船舶长轴系对中激光数显技术与应用
2017-01-13谢桂芬鲁凤莲
谢桂芬, 张 峰, 鲁凤莲
(1.威海职业学院 交通工程系, 山东 威海 264200;2.大连海事大学, 辽宁 大连116026)
船舶长轴系对中激光数显技术与应用
谢桂芬1,2, 张 峰1, 鲁凤莲2
(1.威海职业学院 交通工程系, 山东 威海 264200;2.大连海事大学, 辽宁 大连116026)
为解决船舶长轴系拉线法对中准直性差的问题,减少常规船舶轴系激光对中人工测量造成的误差,通过模拟船舶轴系对中系统试验,对激光准直仪、数字接收光靶、数据采集系统与图像识别处理软件进行组合应用,形成高效精确的轴系对中激光数显检测系统,从而提高船舶轴系定位对中精度。
船舶长轴系;定位精度;数显系统
0 前言
船舶轴系是船舶动力装置的重要组成部分,其定位对中精度对确保轴系长期正常的运转非常重要。针对船舶长轴系对中拉线法准直性差、常规光学法人工测量误差大等问题,对船舶轴系对中激光数显检测技术进行研究。经多年的研究实践,成功研制了一套船舶轴系对中激光数显系统,并应用于修造船厂及教学中。该系统可以简化船舶轴系定位对中检测数据并提高数据的准确性,降低劳动强度并缩短轴系定位时间,从而提高修造船质量和效率。
目前国内外船舶修造企业对船舶轴系理论中心线的确定方法有拉线法和光学法两种。拉线法是一种用直径为0.5~1.0 mm的钢丝通过动力装置首、尾基点来确定动力装置理论中心线的原始方法[1]。其通常用于船舶轴系长度小于15 m时。当轴系长度大于15 m时,拉线法确定理论中心线。由于受重力的影响,钢丝在距首、尾基点的各处存在挠度,各支承点的理论中心需要用挠度公式计算后通过划线的方法求得。工人操作时,拉线法容易受到呼吸、风吹和振动的影响。因此,确定各支承点理论中心的正确位置与工人的熟练程度、经验有极大的关系。拉线法确定船舶轴系理论中心线其准直性较差[2]。而在光学法对中过程中,人工测量常常会造成很大误差。
1 激光定位原理
船舶轴系激光定位原理图如图1所示。
(1) A-B为激光束,是船舶轴系理论中心线;

图1 船舶轴系激光定位原理
(2) 5为激光仪的安装点,即船舶舵系与轴系理论中心线的交点;
(3) 1为船舶主机输出法兰、机体,可根据轴线的要求对柴油机进行曲折和位移的微调;
(4) 根据轴线理论中心线调整2,3,4,6,7,8模拟船舶轴承支点,使支点各中心同轴。
2 船舶轴系定位激光数显技术
威海职业学院与大连拉特激光技术有限公司联合研发了一套包括激光准直仪、数字接收光靶、数据采集与图像识别处理软件的船舶轴系定位激光数显测量系统。
船舶轴系定位激光数显系统主要由平板液晶一体机、激光光源、光源支架、轴承支点、数字接收靶、固定支架、模拟机架等部分组成,如图2所示。系统工作流程如图3所示。

图2 船舶轴系激光定位数显系统
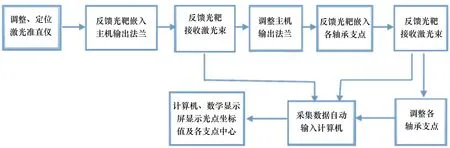
图3 激光数显系统工作流程
3 船舶轴系激光定位数显系统设备
(1) 激光准直仪。激光准直仪如图4所示。激光准直仪角度调整选用球铰结构,该结构不会产生应力,因此也不存在应力释放时产生的漂移[3]。在激光准直仪的光学系统中采用了空间位相调制器,该光学定位系统的空间位相调制器使测量过程中不需要调焦,实现了全程无调焦运行差,保证了激光仪所提供的是一条清晰度高且易于分辨的激光光束。在长距离测量时光斑是环栅结构,光斑的图像清晰、易于分辨,保证了激光光束轴心的识别精度[4]。
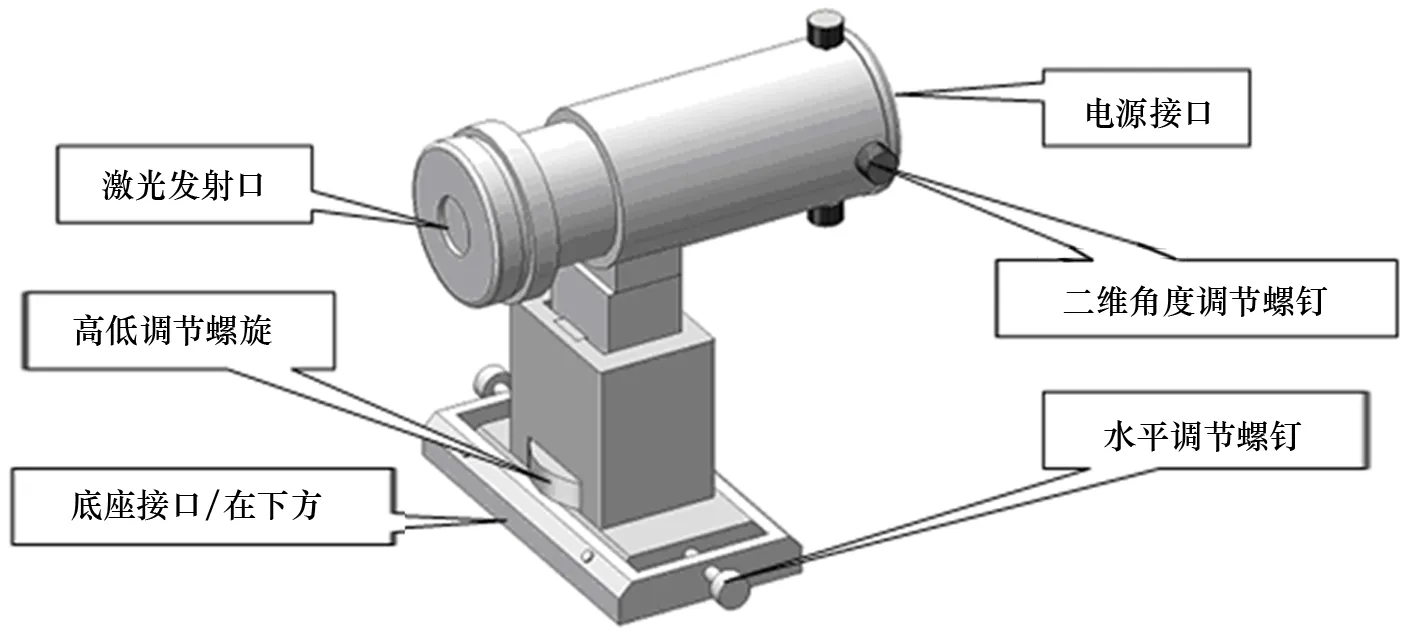
图4 激光准直仪
(2) 接收光靶。数字化接收光靶如图5所示。系统的接收光靶对入射光进行了严格处理,将杂光、 散射光的影响减低到最低限度[5],以保证提供给CMOS摄像机的是能够识别的激光图像。接收光靶的关键部件是高分辨率的CMOS摄像机等,CMOS是互补金属氧化物半导体,一种晶体管放在硅块上的技术。CMOS传感器不需要复杂的处理过程,直接将图像半导体产生的电子转变成电压信号,这个优点使得CMOS传感器对于高帧摄像机非常有用,高帧速度能达到400~2 000帧/s,可以保证整个系统的精度。数字接收光靶可以将采集到的激光图像传输至计算机。
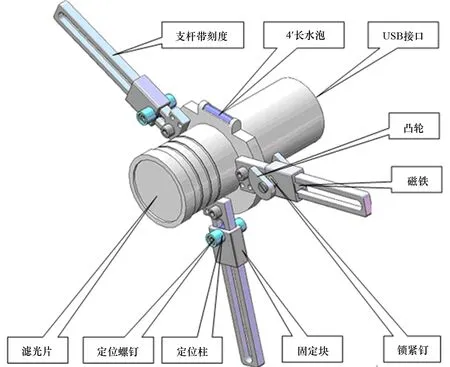
图5 数字化接收光靶
(3) 模拟船舶轴系对中检测系统装置。模拟船舶轴系对中检测系统装置图如图6所示。

图6 模拟船舶轴系对中检测系统装置图
(4) 图像识别与数据采集处理软件。激光光斑结构在整个光程的不同位置都有一定变化,图像识别软件对整个光程中不同结构的激光光斑图像进行识别和处理,最终提供一份能准确描述轴系沿线各轴颈中心相对于艏、艉或机、艉基准线的空间位置坐标图及几何图像中心的坐标值[6]。测量值可直接通过屏幕显示、打印机打印或直接传输到数据库。
4 船舶轴系对中激光数显系统的应用
(1) 船舶轴系理论中心线技术要求与调整。① 输出轴法兰与理论中心线(即光束)的垂直度X≤0.5 mm/m,Y≤0.5 mm/m。② 中间轴承中心与理论中心线偏差小于0.20 mm,且两个测量点偏差方向相同。③ 艉轴管填料盒中心与理论中心线偏差小于0.30 mm。④ 各轴承中心允许偏差0.5 mm[7]。
(2) 激光数显系统的应用。当用接收光靶(数字测量光靶)测量轴颈中心点时,测量软件通过反馈光靶处于轴颈圆弧3个不同位置时激光束中心的测值,计算出轴颈中心点在该测量断面中心的位置,并将内部参考系坐标值换算成外部参考系坐标值。
由计算机自动计算出各个测量中间点横向和纵向偏差值,直接输出各点参数,数值和图形直接显示(如用于教学可连接一体机,数值和图形直接显示在平板液晶一体机屏幕上[8]),满足数字化造船精度控制要求。图7为图像识别与数据采集处理软件应用界面。
船舶轴系对中激光数显系统摒弃落后的传统工艺,使用高效、精确的定位检测设备,能够大幅减少不良对中带来的不良震动,避免产生异常载荷使设备过早失效[9],具有较好的经济效益和应用前景,将运用于船舶类院校的实践教学及对船厂职工的培训中,有着很强的实用性和市场开发前景。该对中激光数显系统已成功应用于威海职业学院船舶轴系对中实训教学中,并多次对威海地区船舶企业员工进行培训,效果良好。
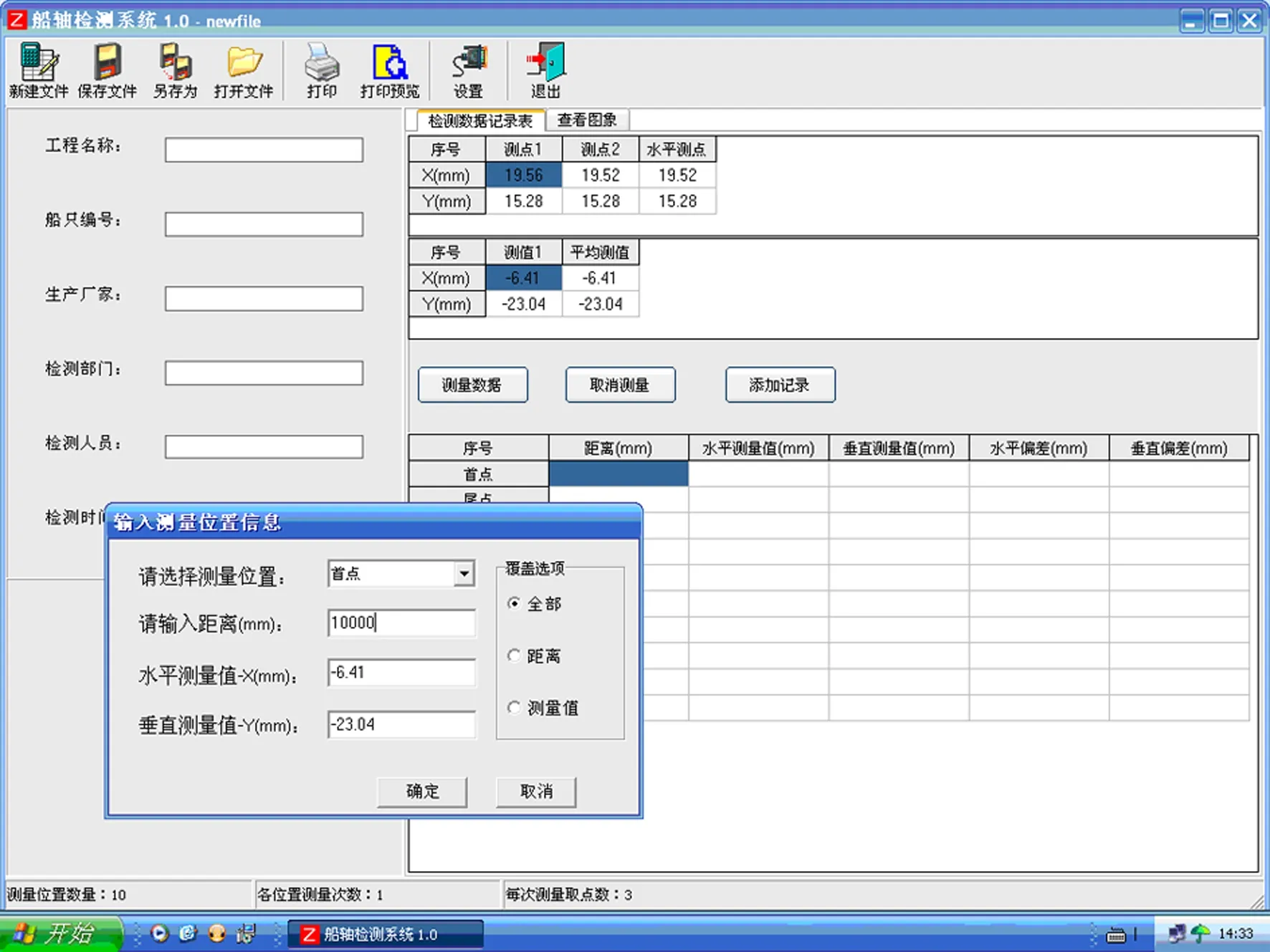
图7 图像识别与数据采集处理软件应用界面
[1] 王礼卿. 船舶轴系对中探讨[J].机电技术,2008,31(3):66-69.
[2] 孙树德. 船舶轴系校中状态及轴心轨迹的研究[D].大连:大连海事大学,2010.
[3] 周中亮,周冰,何永强,等. 成像型激光探测系统中光斑精确定位方法研究[J]. 激光技术,2008(3):248-251.
[4] 刘鹏,高立民,乐开端. 应用于铁轨平直度检测的激光测量系统的研究[J]. 激光技术,2009(6):575-578.
[5] 王杰飞,刘洁瑜,赵晗,等. 一种改进的激光光斑中心亚像素定位方法[J]. 激光技术,2015(4):476-479.
[6] 王建政,张文平,曹贻鹏,等.船舶轴系校中工艺流程探究[J].船舶工程,2011,33(6):77-79.
[7] 杨勇.船舶轴系校中技术研究[D].大连:大连理工大学,2005.
[8] 赵秀忠.船舶推进轴系安装与校中的分析研究[D].济南:山东大学,2013.
[9] 陈绍纲.轮机工程手册[M].北京:人民交通出版社,1992.
Application of Ship’s Shafting Laser Positioning Display Technology on Shipbuilding
XIE Guifen1,2, ZHANG Feng1, LU Fenglian2
(1.Weihai Vocational College, Shipbuilding Department,Weihai 264200, Shandong, China; 2.Dalian Maritime University, Dalian 116026, Liaoning, China)
In order to improve ship shafting straightness and reduce the error of manual measurement when using laser method, methods of improving the shafting precision to simulate the ship's shafting,coordination and integration of laser collimator, digit light target,data acquisition and image recognition processing software are provided, and the high accuracy laser positioning system is formed.
ship shafting; positioning precision; digit system
山东省高等学校科技计划项目(编号:J10LD73)。
谢桂芬(1973-),女,高级工程师,研究方向为船舶机械工程,轮机工程。
U664
A