烟草制丝在线剔除物计量装置的改进
2017-01-10于红丽赵冠英张晓峰颜保胜张航
于红丽,赵冠英,张晓峰,颜保胜,张航
(河南中烟工业有限责任公司黄金叶生产制造中心制丝车间,河南 郑州 450047)
烟草制丝在线剔除物计量装置的改进
于红丽,赵冠英,张晓峰,颜保胜,张航
(河南中烟工业有限责任公司黄金叶生产制造中心制丝车间,河南 郑州 450047)
CL42型剔除物计量装置广泛应用于烟草制丝线,对制丝线生产过程中筛分下来的剔除物进行在线计量。针对该设备在使用过程中出现的螺旋输送机堵料、卡死、进料门、卸料门卡死等问题,分析故障产生的原因,并对其结构及控制系统进行改进,从而节约了设备维护成本,降低了设备故障停机率,保证了物料消耗的正常统计控制。
螺旋输送机;蛟龙进料门;卸料门;堵料卡死
1 设备工作原理
CL42型剔除物计量装置主要用于对制丝线上风选和筛分下来的剔除物进行称重统计,对制丝车间的物料消耗统计控制有着重大影响。其工作原理如图1所示。随着设备的运行,制丝线生产过程中的剔除物如碎末、梗签等物料连续进入1水平段螺旋输送机,水平段螺旋输送机将物料送至2提升段螺旋输送机底部,提升段螺旋输送机再将物料提升送至3缓存斗,然后进入5称重斗。称重斗进料时,其上方的4进料门打开,6卸料门关闭,物料进入,当物料重量达到称重斗设定单斗重量,进料门关闭,称重系统对所进物料进行称重,称重结束后卸料门打开,物料进入7水平段螺旋输送机,再经过风送进行集中回收,卸料完毕后,卸料门关闭,进料门打开,称重数据归档,进入下一斗的计量循环。

图1 CL42型剔除物计量装置工作原理图
2 存在的问题
2.1 螺旋输送机绞龙卡死
实际生产过程中,螺旋输送机内部旋转蛟龙易出现卡死变形的现象,投入使用的短短半年内,因卡死造成蛟龙损坏已达5次,更换一次蛟龙的费用为5万元,不仅维修成本高,还严重影响了制丝线物料消耗统计及生产效率。
经观察分析,螺旋输送机绞龙卡死主要是由于堵料造成。如图2所示,物料在螺旋输送机内部蛟龙的旋转带动下,在水平段螺旋输送机中沿箭头方向前行,物料走到水平段螺旋输送机末端时,一部分随着提升段螺旋输送机提升,一部分在蛟龙前进力推动下进入水平段螺旋输送机末端,随着时间累积,水平段螺旋输送机末端物料越积越多,最终导致水平段绞龙卡死损坏。

图2 螺旋输送机蛟龙卡死示意图
2.2 进料门开关不畅易卡死
生产中还经常出现进料门开关不畅易卡死的现象,如图3所示,进料门在气缸的驱动下在卡槽中伸缩,气缸伸出时门关闭,气缸缩回时门打开。由于进料门和卡槽间有一定的缝隙,生产中尘土易集聚在此,久而久之门板在卡槽中动作不畅卡死,由于气缸检测开关检测不到位,造成后续动作不执行,计量过程停止,物料堆积。

图3 进料门工作示意图
3 改进方法
3.1 解决螺旋输送机绞龙卡死问题
为了推动物料前行,通常情况下蛟龙叶片都会向一个方向螺旋,这样就造成物料在水平方向行进至末端时单向受力,容易在末端积料。将水平段末端绞龙叶片进行改进,使末端绞龙叶片反向螺旋(图4),当物料行进至末端时,因末端蛟龙叶片反向旋转,使此处的物料受力由之前的正向受力变为反向受力,末端物料得以向倾斜段螺旋底部输送,避免末端堵料、蛟龙卡死造成的蛟龙损坏。

图4 末端绞龙叶片改造原理图
3.2 解决进料门开关不畅易卡死问题
在卡槽内部加装毛刷,使气缸在伸缩过程中灰尘无法进入,起到密封和清洁作用,从而彻底解决因积尘造成的进料门卡死的问题,改造原理见图5。
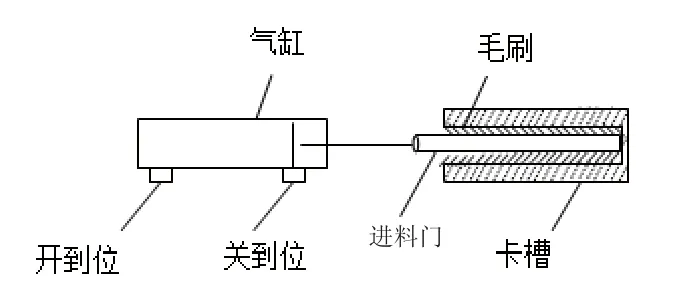
图5 进料门改造示意图

图6 螺旋输送机故障预警示意图
3.3 增加故障预警功能
如图6所示,在螺旋输送机的传动轴上增加尼龙轴套,轴套上装有感应铁,轴套随着螺旋输送机的旋转而转动,正常情况下轴套每转动一圈,侧面的检测开关便会因感应到一次感应铁而产生一个信号1,这个信号的时间长度为t1,感应铁离开感应开关时信号消失为0,0信号的时间为t2,t1、t2交替出现,若1信号或0信号的时间长度大于t1、t2,说明螺旋输送机停转,或因运行阻力增大旋转速度下降,存在堵料隐患,此时PLC在人机界面输出报警,提醒操作工注意查看设备运转情况,以便提前采取措施,避免长时间堵料造成设备损坏,程序设计见图7。
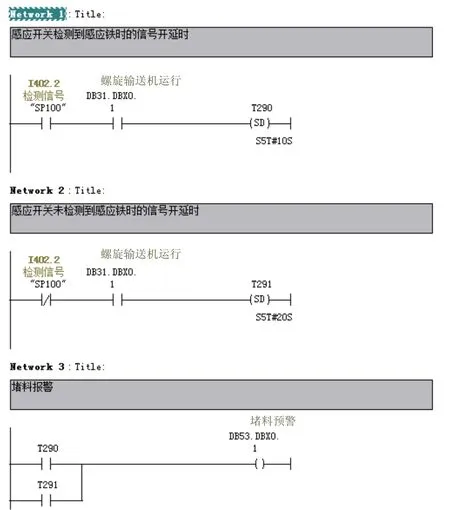
图7 螺旋输送机故障预警程序
4 改进效果
经过以上改进,彻底根除了CL42型剔除物计量装置水平段螺旋提升机绞龙易卡死损坏的问题,解决了进料门、卸料门开关不畅易卡死问题,设备故障停机率大大降低,由改进前的平均每月3.36%降为改进后的平均每月0.043%(表1),维修费用也随之大幅下降,由改进前平均15050元/月降为改进后0元/月(表1),减少了设备维护费用,提高了生产效率,物料消耗得以统计控制,保证了生产的正常运行。

表1 剔除物计量装置改进前后维修费用及故障停机率统计表
TS43
A
1671-0711(2016)11(下)-0047-02
