Monel400与Q345R异种钢焊接
2016-12-20张得辉孙永哲马春礼刘牧
张得辉,孙永哲,马春礼,刘牧
(中国石油辽阳石化分公司,辽宁辽阳111003)
Monel400与Q345R异种钢焊接
张得辉,孙永哲,马春礼,刘牧
(中国石油辽阳石化分公司,辽宁辽阳111003)
Monel400奥氏体镍基合金与Q345R珠光体钢异种钢焊接时,珠光体钢母材对焊缝金属稀释在熔合区产生脆性组织引起裂纹,还有奥氏体焊缝中出现热裂纹是遇到的2个主要问题。针对带补强结构的接管与筒体相焊的结构特点,通过选择合适焊接材料,合理的焊接顺序、焊接层次、做好焊接环境清洁、控制熔合比和焊接线能量,有效地避免了焊接缺陷的产生。
Monel400镍基合金;异种钢;焊接裂纹
0 前言
1台D263洗涤塔,设备结构如图1所示,筒体部分材料Q345R,规格Φ1232×16 mm,气体入口中接管材料Monel400镍基合金,规格Φ89×6 mm。工作介质为少量氢、NaOH(10%)。
1 材料焊接性能分析和工艺措施
1.1 母材性能
Monel400为Ni-Cu合金,兼具铜和镍的耐蚀性,对卤素、中性水溶液,一定浓度与温度的苛性碱溶液,以及中等温度的稀盐酸、稀硫酸、磷酸等具有较好的耐蚀性能[1]。Monel400常被用于制造石化企业中某些存在较强腐蚀工况的装置。为降低制造成本,经常选用复层为Monel400材料的复合钢板或在设备的局部使用Monel400,因此,在制造中需要解决Monel400奥氏体镍基合金与Q345R珠光体钢的异种钢焊接问题。Monel400与Q345R钢在化学成分、金相组织、物理性能和力学性能方面存在差异,给焊接生产带来较大困难。[1]
Monel40材料接管符合ASME SB-165《SPECIFICATION FORNICKEL-COPPERALLOY(UNS N04400)SEAMLESS PIPE AND TUBE》标准,Q345R材料筒体、补强圈符合GB 713-2014《锅炉和压力容器钢板》标准,化学成分、性能指标见表1、表2。
1.2 材料焊接性和工艺措施
(1)Monel400焊接性能分析和工艺措施[1-2]。硫、硅等杂质形成的晶间薄膜是引发镍基合金单相奥氏体焊缝热裂纹的最主要冶金因素。高线能量可能产生过度的偏析等有害冶金现象,也可能引起热裂纹。需要控制母材、焊接材料中杂质含量。焊接区的应变或应变速率是影响产生热裂纹的力学因素,采用合理的装配和焊接次序,选用较小的线能量,及时填满弧坑等工艺措施。
Monel合金固液相温度间距小,流动性偏低,在焊接快速冷却凝固结晶条件下,极易产生焊接气孔。清除坡口及附近的氧化皮、水分、油污杂质,避免过快冷却可以防止气孔产生。
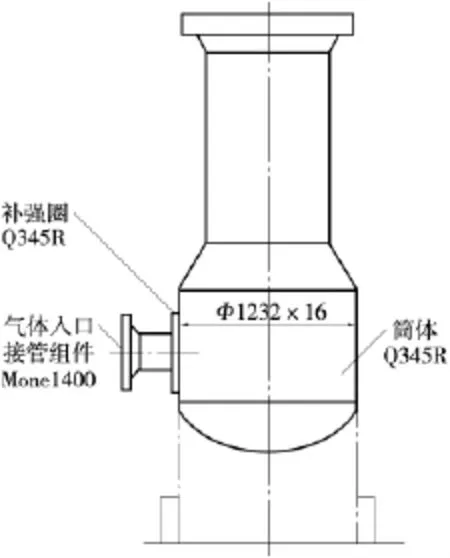
图1 D263洗涤塔结构简图

表1 Monel400钢管、Q345R钢板化学成分

表2 Monel400钢管、Q345R钢板力学和物理性能[1]
(2)Q345R焊接性。除了厚板、高拘束度、富氢的焊接条件容易引起焊接冷裂纹,Q345R珠光体低合金钢的焊接性很好。
(3)Monel400与Q345R异种钢间的焊接性能分析和工艺措施[1]。①焊缝金属的稀释引起的焊接裂纹。焊缝金属受到母材金属的稀释作用,往往会在焊接接头过渡区产生硬度很高的脆性马氏体组织,这种淬硬组织是导致焊接裂纹的主要原因。焊接接头中这种过渡区虽然难以避免,但通过提高焊缝金属中奥氏体形成元素镍的含量,控制高温停留时间,可以减小过渡区的宽度。②碳迁移形成扩散层。在焊接、热处理或者使用过程中长时间处于高温,会在珠光体与奥氏体界面附近发生反应扩散而使碳迁移,在珠光体一侧形成脱碳层而发生软化,在奥氏体一侧形成增碳层发生硬化,由于两侧性能相差很多,焊接接头受力时可能引起应变集中,降低接头承载能力。尽量降低加热温度并缩短高温停留时间,在珠光体钢侧预先堆焊镍基合金的过渡层。③接头残余应力。除接头焊接时因局部加热引起焊接应力,由于珠光体钢与奥氏体钢线膨胀系数不同,且奥氏钢体导热性差,焊后冷却时收缩量不同产生焊接残余应力。再有焊接结构上无法自由膨胀收缩引起附加应力。优先选用与珠光体膨胀系数相近且塑性好的填充金属,焊接应力集中在焊缝与奥氏体钢母材一侧,奥氏体钢塑性变形能力强,能够承受较大应力。严格控制冷却速度,焊后缓冷,尽可能减小焊接变形及应力。
因此,Monel400与Q345R钢焊接时,必须严格清理焊接坡口表面和焊接材料,并控制熔合比,避免有害元素的过多熔入,在减少气孔的产生和减小热裂纹倾向的同时有利于改善焊缝组织性能。
2 焊接工艺要点
(1)清除坡口及附近的氧化皮、水分、油污,防止含硫、硅等杂质熔入焊缝,减少气孔和热裂纹产生的倾向。
(2)选择合理的焊接顺序,减小焊接接头应力(图2)。为减小镍基合金与珠光体钢间焊缝施焊时受补强圈的拘束应力;焊缝1组焊先将组对Monel接管与Q345R材质筒体及Q345R材质补强圈间焊缝,即先施焊图2中堆焊焊缝和焊缝1;此时Q345R补强圈外缘与Q345R筒体间不点固,待堆焊焊缝和焊缝一施焊完成、渗透检测合格后,再焊补强圈外缘与筒体间角焊缝,即图2中焊缝2。
(3)合理选择焊接层次。选用纯Ni焊条作为过渡层,Ni和Fe的物理和化学性能十分相近,能无限互溶,焊后熔合良好。然后再焊蒙耐尔合金,Cu和Ni也可以无限互溶,减少产生热裂纹的倾向。
(4)减小熔合比,焊缝金属中含镍多而熔入的钢较少,因含碳量减少,产生气孔倾向变小;同时减少16Mn钢中硫、磷有害元素的过多熔入,减少产生热裂纹的倾向。

图2 焊接顺序及焊接层次顺序图

表3 焊接材料化学成分
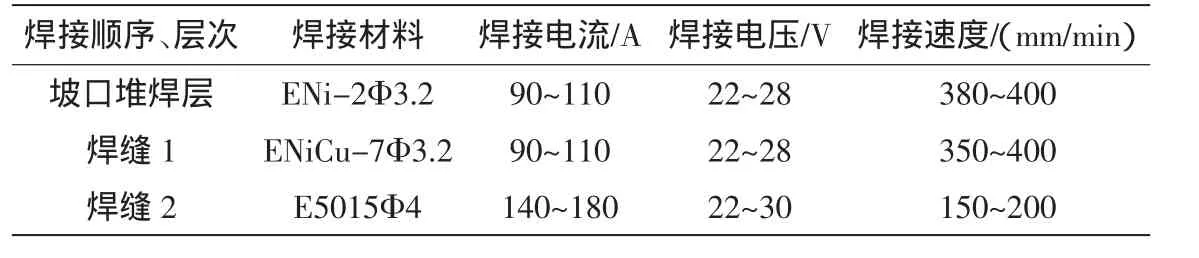
表4 焊接规范
(5)采用低线能量的焊接规范,防止过热,影响组织性能。
3 产品施焊
(1)焊接材料。选用的焊接材料化学成分见表3。
(2)Q345R筒体、补强圈侧参照图2制备焊接坡口,气割后砂轮修磨见金属光泽,坡口表面100%着色检查合格并清理、清洗干净方可进行焊接;
(3)焊条在焊前严格烘干,焊接时使用焊条保温筒,防止直接放在大气中吸潮。
(4)焊接坡口两侧50 mm范围内严格除水、油、锈等污物。
(5)Q345R低合金钢筒体、补强圈侧坡口表面采用ENi-1纯镍焊条堆焊过渡层,每道焊道宽7~8 mm,采用直道焊,后继焊道压相邻前一焊道1/2左右。焊接时层间温度控制在100℃以内。保证堆焊层厚度2~3 mm。堆焊层修磨平整后进行着色检查100%Ⅰ级合格,清理、清洗干净再继续施焊。
(6)Monel400接管与Q345R筒体、补强圈间组合焊缝由手弧焊ENiCu-7Φ3.2 mm焊条施焊。背面砂轮清根后填满坡口。焊接时层间温度控制在100℃以内。
(7)邻Monel400接管的焊缝施焊完毕后,Q345R材料补强圈与筒体间角焊缝由E5015Φ4 mm焊条施焊各层。焊接时层间温度≤150℃。
(8)焊接规范。焊接规范见表4。
4 施焊效果
各焊缝渗透检测合格。D263洗涤塔在组装后按技术要求进行了水压试验,包括Monel400接管与Q345R筒体间组合焊缝的所有焊缝均无泄漏,D263洗涤塔在装置上运行正常。
[1]《焊接手册》第二卷·材料的焊接[M].北京:机械工业出版社,2001.
[2]《焊接手册》第二卷·材料的焊接[M].北京:机械工业出版社,1992.
〔编辑 李波〕
TG406
B
10.16621/j.cnki.issn1001-0599.2016.11.15
