汽车自动变速箱再制造表面处理工艺研究
2017-01-09赖君荣文丰正钟耀文
赖君荣,文丰正,钟耀文
(1.广西科技大学,广西柳州545006;2.美硕金属表面技术有限公司,广东佛山528000;3.广州花都全球自动变速器有限责任公司,广东广州510000)
汽车自动变速箱再制造表面处理工艺研究
赖君荣1,文丰正2,钟耀文3
(1.广西科技大学,广西柳州545006;2.美硕金属表面技术有限公司,广东佛山528000;3.广州花都全球自动变速器有限责任公司,广东广州510000)
本文对汽车自动变速箱再制造过程表面处理工艺进行研究,阐述了流水线生产的零部件清洗、除锈、防腐蚀等表面处理的生产工艺流程与工艺参数和原料配比。
汽车自动变速箱;再制造;流水线生产;表面处理
《十二五国家战略性新兴产业发展规划》将汽车零部件再制造作为资源循环利用产业的重要组成部分[1,2]。汽车零部件的绿色再制造,依靠先进的制造、表面修复加工技术、信息技术等新技术,使即将报废或已经报废的汽车零部件,恢复到原来的或者符合绿色再制造要求的高可靠性汽车零部件,可充分挖掘废旧汽车可利用的价值,经济效益显著并满足消费者的绿色需求[3]。汽车自动变速箱结构复杂、精度高,是汽车零部件中最有再制造价值的零部件之一[1]。汽车自动变速箱零部件材质主要为钢铁与铝镁合金。这些零部件使用一段时间后,表面会有不同程度的氧化、锈蚀,并粘附大量的油泥,内部零件因长时间运转表面也会积留大量的油污、积炭、金属屑等。故汽车自动变速箱拆解分解后零部件必须经过清洗、除锈(除氧化物)、防腐蚀等表面处理后方可进行修整加工、重新装配。汽车自动变速箱零部件表面处理对保证其再制造的质量具有重要意义。
1 铝镁合金材质零部件清洗、防腐蚀工艺
金属铝和镁属两性金属,在酸性或碱性条件下都会被腐蚀;同时因化学性质较活泼,暴露在空气中很快就会被氧化生产氧化铝和氧化镁而变色或被腐蚀。所以铝镁零部件在表面油污清洗、防腐蚀处理时,必须要考虑到清洗过程中基体不被过腐蚀,并保证清洗后尺寸精度不受影响并能在表面形成钝态保护膜以防止腐蚀,具体工艺方案如下:
1.1 铝镁合金部件除油清洗工艺方案
(1)铝镁合金除油清洗原料及参考配比
考虑到铝镁属两性金属,除油清洗剂必须要考虑金属缓蚀和PH值的影响。采用弱碱性除油清洗剂以及离子表面活性剂,同时在清洗剂中加入适量的铝和镁的缓蚀剂,防止基体在清洗过程中被腐蚀。可按下列原料及比例配置铝镁合金清洗剂(环保无磷):
碳酸钠15 g/L,碳酸氢钠15 g/L,硅酸钠5 g/L,EDTA二钠1 g/L,葡萄糖酸钠5 g/L,表面活性剂5 g/L,铝镁缓蚀剂2.5 g/L,水余量。
(2)除油清洗工艺条件和工艺时间
设备条件:超声波清洗剂(不锈钢)
工作温度:40~60℃
PH值:9~11
清洗时间:8~10 min
1.2 铝镁合金部件防腐蚀工艺方案
铝镁合金防腐蚀的方法有很多种,从环保节能的角度考虑,采用目前最新的环保锆化工艺,此工艺具有不含磷、不含铬和重金属,不需加温,常温使用等优点,经过锆化处理后能在铝镁合金表面形成一层纳米级致密钝态保护膜,以提高金属的防腐蚀能力,可在锆化处理后再进行一道防锈封闭工序,这样可达到更完美的防腐蚀要求。具体方法如下:
1.2.1 锆化处理原料及参考配比
氟锆酸4 g/L,硝酸钠1.5 g/L,柠檬酸0.5 g/L,气相二氧化硅1 g/L,硅烷偶联剂1 g/L,氨水1 g/L,水余量。
1.2.2 防锈封闭处理原料及配比
三乙醇胺4.5 g/L,硼酸1/L,植酸2.5 g/L,乙醇1 g/L,NTA 0.5 g/L,水性树脂5 g/L,抗菌剂2 g/L,水余量。
1.2.3 使用工艺条件及工艺时间
(1)锆化处理
工作温度:常温
PH值:3.5~4.5
序时间:浸泡4~5 min;喷淋2~3 min
(2)封闭处理
工作温度:常温
PH值:7.5~8.5
工序时间:1~2 min
1.3 铝镁合金处理完整工艺流程
喷砂→超声除油清洗→水洗→水洗→锆化→水洗→水洗→防锈封闭→吹水→烘干(80~100℃)
2 钢铁件零部件清洗、防锈工艺方案
钢铁零部件的处理分两个步骤,分别是除油清洗和防锈封闭,从而达到表面清洁和防锈的目的。
2.1 除油清洗方案
与铝镁合金除油清洗剂通用,工艺参数、工艺条件、工艺时间与铝镁合金除油清洗也相同。
2.2 防锈封闭方案
与铝镁合金防锈封闭剂通用、工艺条件、工艺参数和工艺时间与铝镁合金防锈封闭也相同。
2.3 钢铁部件处理完整工艺流程
超声波除油清洗→水洗→水洗→防锈封闭→吹水→烘干(80~100℃)

图1 表面处理生产线设备布置示意图
3 清洗、防腐蚀整体工艺布置
3.1 设备布置
表面处理生产线设备布置见图1.
3.2 铝镁合金零部件处理工艺流程
喷砂→①→②→③→④→⑤→⑥→⑦→⑧→⑨
3.3 钢铁零部件处理工艺流程
①→②→③→⑦→⑧→⑨
4 实验及试生产效果
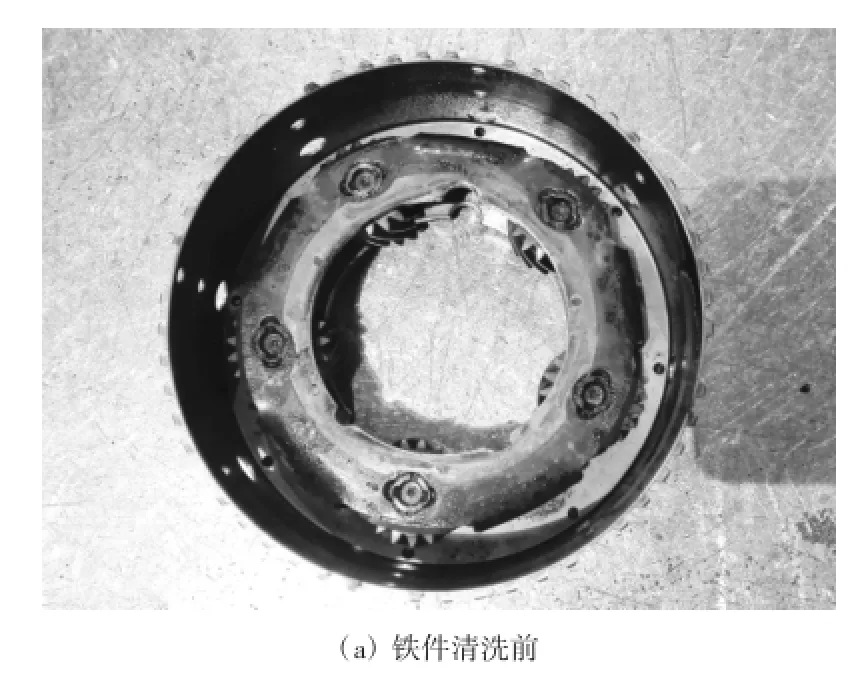
按照上述工艺流程、工艺参数及清洗、除锈、锆化封闭的原料配比,对自动变速箱零部件进行表面处理,通过试验及工业化生产,取得了良好的效果。清洗生产线前后对照图,铝合金件清洗及锆化效果前后对照图,铁件清洗、防锈、封闭效果前后对照图见图2、图3、图4、图5.

图2 清洗生产线前后对照图
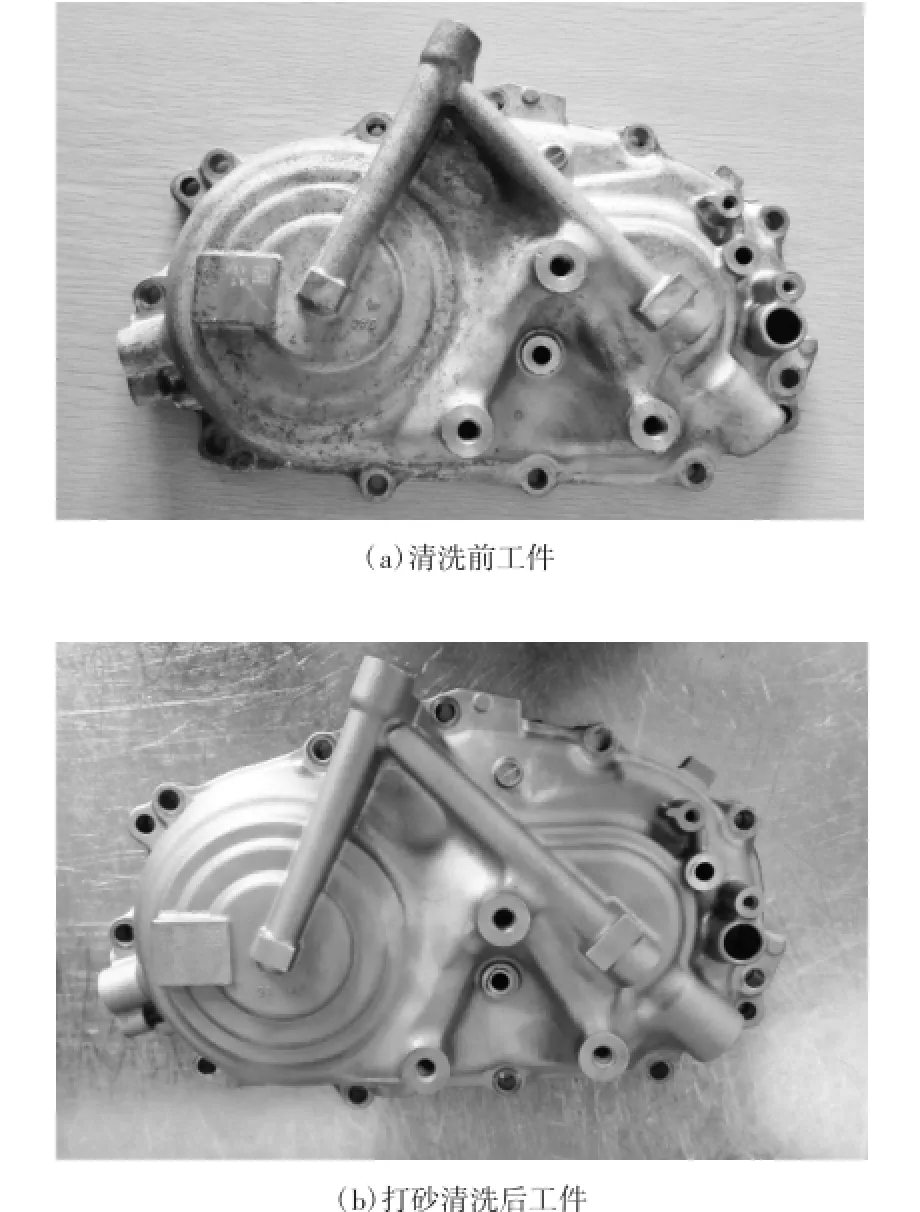
图3 铝合金件清洗前后对照图
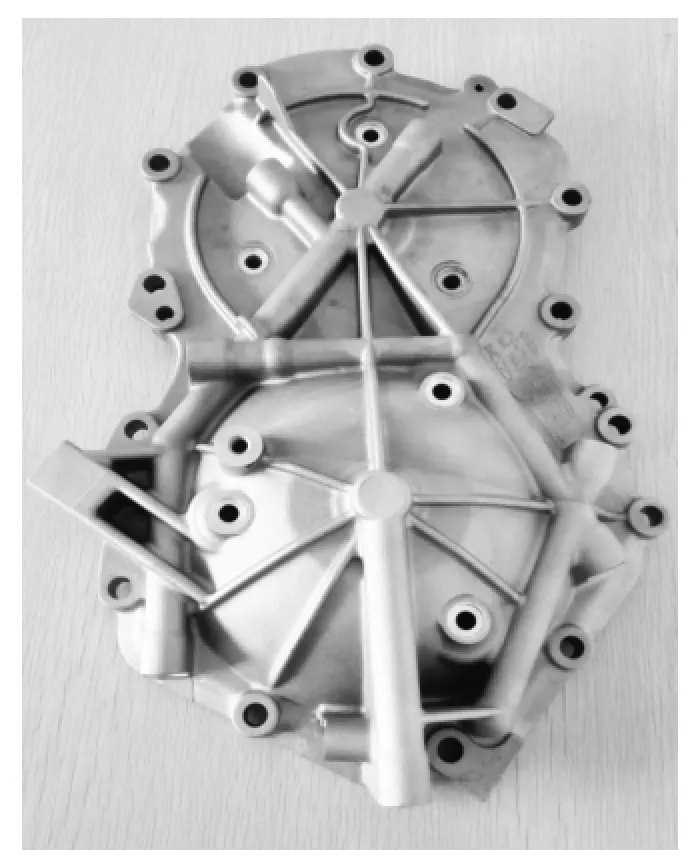
图4 锆化前后对照图(上半部为锆化前,下半部为锆化后)
(续下图)
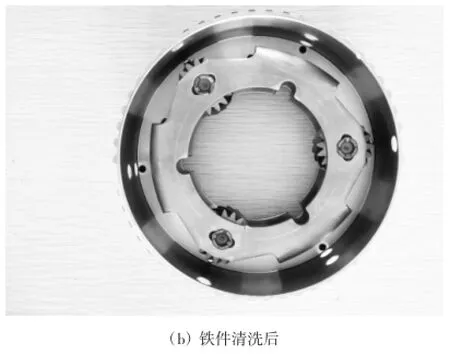
图5 铁件清洗、防锈、封闭效果前后对照图
5 结束语
该项目从小试、中式到试生产,目前已进入了较稳定的阶段。从手工线进入到流水线生产线,解放了大批的劳动力,大大地减轻了工人的劳动强度,并获得较好和稳定的处理效果,使表面处理后的自动变速箱零部件清洁并具有较好的防腐蚀性能,为保证自动变速箱再制造质量奠定了基础。
[1]陈森昌,黄志勇,周正兵,等.自动变速器的再制造工艺及特点[J].机电产品开发与创新,2011,24(3):179-181.
[2]江新兵.基于汽车再制造工程的汽车零部件可再制造性的分析与评估[D].西安:长安大学,2011.
[3]李健.汽车再制造工程及其部件再制造技术的研究[D].武汉:武汉理工大学,2009.
Research on Surface Treatment Technology of Automobile Automatic Transmission
LAI Jun-rong1,WEN Feng-zheng2,ZHONG Yao-wen3
(1.Guangxi University of Science and Technology,Liuzhou Guangxi 545005,China;2.Mei Shuo Metal Surface Technology Co.,Ltd.,Fuoshan Guangdong528006,China;3.Guangzhou Huadu Global Automatic Transmission Co.,Ltd.,Guangzhou Guangdong 510000,China)
In this paper,the surface treatment process of automobile automatic transmission is studied.Describes the production line of parts cleaning,rust,corrosion and other surface treatment production processes and process parameters and the ratio of raw materials.
automobile automatic transmission;remanufacturing;processcontinuous line;production surface treatment
U463.212
A
1672-545X(2016)11-0128-03
2016-08-18
项目资助:广州市花都区科技项目资助:基于化学抛光清洗剂的再制造自动变速箱自动清洗工艺研究(花科信字[2013]52)
赖君荣(1946-),女,广西柳州人,高级工程师,研究方向:汽车化工。
