联体缸盖典型铸造缺陷的解决方法
2016-12-30
(潍柴动力股份有限公司,山东潍坊 261061)
联体缸盖典型铸造缺陷的解决方法
王勇,臧加伦,秦鹏
(潍柴动力股份有限公司,山东潍坊 261061)
以六缸联体缸盖为例,对气缸盖气孔缺陷及内腔质量问题进行了分析,详细介绍了缺陷的解决措施,认为设计合理的砂芯、型腔排气通道,适当控制芯组二次烘干水分及适当提高浇注温度是有效预防气孔缺陷的主要因素。
联体缸盖;气孔;内腔质量
0 引言
气缸盖是柴油机的关键部件之一,要求有很高的气密性与整体强度,内腔为砂芯形成,质量要求也较高。相比于单体缸盖,联体缸盖铸件容易发生整体变形,其复杂的内腔结构特点使铸造过程中容易出现气孔、烧结等问题,增加了铸造工艺开发和实施的难度。本文将以我公司开发生产的六缸联体缸盖为例,提出了联体缸盖典型铸造缺陷的解决措施。
1 联体缸盖工艺简介
我公司有5~9 L多款柴油机,本文以典型的9 L机联体缸盖为例简要介绍其铸造工艺。9 L机联体缸盖的毛坯如图1所示。采用平组立浇工艺生产,每箱2件。
芯组采用整体组芯工艺,底盘芯和上盖芯为冷芯,上、下水套芯、进、排气道芯为覆膜砂热芯。将6颗下水套芯、6颗排气道芯、1颗进气道芯及1颗上水套芯依次通过水玻璃粘结剂和热熔胶组装到底盘芯上,形成底盘芯组,整体浸涂、烘干。上盖芯单独浸涂和烘干后与底盘芯组组合成单个铸件芯组,如图2所示。两件单体芯组通过4根螺丝杆紧固,形成整体芯组。
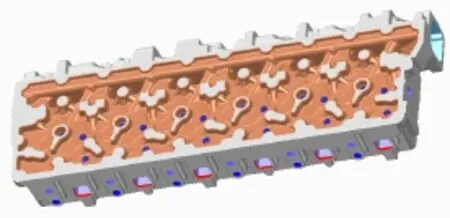
图1 9 L机联体缸盖
采用先封闭后开放式浇注系统,排气道端朝上,顶部设置多处冒口和出气针,各进、排气道芯头钻孔并与外围砂型的排气孔连通,如图3所示。
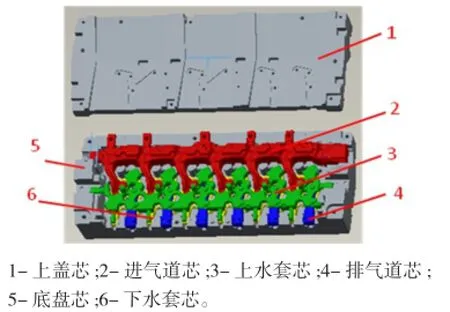
图2 联体缸盖平组立浇芯组
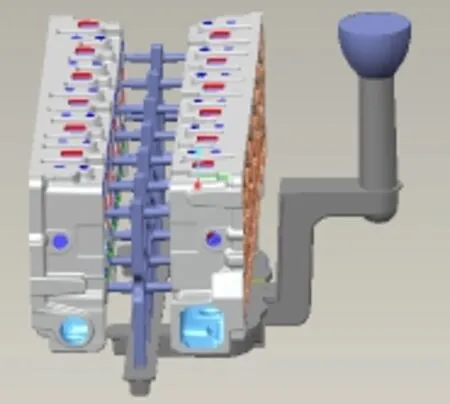
图3 联体缸盖立浇工艺示意图
2 联体缸盖典型铸造缺陷的解决
联体缸盖常出现的铸造缺陷是气孔及内腔烧结、脉纹等缺陷。缸盖内腔的烧结和内腔清洁度差,会导致发动机水夹层的冷却效果降低,从而降低发动机的可靠性。基于多年的对联体缸盖工艺开发的经验,本文介绍了上述典型铸造缺陷出现的原因及解决措施。
2.1 气孔缺陷
联体缸盖气孔缺陷多发生在缸盖排气道侧,如图4所示。气孔缺陷产生的原因较多,主要是来自型腔和砂芯的气体无法及时排出型外。采取的主要措施如下。
1)设计砂芯排气孔,加强砂芯排气,保证出气通道畅通。进、排气道砂芯及水套芯为实心砂芯,且砂芯体积较大,通过在砂芯芯头处钻排气孔,使得浇注过程中产生的大量气体能通过排气孔排出。为防止砂芯浸涂涂料时涂料进入砂芯芯头处的排气孔,浸涂前采用泡沫或橡皮泥封住排气孔防止涂料进入排气孔,待砂芯烘干后捅开,如图5所示。

图4 联体缸盖气孔缺陷
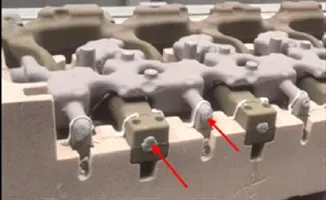
图5 联体缸盖夹层、气道排气通道
2)底盘芯和上盖芯制芯时预留砂芯排气通道,便于浇注时芯组内产生的气体能及时排出,如图6、7所示。

图6 联体缸盖底盘芯排气通道
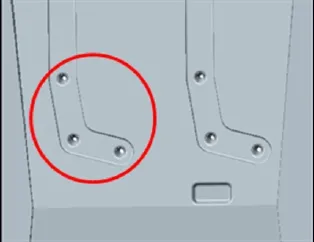
图7 联体缸盖上盖芯排气通道
3)合理设计水套芯及进、排气道芯与底盘芯之间的间隙:若间隙过大,浇注时铁液易通过间隙进入砂芯排气孔堵死砂芯排气通道;若间隙较小,组芯时易出现部分砂芯断裂问题。必要时采用耐火石棉垫圈密封砂芯之间的间隙,可以阻止铁液进入砂芯排气通道,有效保证了气体的排出,如图8所示。

图8 联体缸盖石棉垫圈密封示意图
4)合理设计外模与芯组之间的间隙,并在上模样上设置压砂环,防止浇注过程中溢出的铁液钻入出气通道,使得型腔内的气体无法排出,如图9所示。
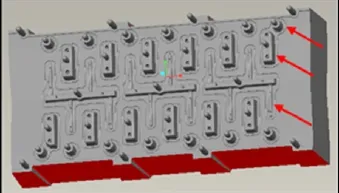
图9 联体缸盖外模压砂环示意图
5)适当控制砂芯烘干温度与时间,使得砂芯二次烘干水分控制在0.6%以下。
6)适当提高浇注温度。将浇注温度由1 390~1 410 ℃提高到1 400 ℃到1 420 ℃,能够有效地降低铸件产生气孔缺陷的倾向,同时能保证不会因浇注温度提高而增加铸件出现粘砂、断芯等铸造缺陷。
2.2 烧结缺陷
联体缸盖内腔较为复杂,特别是上下水腔,砂芯壁厚不均匀,易出现内腔烧结缺陷,如图10所示。通过分析,认为主要是由于制芯工艺不合理导致砂芯局部分层固化或是制备水腔砂芯使用的覆膜砂耐高温性能差,浇注时砂芯受热膨胀开裂,产生局部烧结缺陷。针对上述缺陷采取的措施如下。

图10 联体缸盖内腔烧结缺陷
2.2.1 制芯工艺改进
根据内腔烧结情况解剖砂芯,发现部分烧结部位砂芯分层固化严重,部分固化层厚度小于3 mm,如图11所示。通过改变制芯工艺,在砂芯分层固化部位增加砂芯过砂棒,如图12所示,顶部对应部位增加射嘴,使得分层固化层厚度大于6mm,消除了缸盖此处的烧结缺陷。

图11 砂芯分层固化

图12 砂芯增加过砂棒
2.2.2 高强度覆膜砂
对于其他烧结部位,未发现砂芯出现分层固化缺陷,主要是通过更换砂芯的原材料及浸涂砂芯的涂料来解决的。
新的制芯材料采用的是某公司生产的加入了一定量宝珠砂的覆膜砂,粒度为50/100。宝珠砂主要成份为氧化铝,耐火度大于1 790 ℃,热膨胀率低于0.15%,抗金属液润湿能力强,透气性好,易溃散,具有较好的抗高温开裂性能。
通过使用高强度覆膜砂,铸件内腔质量得到了较大的提升,内腔烧结缺陷明显减少。
2.2.3 涂料
对于砂芯壁厚较薄的部位,通过局部预刷锆英粉涂料,再整体浸涂某公司的3501涂料后内腔烧结缺陷基本消除,如图13所示。
2.3 内腔脉纹
在铸造生产中,通常在铸件的内表面或高温热节处会出现毛刺状的凸起,被称为脉纹缺陷[1]。图14为联体缸盖气道内易出现的脉纹缺陷。这种缺陷的存在,不仅影响了铸件的表面粗糙度,增加了铸件的清理工作量,重要的是影响了气缸盖的气道性能,最终影响了发动机的工作性能。

图13 联体缸盖内腔质量

图14 缸盖内腔脉纹
对于脉纹的形成机理,一般认为是由于砂芯表层的石英砂产生了α-β的相变,引起体积膨胀;树脂粘结剂燃烧和分解产生气体,由于粘结剂的燃烧分解而降低铸型强度;砂芯表面产生许多细小网状缝隙并使砂芯表层的涂料随之产生裂缝,铁液在未凝固之前砂芯表面就形成缝隙,铁液也随之渗入砂芯裂缝,形成脉纹[2]。因此,只要使砂芯在高温状态下保持较高的强度及韧性,保证其表层受到热相变应力作用时通过其本身的变形而缓解开裂倾向,产生裂纹的倾向就要小的多。
2.3.1 将原砂再生或使用焙烧砂
原砂膨胀是脉纹产生的根本原因,因此降低原砂膨胀是解决脉纹缺陷首先考虑的因素,原砂在高温下存在晶相转变,同时伴随体积的膨胀,如果石英砂经过900℃以上高温焙烧冷却后晶相转变将不可逆,所以原砂再生或焙烧使用会显著改善脉纹缺陷。
2.3.2 使用防脉纹涂料
在液态金属冲蚀砂芯时,防脉纹涂料在砂芯表面形成烧结层,能缓冲或抵消硅砂热膨胀产生应力,而涂料中高导热性组分,能有助于金属液的快速凝固,因此可起到较好的防脉纹作用。
2.3.3 采用覆膜砂热芯制芯替代三乙胺冷芯制芯
与冷芯制芯相比,覆膜砂热芯的高温强度较高,高温下砂芯通过自身的变形缓解了热相变应力带来的开裂倾向,可从根本上消除缸盖存在的脉纹缺陷。
3 结论
1)设计合理的砂芯、型腔排气通道,适当控制芯组二次烘干水分及适当提高浇注温度是有效预防气孔缺陷的主要因素。
2)高强度覆膜砂制芯工艺及优质的涂料提高了砂芯的抗高温膨胀和烧结能力,具有良好的溃散性,基本消除铸件存在的烧结缺陷。
3)原砂再生、使用防脉纹涂料及覆膜砂热芯工艺,缓解了砂芯表层的开裂倾向,基本消除铸件存在的脉纹缺陷。
[1] 胡彭生.型砂(第2版)[M].上海:科学技术出版社,1994.
[2] 王文清,李魁盛. 铸造工艺学[M].北京:机械工业出版社,2002.
[3] 王超,尚嘉丽,齐亚平.联体缸盖气孔缺陷的防止[J].中国铸造装备与技术,2012(6).
[4] 程俊伟,焦耀峰 .砂芯对缸盖组织的影响[J].中国铸造装备与技术,2012(6).
Prevention of common casting defect of conjoint cylinder head
WANG Yong, ZANG JiaLun, QIN Peng
(Weichai Power Co., Ltd., Weifang 261061, Shandong, China)
With conjoint cylinder head as a example, the problem of gas hole and internal cavity defect are analyzed, and the resolve measures are described.
conjoint cylinder head; gas hole; internal quality
TG245;
A;
1 006-9658(2016)04-0063-04
10.3969/j.issn.1 006-9 658.2016.04.01 6
2016-01-12
稿件编号: 1601-1206
王勇(1983—),男,工程师,主要从事铸造工艺开发工作.
