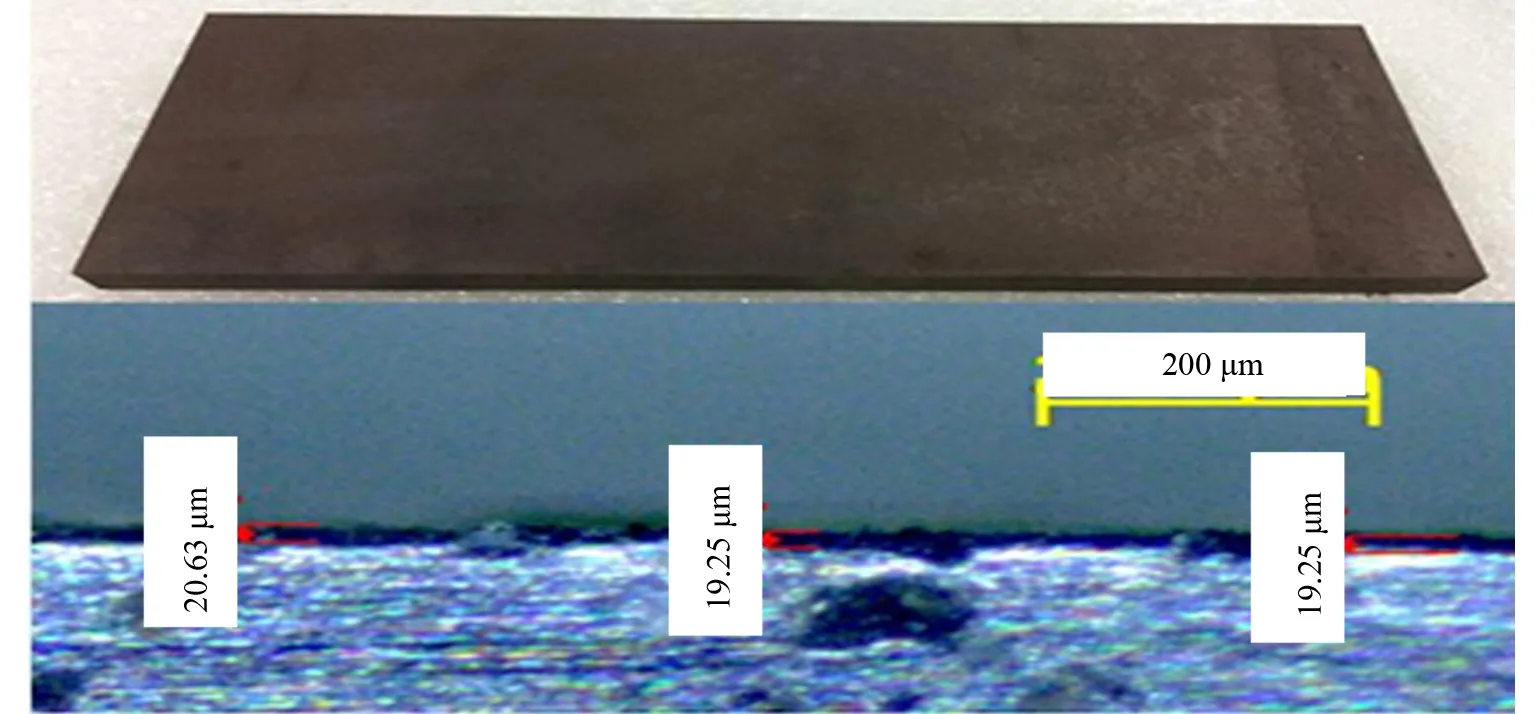
图2 试样规格与表面状态
1.2 激光除锈试验
激光除锈所用的功率、光斑尺寸、重复频率、脉冲宽度均对除锈激光的能量产生影响[4-5]。试验中激光峰值功率选用最大值1 550 W,脉冲宽度选用0.2 ms,光斑直径为1.4 mm,扫描速度为20 mm/s,列偏移量为670 μm,740 μm,790 μm,840 μm,880 μm。分别用190 Hz,275 Hz,360 Hz,444 Hz,528 Hz脉冲频率进行扫描,获得不同的能量密度。保护气体对金属表面实行保护,保护气体压力为0.5 MPa。激光除锈的实质是采用激光对钢板表面进行一次加工,通过对试样的金相组织和力学性能进行观察和测试试验,确定激光除锈工艺对材料自身力学性能的影响。
1.3 防腐性能试验
为检验漆膜结合力[6]和试样的防腐性能,开展防腐性能试验。试验采用150 mm×70 mm×3 mm规格的B级Q235 低碳钢板。上述试样的一部分采用激光除锈工艺除锈,一部分采用喷砂除锈工艺除锈。试样除锈后,在钢板表面喷涂佐敦车间底漆,漆膜厚度为100 μm。为比较两种除锈工艺试样的防腐性能,每组试样选择一件喷砂试件作对比。试验内容包括漆膜附着力试验(GB/T 5210.9-2006),人造气氛腐蚀试验即盐雾试验(GB/T 10125-1997)。
2 试验结果与分析
2.1 试样表面特征及Rz形成原因
应用点激光除锈后,钢板表面均呈现为周期性线形沟槽形貌特征,如图3所示。沟槽形貌产生的原因可以结合图4进行说明。采用点激光进行第一道除锈加工时,会在钢板的截面上产生一个近似正态分布的沟槽,同时将表面的锈蚀和一部分基体金属除去。为了获得连续的除锈效果,进行第二道除锈时光斑必须有一个合适的偏移量δ, 这样可以有效清除两道沟槽之间的锈蚀。如此重复进行除锈就可以全部清除钢板表面的铁锈,同时也获得了一定数值的粗糙度Rz。

图3 沟槽形貌特征

图4 沟槽形貌特征形成原理
2.2 激光参数与粗糙度Rz的关系
固定其它参数不变,采用不同重复频率进行除锈。当激光能量密度I>2.1 J/mm2时,钢板表面的锈蚀将被清理干净并露出金属光泽,钢板的表面没有铁锈、油污,除锈后的钢板表面均匀一致,清洁度达到了Sa1/2级。当激光能量密度I=2.1 J/mm2时,对应的粗糙度为30 μm,随着激光能量的增加,粗糙度Rz的数值也随之增加。当激光能量密度I=5.85 J/mm2时,粗糙度达到了70 μm,但因输入能量过高,除锈后的钢板表面出现了氧化现象。激光能量密度与粗糙度Rz之间的关系如图5所示。随着激光重复频率的增加,激光能量也随之增加,因此粗糙度Rz也随着重复频率的增加而增加,如图6所示。此外,激光除锈后的粗糙度Rz还随着扫描次数的增加而增加。

图5 激光能量密度I与粗糙度Rz的关系
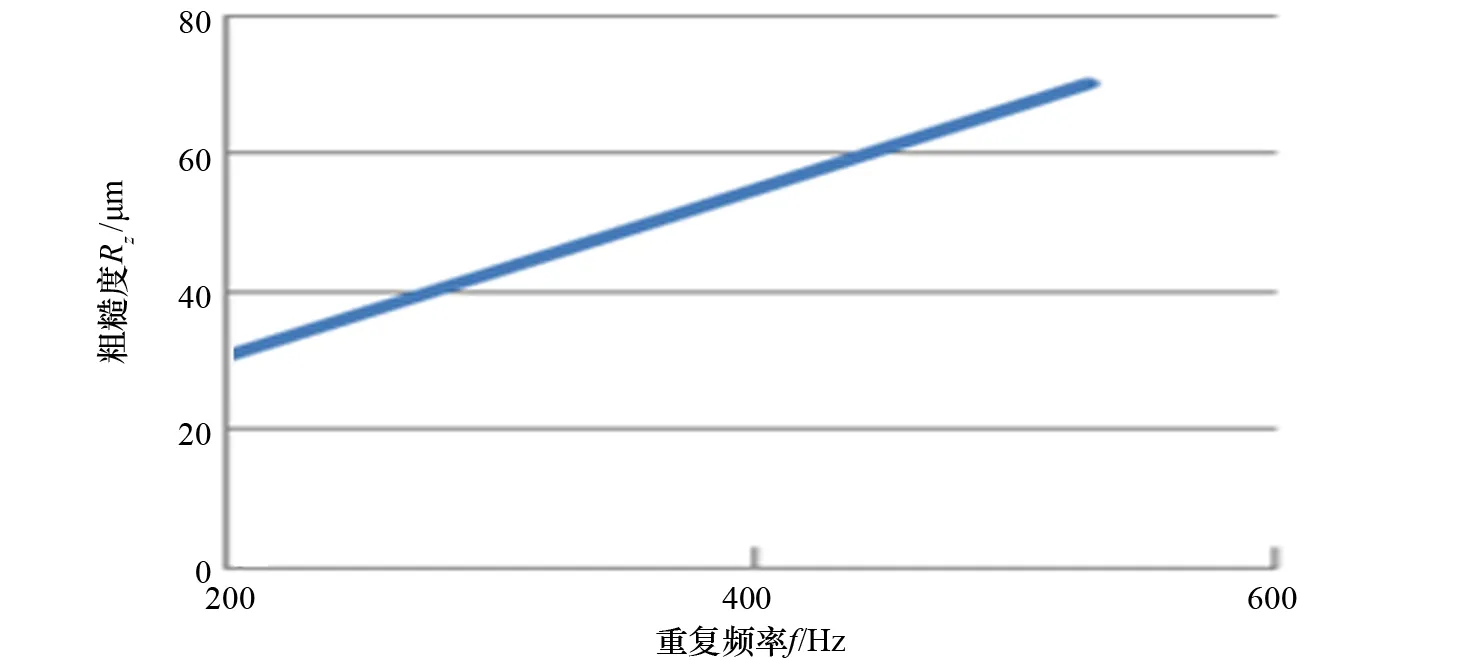
图6 重复频率f与粗糙度Rz的关系
2.3 除锈试样的力学性能变化
根据国标GB/T 228-2002制作8 mm厚度的AH32板材拉伸试样两组,对一组试样的拉伸部位进行激光除锈,另一组为原始表面状态。试样在Zwick/Roell万能材料试验机上拉伸,结果如表1所示。为比较激光除锈对材料性能的影响,将两条拉伸曲线合并到一个图中,如图7所示。从拉伸数据和拉伸曲线可知,激光除锈试样除弹性模量稍有降低外,其它指标在试验误差范围内基本一致。由于激光热加工过程有一定的热处理作用,它对金属原子间的键合强度产生一定影响,弹性模量略有下降。表面细小马氏体组织的形成使得除锈试件强度略增而塑性略降。

表1 拉伸力学性能的试验结果
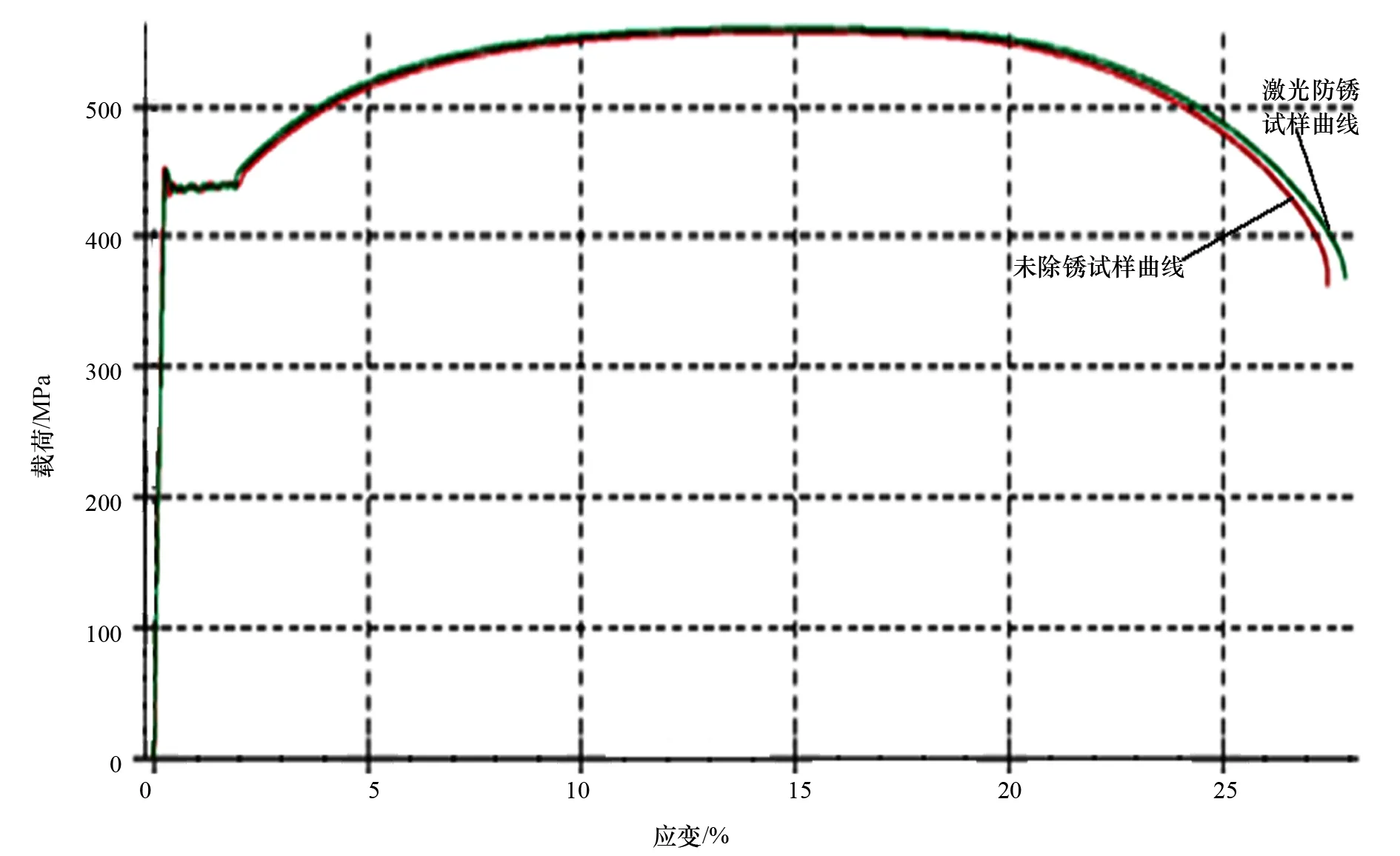
图7 试样拉伸曲线
2.4 金相组织和硬度分布
对AH32钢板试样进行激光除锈后,垂直于扫描方向将除锈区域切开。经硝酸酒精腐蚀后,在金相显微镜下观察横截面沿深度方向的组织变化,试样截面的金相组织如图8所示。从基材到加工表面大致分为3个区域,最上层的基材组织为铁素体+珠光体,最下层的加工区域为强度和硬度较高的板条状马氏体组织,中间层为过渡区域如图9所示。与组织分布相对应,从加工表面到基体内部的硬度分布存在一个下降趋势,最后趋于平稳,横截面上的硬度分布如图10所示。

图8 试样金相组织
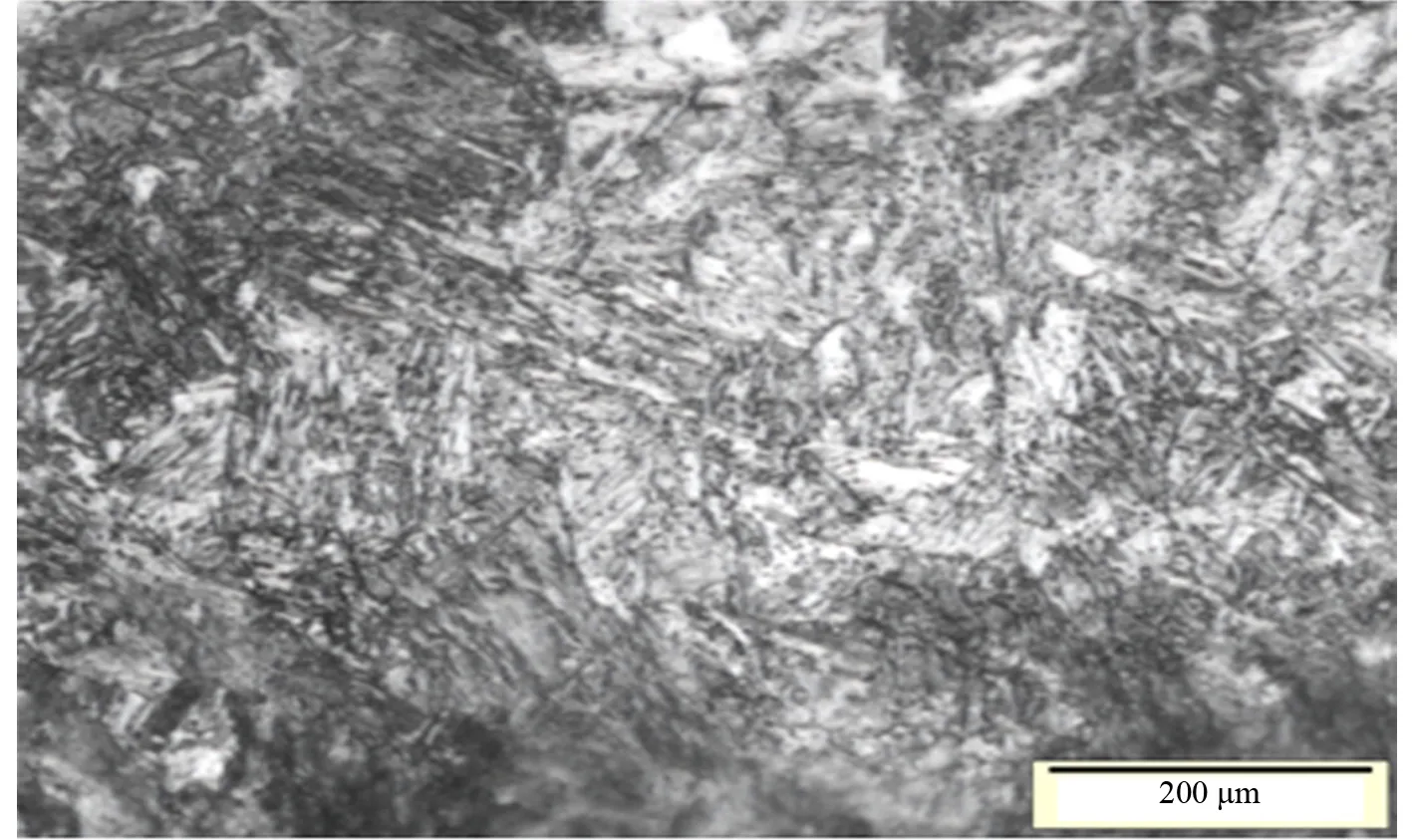
图9 试样过渡区域显微金相组织

图10 横截面硬度分布
2.5 漆膜附着力与Rz之间的关系
试验结果表明,当激光除锈试样的粗糙度Rz在35~45 μm范围内,与同样条件下的喷砂试样的漆膜附着力强度基本相同,漆膜的附着强度可以达到23 MPa左右。随着Rz数值的增加,激光除锈试样的漆膜附着力反而下降。其产生的原因是由于点激光除锈后的表面呈规律性的沟槽样貌,沟槽越小试样的表面积越大,拉伸棒表面与试样表面接触面积越大,因此附着力强度越高,反之则附着力强度越小。涂层附着力随粗糙度的变化规律如图11所示。
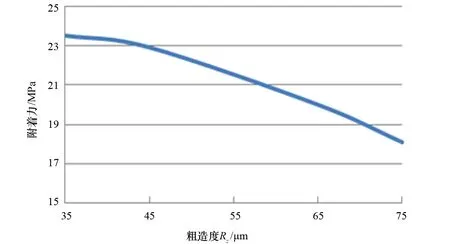
图11 涂层附着力与粗糙度关系
2.6 激光除锈试样的防腐性能
将试样进行喷砂除锈或激光除锈处理后,在试样表面喷涂100 μm保护涂层。将试样统一放进盐雾箱内进行1 000 h的人造气氛腐蚀试验,即盐雾试验。试验结果显示,无论是喷砂除锈试样还是激光除锈试样均无起泡和锈蚀现象。可见,在试验条件下,激光除锈试样的防腐性能与传统的喷砂除锈试样的防腐性能相当。
3 结论
(1) 当激光能量密度达到0.5~5.0 J/mm2时,能够清除钢板表面的锈蚀,而能量过高会发生氧化和熔渣残留现象。选择合适的除锈工艺,可以使除锈后钢板的清洁度达到Sa1/2级,粗糙度达到30~70 μm。
(2) 点激光除锈后,钢板表面会呈现出有规律的沟槽特征。为获得一定数值的粗糙度Rz,需要有一定的熔深(沟槽深度)。
(3) 采用激光除锈工艺处理后,除锈试样的力学性能与基体材料相当。除锈可在钢板表面形成马氏体组织,马氏体相变膨胀产生的压应力有利于提高金属的力学性能。
(4) 漆膜附着力随粗糙度Rz增加而降低,漆膜附着力有一个最佳的Rz匹配范围。
(5) 在一定条件下,采用点激光除锈工艺,钢板的防腐性能能够与传统喷砂除锈工艺的指标相当,能够满足船舶防腐涂装的实际需求。
[1] 宋峰,刘淑静,牛孔贞,等.激光清洗原理与应用研究[J].清洗世界,2005,21(1):1-6.
[2] 中华人民共和国国家质量监督检验检疫总局,国家标准化管理委员会. 涂覆涂料前钢材表面处理表面清洁度的目视评定 第1部分:未涂覆过的钢材表面和全面消除原有涂层后的钢材表面的锈蚀等级和处理等级:GB/T 8923.1-2011[S].2011.
[3] 宋峰,邹万芳,田彬,等. 一维热应力模型在调Q短脉冲激光除漆中的应用[J].中国激光,2007, 34(11): 1577-1581.
[4] BRYGO F, DUTOUQUET C,GUERN F L, et al. Laser fluence, repetition rate and pulse duration effects on paint ablation[J].Applied Surface Science,2006,252(6):2131-2138.
[5] 邱兆飚. 脉冲激光除锈工艺研究及便携式激光除锈系统设计[D]. 武汉: 华中科技大学, 2013.
[6] 苏修梁,张欣宇. 表面涂层与基体间的界面结合强度及其测定[J]. 电镀与环保,2004,24(2):6-11.
Technology and Application of Optical Fiber Laser Derusting of Ship Steel Plates
LIU Hongwei, ZHOU Yiming
(Shipbuilding Technology Research Institute, Shanghai 200032, China)
For the sake of meeting the practical requirements for ship steel plates cleaning, study on the optical fiber laser derusting technology is made by pulsed laser. The result shows that the rust can be thoroughly removed with a surface condition of Sa1/2 grade if the laser energy density researches 0.5~5.0 J/mm2. When processing with spot laser light, the typical groove geometry is obtained on the plate surface after being treated. If the specified value of roughness Rzis required, proper laser penetration (or groove depth) is inevitable. The adhesive force of coating will reach a maximum value if the roughness value Rzcomes within the optimum range. Anti-corrosion properties of laser derusting samples prove to be the same as those of grit balsting samples.It is proved that laser derusting quality and anti-corrosion properties can meet the practical need.
fiber laser; laser derusting; ship; roughness
刘洪伟(1969-),男,研究员,主要从事防腐涂装工艺与装备技术研究。
U671
A