激光与回流复合焊接技术的研究与应用
2017-01-09喻定新于海春廖剑斌
苏 茜,喻定新,于海春,廖剑斌
(1.广西机电职业技术学院,广西南宁530007;2.东莞新科技术研究开发有限公司,广东东莞523087)
激光与回流复合焊接技术的研究与应用
苏 茜1,喻定新2,于海春1,廖剑斌1
(1.广西机电职业技术学院,广西南宁530007;2.东莞新科技术研究开发有限公司,广东东莞523087)
介绍了激光与回流复合焊接技术进行可行性及工艺流程研究,样机试验数据表明激光与回流焊的复合技术使得两种先进的焊接技术能充分发挥了各自的优势,在硬盘行业形成了一种全新高效的焊接方法。
激光;回流;复合焊接
随着硬盘各种性能指标不断提高,HSA磁头臂组件中导通HGA Pad位和AFA Pad位的焊点数目急剧上升,传统的焊接方法已不能适应需要,企业迫切需要开发一种高效率、低成本的能满足磁头臂组件多焊点快速焊接要求的自动化设备,对于提高企业生产效率、降低直接生产成本具有重要的现实意义。
近年来,随着高功率激光器以及光纤传输技术的完善,激光焊接成为最有朝气的焊接方法之一。当前应用于硬盘行业比较热门的是自动锡球焊接设备,用光导纤维将激光束引入聚焦透镜聚集光束,将锡球快速加热到220℃以上,使熔化的锡球导通HGA Pad位和FPC Pad位,形成所要求的焊点,缺点是每次只能熔化一个锡球,完成一个焊点焊接。
回流焊技术在电子制造领域并不陌生,它通过加热电路将氮气加热到足够高的温度后吹向已经贴好元件的线路板,让元件两侧的焊料融化后与主板粘结。这种工艺的优势是通过足够高的温度能融化整片整面的焊料,达到快速多点焊接的目的。缺点是加热电路将氮气加热到足够高的温度时间较长,且需大型专用加热设备才能完成,不利于小型自动拉大面积推广应用。
本文重点对校企合作开展的激光与回流复合焊接技术研究成果及应用情况进行介绍。该复合技术能将激光焊与回流焊技术各自的优势结合于一体,同时很好地避免了单独采取其中一种焊接技术所产生的不足。
1 激光与回流复合焊接技术的研究与应用
1.1 激光与回流复合焊接技术的构想
广西机电职业技术学院数控技术专业与东莞新科磁电技术开发有限公司二者结合各自的技术特长开展了激光与回流复合焊接技术的探讨,期望以FPC多焊接点为研究对象,应用激光能量同时对多焊接点实现一次快速高效的焊接。具体构想如图1所示,基于已开发的激光焊接设备,通过激光束对多焊接点一次激发,实现一次焊接。
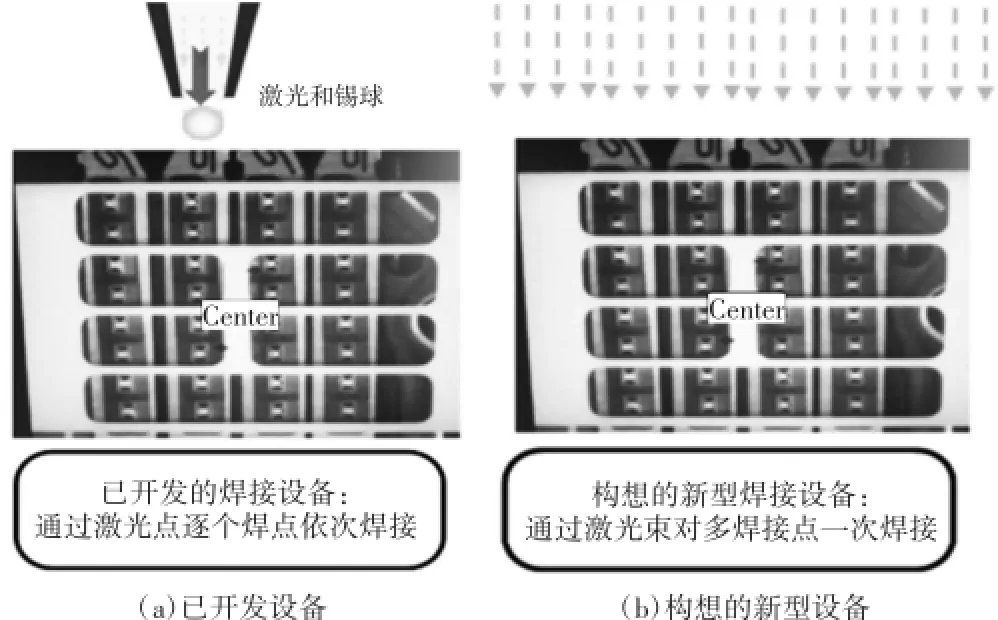
图1 复合焊接构想
1.2 激光与回流复合焊接技术的可行性研究
为了验证激光与回流复合焊接技术的可行性,课题组搭建了激光与回流复合焊接试验平台,如图2所示。其由激光发生器、光钎、PLC控制板、传动支架及工装夹具组成。FPC Pad刷锡工序由FPC供应商作为来料工序完成。焊接后效果如图3所示,完全符合质量要求,数据证明激光与回流复合焊接技术真实可行。
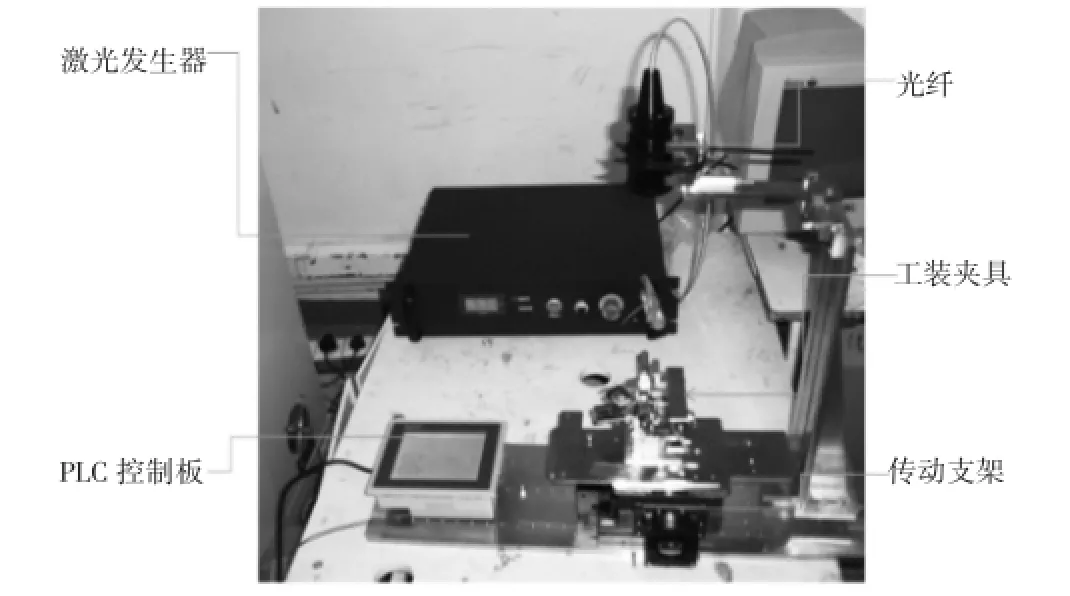
图2 试验平台
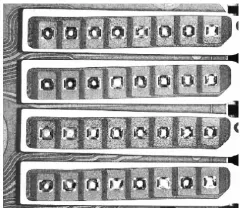
图3 焊接后效果
1.3 激光与回流复合焊接技术的工艺流程研究
1.3.1 回流焊技术的工艺流程
(1)焊接准备。焊接前将粉末状焊料、焊剂、粘合剂制作成糊状焊膏。
(2)点膏。使用手工、半自动或自动丝网印刷机,如同油印一样将焊膏印到FPC Pad位上。这是焊膏的第一次流动。
(3)加热、再流。根据焊膏的熔化温度,使用激光加热的方式加热焊膏,使FPC Pad位上的焊膏熔化而在被焊工件HGA Pad的焊接面再次流动,达到将HGA Pad焊接到FPC Pad上的目的。由于焊膏在印刷过程已流动过一次,焊接时的这次熔化流动是第二次流动,称为再流焊。再流焊区的最高温度应控制在使焊膏熔化,且使焊膏中的焊剂和粘合剂气化并排掉。
1.3.2 氮气激光回流复合焊的特点
随着组装密度的提高,精细间距(Pad pitch)越来越小,在设备上还考虑了充氮保护功能,改善了回流焊的质量和成品率。氮气激光回流复合焊有以下优点:
(1)防止减少氧化;
(2)提高焊接润湿力,加快润湿速度;
(3)减少锡球的产生,避免桥接,得到好的焊接质量,更重要的是,可以使用更低活性助焊剂的锡膏,同时也能提高焊点的性能,减少基材的变色,尽管产生了氮气成本,最终的成本收益分析显示氮气引入并没有增加最终成本,相反,更有助于品质的改善,返工或维修费的降低。
1.4 激光与回流复合焊接样机实际验证
激光与回流复合焊接试验样机系统包括激光发生器、旋转工作台及相关工装夹具、PLC控制箱、触摸屏、焊接控制系统以及焊接报警系统。样机外观如图4.
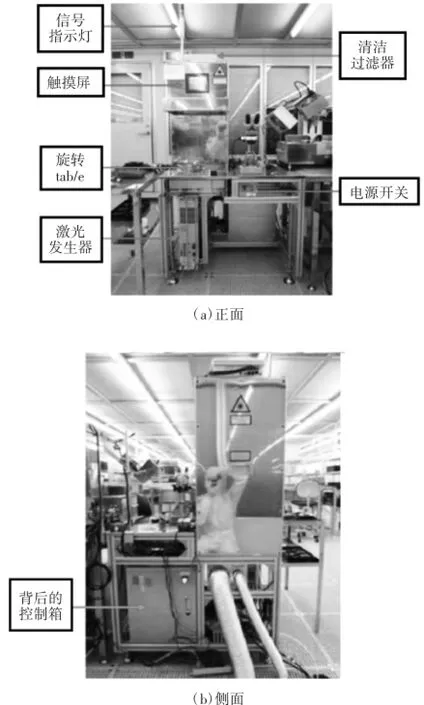
图4 样机外观
该样机具备自动焊接功能,将工件放好后,由导轨将工件传送到指定位置,然后启动激光发生器焊接,焊接完成后发送焊接完成信号,PLC控制导轨滑出。整个系统很好地处理了PLC和激光发生器之间的相互通信,做到稳定可靠,避免意外事故发生。焊接工装夹具主要满足工件的定位、装夹,确保工件准确定位,减小焊接错位,主要由气缸来控制夹抓,气缸的动作由PLC控制。旋转工作台主要满足焊接工装夹具的安装和定位,工件上好以后由导轨滑至焊接工位,检测到到位信号后激发激光开始焊接。整个系统由PLC作为主控单元,由PLC来控制激光发生器和夹具的协调运动。人机界面触摸屏为参数设置和监控单元,在全自动模式下只需操作相关按钮即可。
整个系统的生产过程稳定性好,设备操作简单;焊接准备工作量和焊接后焊缝处理工作量小;焊接生产工时短、生产效率特别高,与其他焊接方法的详细比较如表1所示。
TG456
A
1672-545X(2016)11-0159-02
2016-08-03
广西高校科研”新型全自动磁头臂激光焊接系统的研究与开发“项目资助(项目编号:LX2014564)
苏茜(1978-),女,副教授,主要从事机械设计、数控技术等方面的研究工作。