超薄面料用轧光机的结构设计与开发
2017-01-09朱年华
刘 枫,朱年华
(南通科技职业学院机电工程系,江苏南通226007)
超薄面料用轧光机的结构设计与开发
刘 枫,朱年华
(南通科技职业学院机电工程系,江苏南通226007)
针对现代面料“轻薄、滑爽、超轻质”的发展趋势,设计了超薄面料用轧光机。该轧光机中设计了纠偏对中装置和张力控制装置等,改进了钢辊的结构,采用两轧辊系统,油加热、液压加压的方式。试验表明轧光后的面料色泽亮丽均匀、无起皱、云状斑现象。该设计对轧光整理设备的升级改进、产品试制等方面具有一定的指导和借鉴作用。
超薄面料;轧光机;轧光辊;接缝检测
轧光机是对织布进行高温高压定型的专用后整理设备,用于优化面料质地,使其更加柔软,提高其光泽度,从而增加其附加值。由于产品的特性要求不同,轧光机类型多样,如熨平消光用轧光机、轧强光用轧光机、摩擦轧光机、轧花用轧光机等[1]。
随着人们物质生活水平和精神文明素质的提高,要求服装面料不仅“保暖、舒适”,而且要“轻薄、时尚、环保”[2]。面料在轧光时对布面张力、金属辊的温度、软辊压力等影响因子敏感,随着面料的薄度降低,易出现卷边、起皱、云状斑等现象。本文针对目前面料的发展趋势以及轧光时影响产品质量的因素,通过改进轧光辊结构,采用两轧辊系统、油加热系统以及液压加压装置设计了超薄面料用的轧光机。
1 超薄面料用轧光机的方案设计
1.1 主要技术参数
根据对国内数十家织造布企业、染整行业用轧光机的调研,以及加工面料的特殊性确定超薄面料用轧光机相关设计参数,如表1所示。
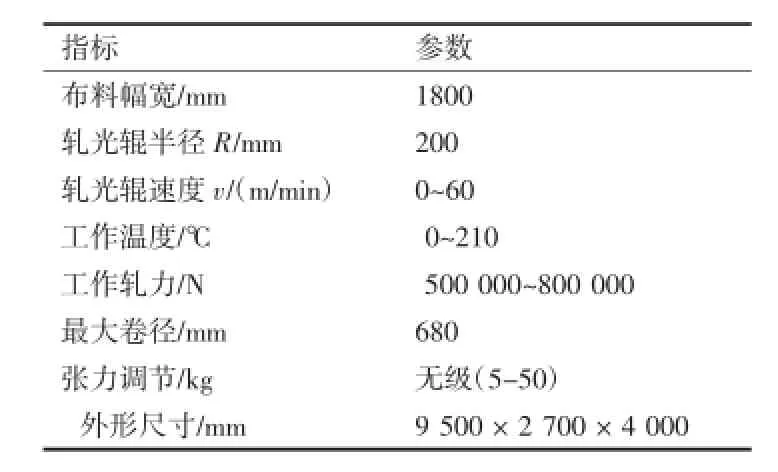
表1 超薄面料用轧光机产品技术参数
1.2 功能要求
为了准确、自动、安全的完成超薄面料的进、卷和轧光操作,其应该满足:(1)轧光后的面料色泽均匀、无卷边;(2)面料从布卷辊进入轧光辊之前,能自动纠偏、轧光时感知布匹的接缝、自动分开两轧辊;(3)轧光时的压力和温度可根据现场条件进行调节,并且钢辊能快速冷却;(4)减少能耗,操作方便简单。
2 主要结构设计
轧光机是面料加工中主要的后整理设备,主要由进布机构、轧光机构和卷取机构组成,结构布局如图1所示。
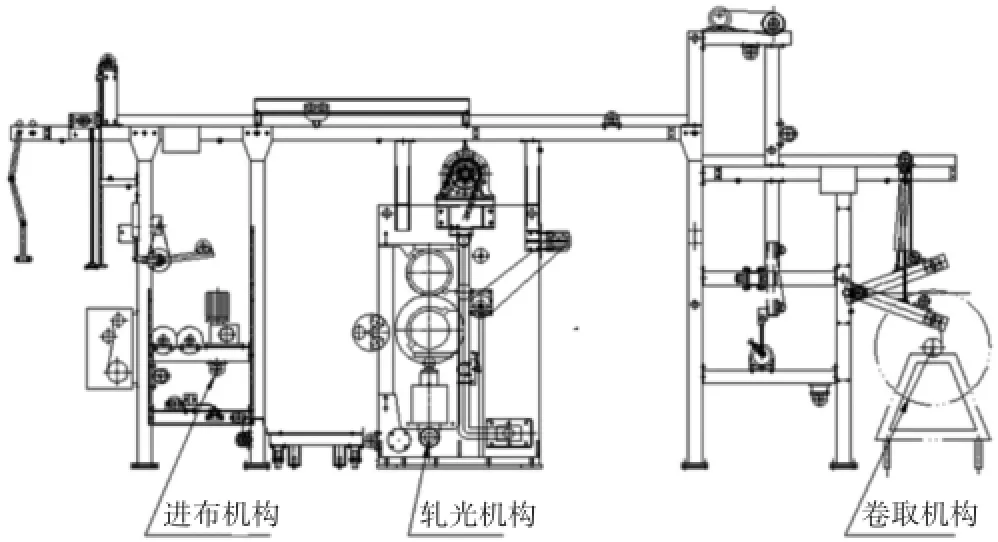
图1 轧光机的结构布局图
2.1 进布机构
超薄面料用轧光机的进步机构是整体结构的基本组成部分,面料的放卷没有单独的电机驱动,而是在卷取辊对布的拉动下,以一定的速度进行放卷;在放卷辊和轧光辊之间安装多个牵引辊、导布辊控制面料的走向,使之平稳的运行。为了确保面料平稳送入轧光机构的确定位置,设置了纠偏对中装置和张力调整装置;为了提高尼龙辊的使用寿命需要接缝检测装置。图2为进布机构示意图。
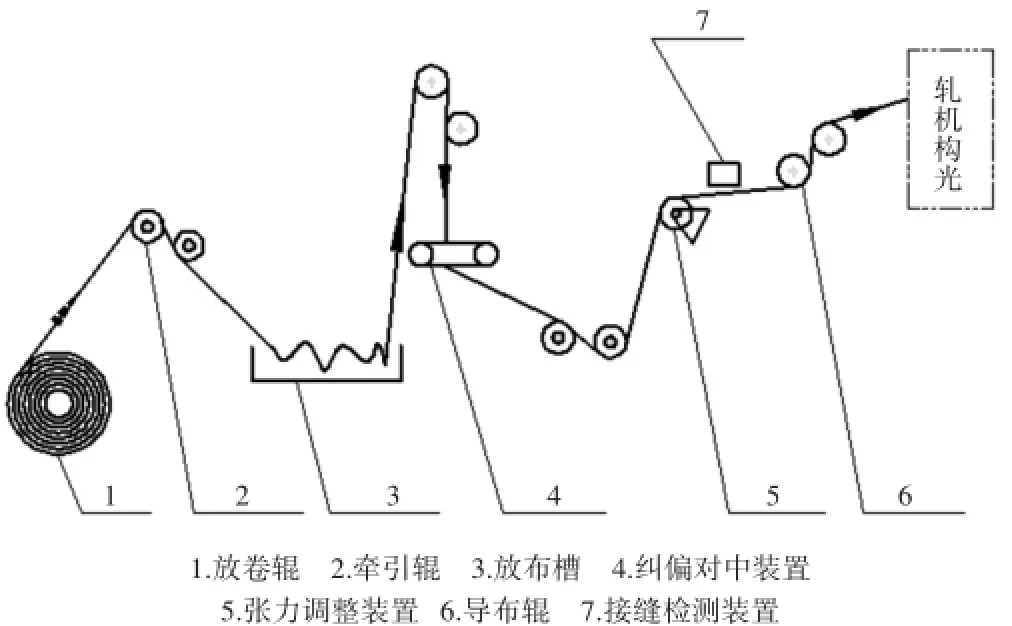
图2 进布机构示意图
2.1.1 纠偏对中装置
为了使面料进入轧光区后处于钢辊的正中间,从而受热均匀,提高产品的生产率需设计纠偏对中装置。超薄面料用轧光机的纠偏装置主要由光电感应器和对中驱动装置组成。光电感应器利用面料对光速的遮挡感应面料的位置。如果进来的面料不在正中间,左右偏移了,光电感应器则控制马达左右移动,从而将布带入中间位置,结构图如图3所示。
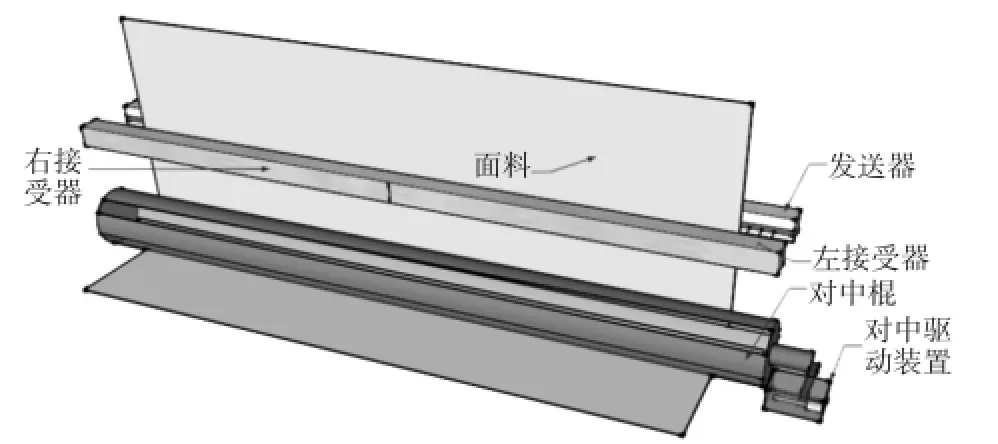
图3 纠偏对中装置结构图
2.1.2 张力控制装置
图4为张力控制装置的结构图。张力控制装置由进布辊、浮动辊和电位器组成,主要有两个功能:(1)调整不同材质厚度的面料进入轧辊时所需的张力;(2)使面料轧光前所需的张力恒定。织物所需的张力为浮动辊的配重,通过调整浮动辊上气缸的气压来调整浮动辊的配重。织物张力适当时浮动辊位于中间位置,浮动辊向上运动时表明织物张力增大,反向则减小。织物运行过程中的张力调节是通过PLC检测浮动辊电位器的电压,电压增大说明张力增大,电压减小则张力减小,根据检测的电压调整进布辊速度,从而保证轧光前织物所需的张力一定。
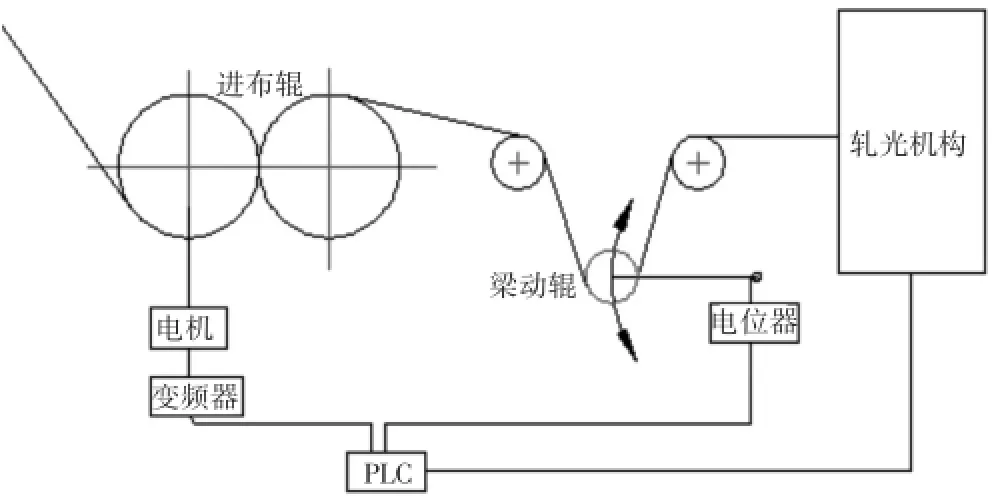
图4 张力控制装置
2.2 轧光机构
轧光机构主要完成轧光工序,通过轧光辊的加压加热使面料达到需要的紧度,并对面料起到一定的修饰作用,提高面料的光泽度、平滑度、厚度和布幅的均匀性。超薄面料用轧光机轧光的面料“薄”,主要以涤纶和尼龙为主,根据材料特性,要求轧光时高温高压快速,因此此设备选用两轧辊系统,即一个钢辊和一个尼龙辊,一次轧光即可满足轧光要求,这样缝合通道缩短、效率提高[3]。选用油加热方式使钢辊结构简单,受热均匀,保温性好,且成本低,温度控制精度高,并适用于宽幅加热[4]。选用液压加压装置,可实现无极调压,运动平稳,寿命长,且功率体积比大,易实现自动化。
轧光机构的结构示意图如图5所示,主要由主机架、钢辊、尼龙辊、液压系统、加热系统和电机组成。液压泵、液压阀、油箱等组成液压系统。主支架用于支撑钢辊和尼龙辊,加热系统把钢辊表面加热到所需的温度,然后作用到超薄面料上,液压缸提供轧光时所需的压力给尼龙辊,然后传递给超薄面料。液压缸不仅提供压力,而且可带动尼龙辊沿着轨道快速上下运动,提供缝合通道。钢辊位于尼龙辊的上方,由电机带动钢辊转动。
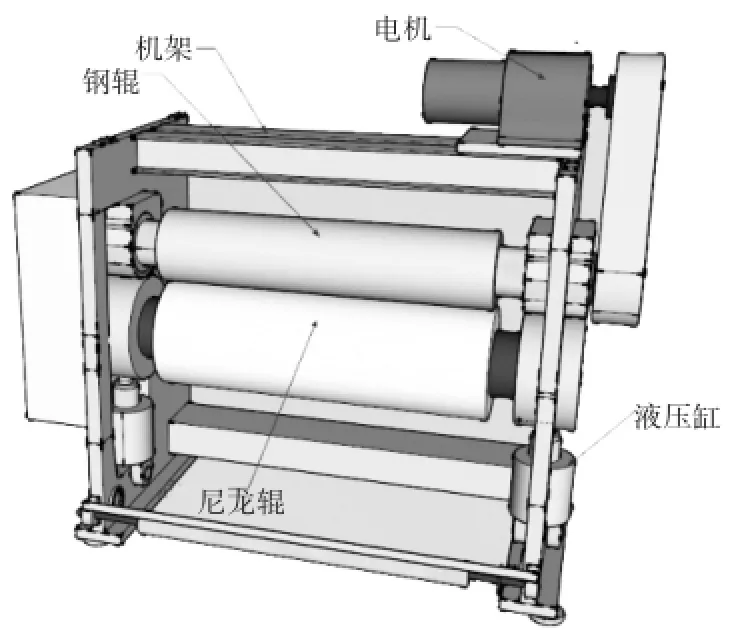
图5 轧光机构的结构示意图
2.2.1 钢辊的结构设计
钢辊是设备的核心部件,固定在机架上。钢辊的内部中空,以便通入高温油,使钢辊具有高的表面温度。轧光辊由轴头、钢管状辊体、导油芯轴、导热油管等主要零部件组成,如图6所示。高温热煤油经过油温机加热后,从钢辊的左侧的旋转接头进入钢辊中心的导油管,导油管将热油送入钢辊右侧的导油孔,经过导油孔回到钢辊左侧,经旋转接头又流回油温机。通过热泵循环,从而保证钢辊中心始终通入的是具有一定高温的热煤油。
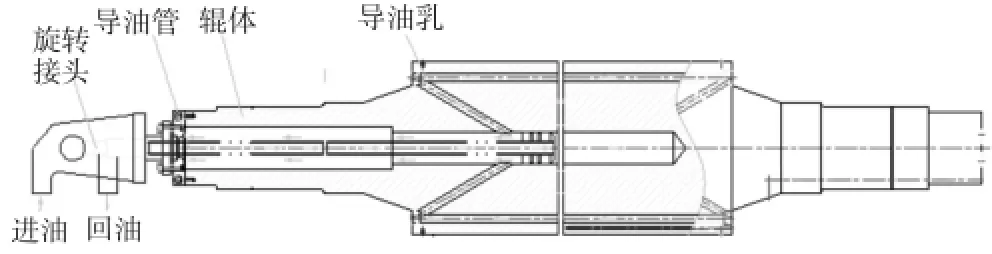
图6 轧辊结构示意图
2.2.2 动力传动装置的设计及其电机的选取
超薄面料通过上下轧光辊时经过热轧后输出。轧光机动力传动装置主要提供轧光辊的转动扭矩,由电机、减速器和链传动构成,如图7所示。
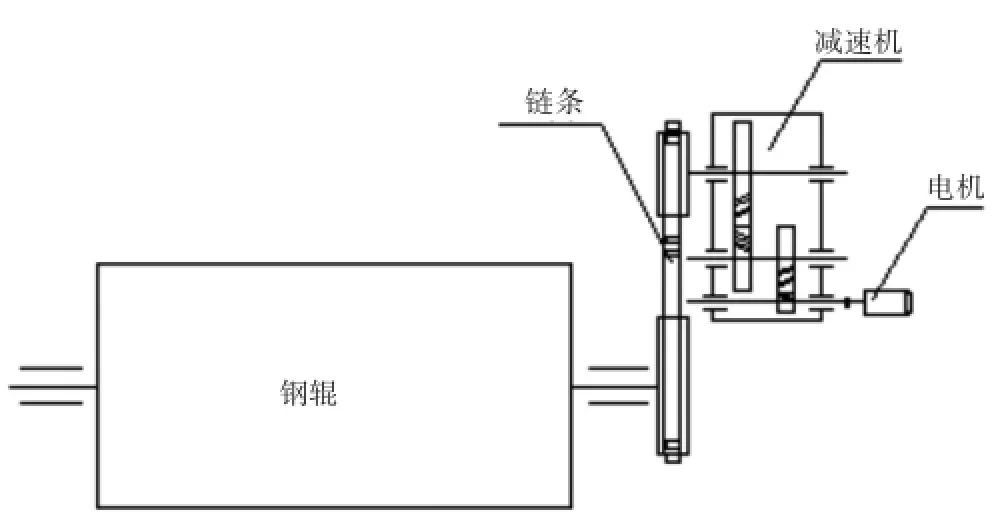
图7 传动装置结构示意图
若两轧光辊速度不一致,轧压区内面料两面会产生摩擦,造成成品表面粗糙,影响面料的表面质量,应要求两轧光辊辊面线速度相同。为使两轧光辊速度相同,尼龙辊采用单向轴承,当两轧光辊夹持喂布时尼龙辊的驱动脱开,由钢辊带动尼龙辊转动,确保两只轧光辊运动的同步性。
轧光辊驱动电机的选择:超薄面料的牵引力Fr=300 N,钢辊最大工作轧力Fn=800 000 N,摩擦系数=0.02,轧光辊速率n=47 r/min,轧光辊半径r=0.2 m.
轧光力矩:

电机功率:

由于电机额定功率P0≥Pw,所以取P0=18.5 kW.根据驱动电机的功率、转速,选用三相异步电动机。电机型号为YEJ180M-4-18.5 kW,电机功率为18.5 kW,电机同步转速为1 450 r/min.
2.3 卷取机构的设计
图8是轧光机的卷取机构示意图,主要由机架、牵引辊、错边辊、张力检测器、卷取箱组成。卷取箱里的伺服电机驱动收布辊旋转进行收布。张力检测器检测布面张力,收布过程中控制好薄布的张力控制是十分关键的,张力过大导致薄布拉长,速度过小导致薄布处于松弛状态,容易产生叠压。由于布边存在毛边,毛边较厚,错边辊将布料稍微错开,防止卷取辊直径在逐渐变大的过程中,产生厚边,从而出现起皱现象。导布辊顺着布料的方向转动,减小摩擦。
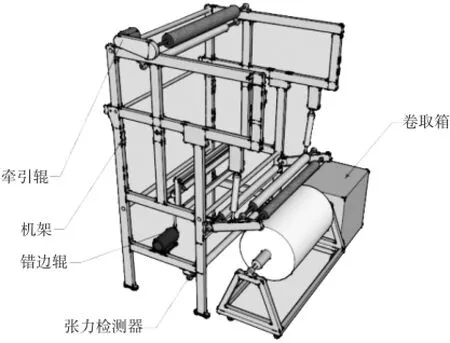
图8 卷取机构的结构图
根据以上设计制作的薄面料用轧光机样机如图9所示。

图9 薄面料用轧光机样机
3 结束语
本文为了满足服装面料“轻薄、时尚、透气”的要求,针对轧光面料“超薄”的特点,超薄面料用轧光机进步机构中设计了纠偏对中装置和张力控制装置;轧光机构中改进了轧光辊钢辊的结构,利用热油加热,尼龙辊上压装置采用液压式;卷取机构中设计了张力检测装置和错边装置。运行结果表明,此设备操作简单,运行可靠,轧光后的面料光滑、柔软、透气,无卷皱和云状斑现象,生产效率高。
[1]李冶.国外家用非织造布的发展[J].非织造布,2001,9(1):35-38.
[2]隋全侠.细旦锦纶超薄面料的开发实践[J].现代丝绸科学与技术,2015,30(3):3-5.
[3]S.Schwenkner,P.van Rüth Andritz Küsters公司(德国)用于产业用纺织品的新型轧光工艺[J].国际纺织导报,2013,41(7):69-71.
[4]翟建.非织造布轧光机的设计与开发[J].机械设计与制造工程,2015,44(7):51-53.
The Structure Design and Development of Calender for Ultra Thin Fabric
LIU Feng,ZHU Nian-hua
(Mechanical&Electrical Department,Nantong College of Science and Technology,Nantong Jiangsu 226007,China)
According to the development trend of modern fabrics“thin,smooth,ultra light”,the ultra-thin fabric calendering machine was designed in this paper.The calendering machine have a rectifying deviation device and a tension control device,etc,and improve structure of the steel roller,and use the two roller system,and use the method of oil heating and hydraulic pressuring.Experiments show that the fabric color is bright and symmetrical and the cloth coiling without wrinkling and cloudless spots phenomenon after calendaring.This design can draw some guidance and reference to design development of calendering machine and pro-duction trial.
ultra-thin fabric;calendering machine;calendering roller;seam detection
TH122
A
1672-545X(2016)11-0109-03
2016-08-18
刘枫(1969-),女,江苏南通人,讲师,在读研究生,主要从事机械设计制造、自动化、CAD/CAM技术的研究。