热熔粘扣带抗疲劳性能与黏结点的关系
2016-12-19刘昌杰郭超群
苏 辉 王 其 刘昌杰 郭超群
1. 东华大学纺织面料技术教育部重点实验室, 上海 201620;2. 无锡百和织造股份有限公司,江苏 无锡 201101
热熔粘扣带抗疲劳性能与黏结点的关系
苏 辉1王 其1刘昌杰2郭超群2
1. 东华大学纺织面料技术教育部重点实验室, 上海 201620;2. 无锡百和织造股份有限公司,江苏 无锡 201101
研究热熔粘扣带抗疲劳性能与黏结点的关系。普通钩面带在地组织经纬纱中并入热熔丝,热熔丝熔融后在经纬纱交织处形成一定数量的黏结点。通过对粘扣带进行0~5 000次的抗疲劳试验,对抗疲劳性能衰减指数f与黏结点个数m进行拟合得到非线性回归方程。结果显示,随着黏结点个数的增加,粘扣带的抗疲劳性能先降低后提高。该回归方程可以预测粘扣带在不同黏结点个数下的抗疲劳衰减指数,对研究粘扣带的抗疲劳性能具有重要指导意义。
热熔粘扣带,抗疲劳性能,黏接点,非线性回归方程
粘扣带由一条表面带有细小钩子的织带与另一条表面带有毛圈的织带组成。普通粘扣带是用锦纶、涤纶等合成纤维材料制成的机织带,它由钩面带和毛面带组成,可自由粘合和分离[1]。
普通粘扣带都要在背面上胶,以保持地组织稳定,保证使用时不脱散、裁剪时不毛边。热熔粘扣带是一种在传统机织粘扣带的地组织中加入热熔纤维,通过加热热熔纤维使粘扣带的地组织固结成一片,免去上胶工艺的一种新型粘扣带产品,其使用时不脱散、裁剪时不毛边。由于不上胶,粘扣带在水中的稳定性更好。
在普通机织钩面带的地组织经、纬纱中并入热熔丝,热熔丝熔融后在经、纬纱交织处形成一定数量的黏结点。随着地组织经纬纱中并入热熔丝数量的增加,粘扣带的黏结点数量增加。一方面,地组织黏结得更为牢固,粘扣带的抗疲劳性能提高,粘扣带的剪切强度和剥离强度衰减较慢;另一方面,织造时钩圈受地组织两种纤维的压迫,加热后两种纤维的变形不同,使钩圈发生扭转,切钩不匀增加,导致粘扣带的抗疲劳性能下降,粘扣带的剪切强度和剥离强度衰减较快。在上述两方面的共同作用下,不同热熔粘扣带的抗疲劳性能的衰减速度不同。本文通过试验,测试不同热熔粘扣带的抗疲劳性能,分析热熔粘扣带的抗疲劳性能与黏结点数量之间的关系。
1 热熔钩面带结构
普通钩面带的钩圈结构如图1所示。
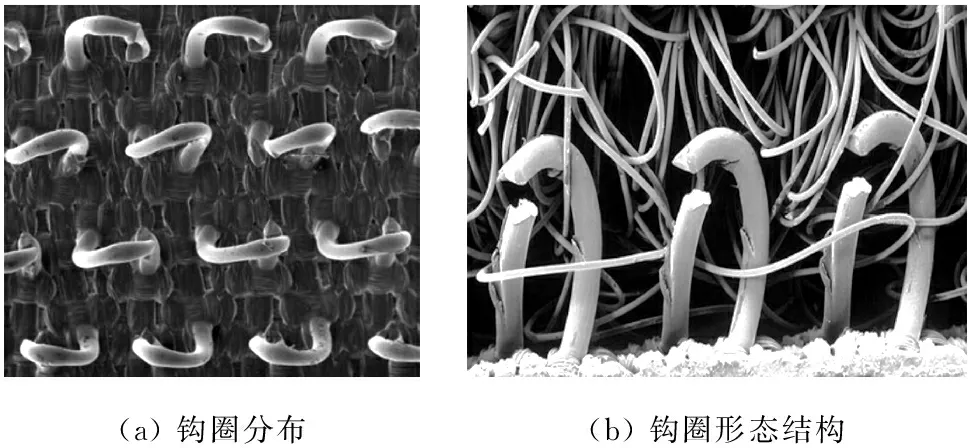
图1 普通钩面带的钩圈结构
由图1可见,钩面带相邻两排钩交错排列,切钩高度在钩圈高度的2/3左右,钩面带和毛面带贴合时,毛面带的毛圈落入钩面带的钩圈内产生钩挂。普通机织钩面带的一个完全组织结构如图2所示。
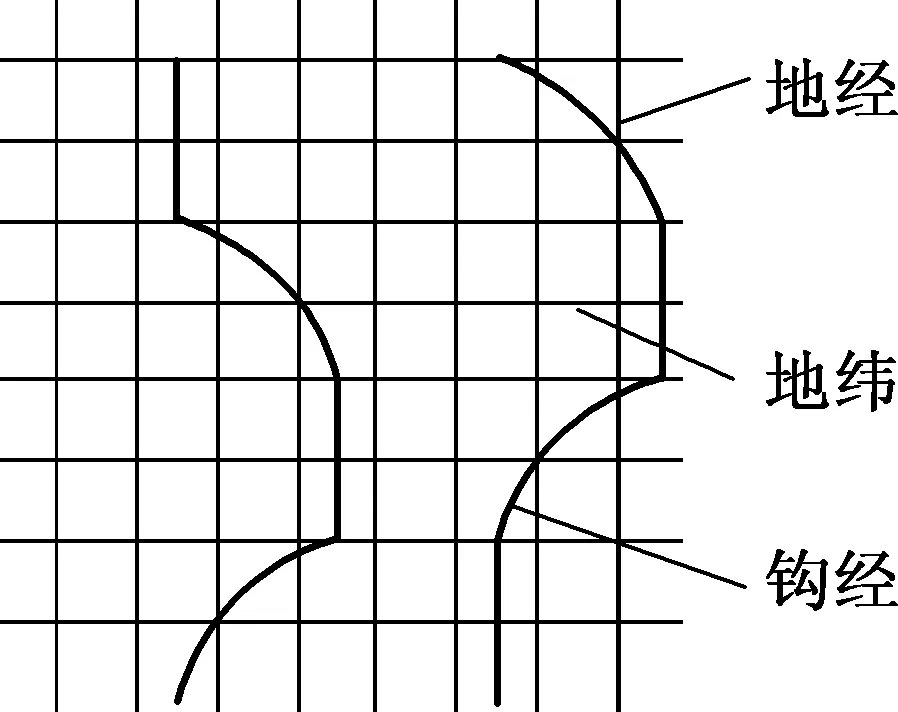
图2 普通机织钩面带的一个完全组织结构
由图2可见,普通机织钩面带的一个完全组织内含有8根地经、8根地纬和2根钩经;地经和地纬相互交织形成平纹地组织,每相互交织3次,钩经在地组织表面形成1个钩圈;钩经成圈时,纬向跨过2根地经,经向跨过1根地纬;钩经不成圈时,与地纬相互交织形成平纹地组织[2]。
试验通过在普通钩面带地经中并入热熔丝,在地纬中并入和不并入热熔丝,以改变粘扣带的组织结构。图3所示为8种不同热熔钩面带的完全组织结构图。
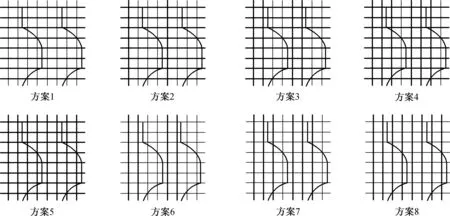
图3 8种不同热熔钩面带的完全组织结构
2 热熔粘扣带的抗疲劳性能测试
粘扣带的抗疲劳性能测试是指在规定的试验条件(温度25 ℃,相对湿度65%)下,将粘扣带在疲劳测试仪上开合一定次数后测试剩余的剪切强度和剥离强度。
试验所用8种粘扣带均在热辊上进行加热,热熔温度设为120 ℃,热熔时间设为5 min,切钩高度设为钩圈高度的2/3。测试样品材料规格:地经为锦纶6,140D/24f;地纬为锦纶6,200D/24f;钩经为锦纶66单丝,直径为0.22 mm;热熔丝为锦纶6,70D/12f。样品其他参数见表1。
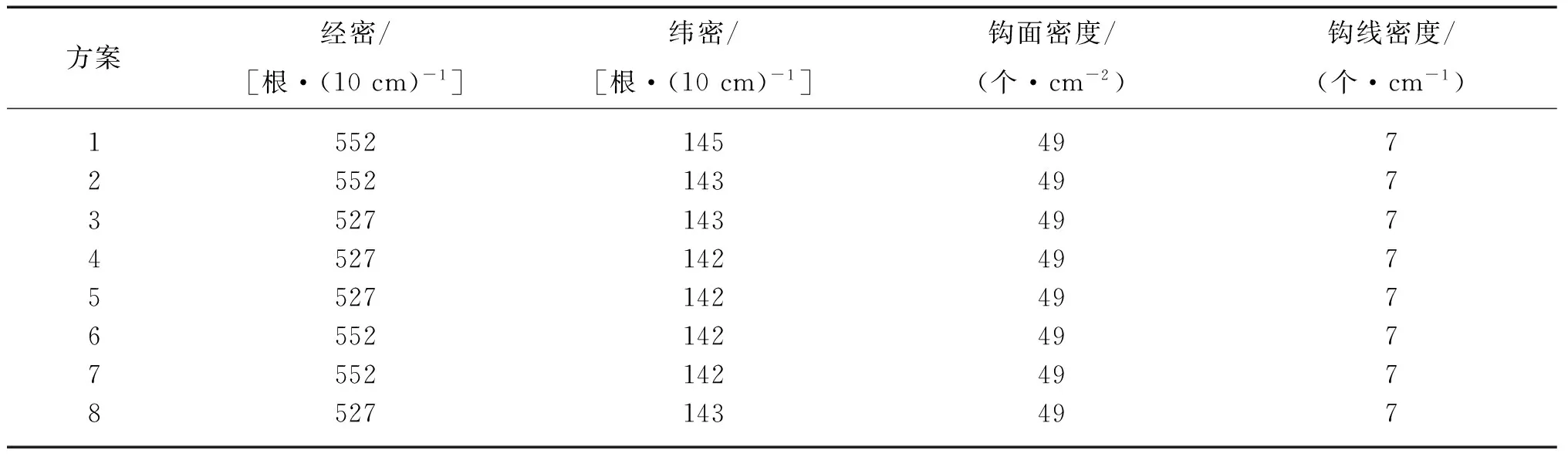
表1 8种方案热熔钩面带测试样品参数
2.1 试验仪器
GT-7082-E型粘扣带疲劳测试仪,AI-7000S型拉力强度试验机。
2.2 试样制备
剪取长650 mm、宽50 mm的钩面带和毛面带各2片,组成2组试样。
2.3 测试步骤
图4为粘扣带疲劳试验装置的上、下滚轮示意图。任取1组试样,将钩面带和毛面带分别包覆在上、下滚轮上。设定计数器上的粘扣带疲劳试验次数,运行试验,待达到规定的次数后取下试样。将疲劳试验后的钩面带和毛面带试样分别剪成4段,每段长100 mm、宽50 mm,并按照图5的方式扣合。用2 kg的滚轮将扣合部分在不受额外外力作用的情况下来回压5次,然后在拉力强度试验机上进行剪切强度测试。取第2组试样,疲劳试验后按照图6的方式扣合,用2 kg的滚轮将扣合部分在不受额外外力作用的情况下来回压5次,然后在拉力强度试验机上进行剥离强度测试[3]。
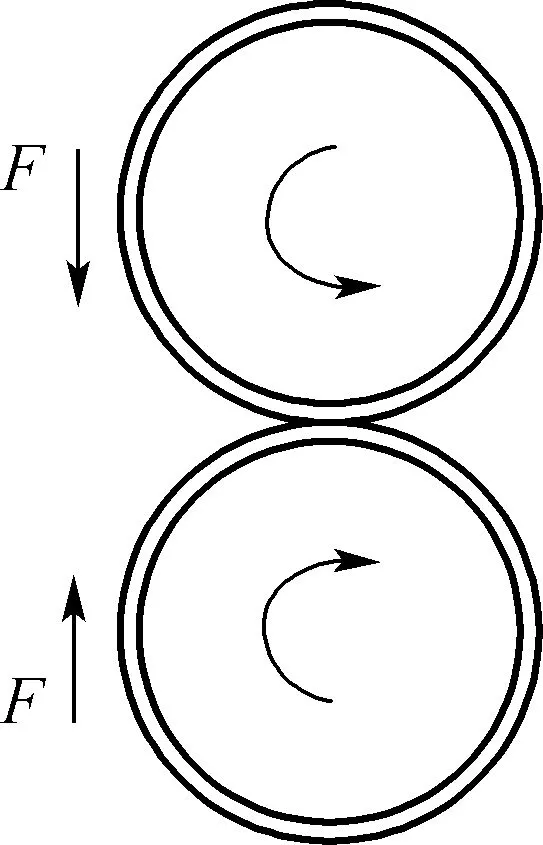
图4 粘扣带疲劳试验用上、下滚轮
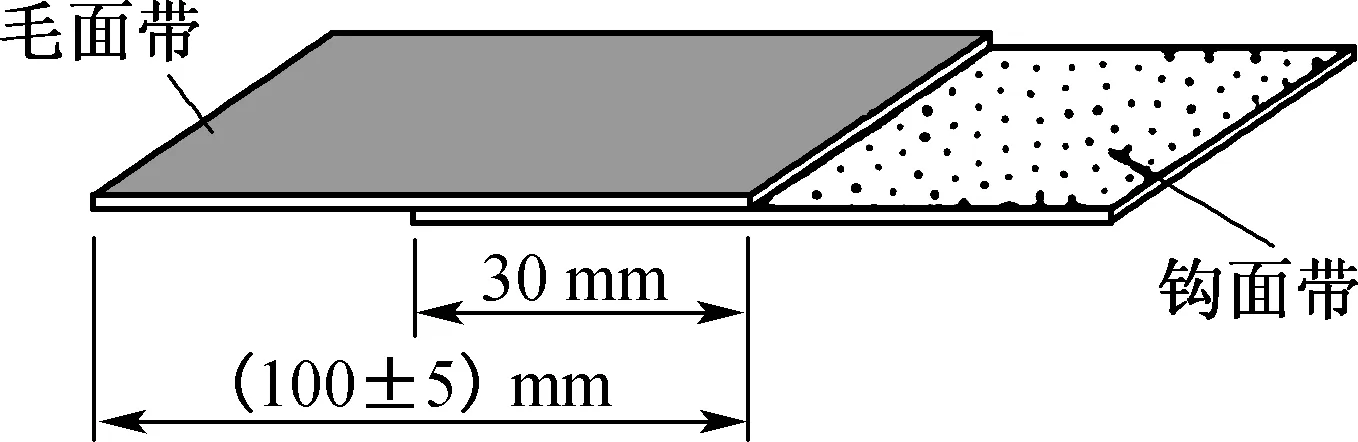
图5 剪切强度试样
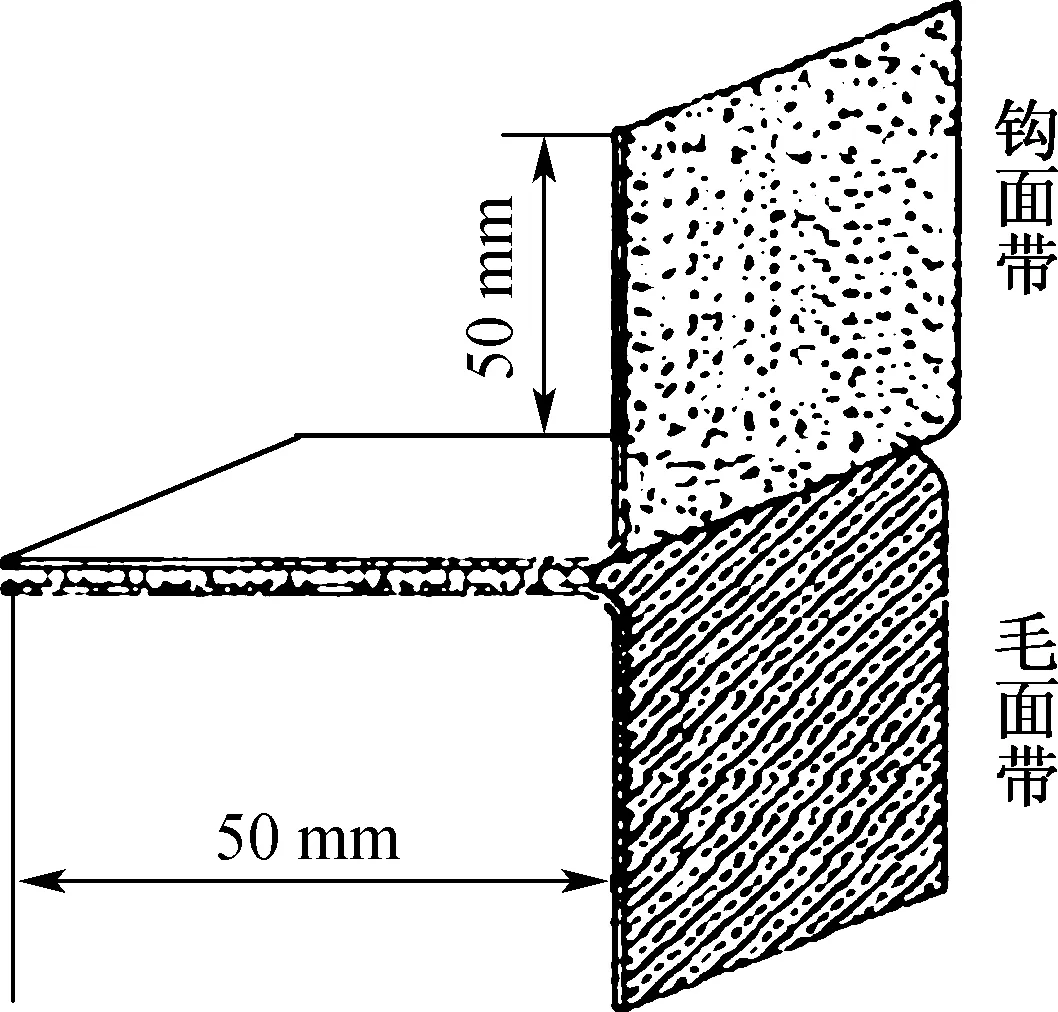
图6 剥离强度试样
2.4 试验结果
每种试样的试验结果取4个试样的平均值。8种热熔钩面带在不同疲劳试验次数后的剪切强度和剥离强度如图7和图8所示。
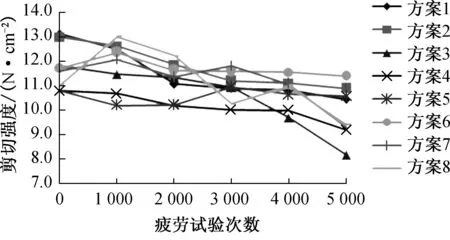
图7 粘扣带的剪切强度
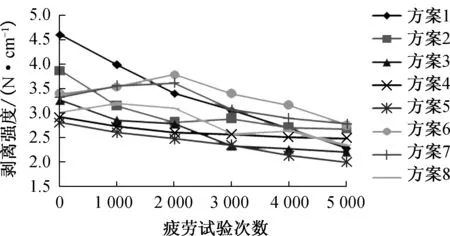
图8 粘扣带的剥离强度
由图7和图8可知:(1)初始状态(未进行疲劳试验)时,方案1的剪切强度和剥离强度最大,方案5最小。当纬纱中加入热熔丝后,随着经纱中加入热熔丝数量的增加,粘扣带的剪切强度和剥离强度减小;当纬纱中无热熔丝时,随着经纱中加入热熔丝数量的增加,粘扣带的剪切强度和剥离强度亦减小。(2)随着疲劳试验次数的增加,8种粘扣带的剪切强度和剥离强度的衰减速度各不相同。分析原因如下:普通机织钩面带在地组织经纬纱中并入热熔丝,热熔丝熔融后在经纬纱交织处形成一定数量的黏结点,随着地组织经纬纱中并入热熔丝数量的增加,粘扣带的黏结点数量增加,一方面,地组织黏结得更为牢固,粘扣带的抗疲劳性能提高,粘扣带的剪切强度和剥离强度衰减减慢;另一方面,织造时,钩圈受地组织两种纤维的压迫,加热后两种纤维的受热变形不同,导致钩圈扭转,切钩不匀增加,使粘扣带的抗疲劳性能下降,粘扣带的剪切强度和剥离强度衰减加快。在这两者的共同作用下,不同热熔粘扣带的抗疲劳性能的衰减速度不同。
3 热熔粘扣带抗疲劳性能与黏结点的关系
3.1 抗疲劳性能衰减指数f的确定
由图7和图8可知,随着疲劳试验次数的增加,8种粘扣带的剪切强度和剥离强度整体都减小,其中剥离强度的减小更为明显。由于疲劳试验前8种粘扣带的强度各不相同,因此,不能直接用疲劳试验后的剪切强度和剥离强度大小来评判某一种粘扣带抗疲劳性能的优劣。
假设粘扣带的剪切强度和疲劳强度与疲劳试验次数成线性关系,则相对于疲劳试验前,粘扣带剪切强度的衰减速度可以用直线的斜率K1的绝对值|K1|表示,|K1|越大,表示随着疲劳试验次数的增加,粘扣带剪切强度的衰减越大;粘扣带剥离强度的衰减速度可以用直线的斜率K2的绝对值|K2|表示,|K2| 越大,表示随着疲劳试验次数的增加,粘扣带剥离强度的衰减越大。8种粘扣带的K1和K2可通过一次线性拟合得到,如表2所示。

表2 8种粘扣带的K1和K2
假设剪切强度和剥离强度对粘扣带抗疲劳性能的贡献均等,权重分配为0.5∶0.5,则抗疲劳性能衰减速度可以用衰减指数f表示,f=0.5×(|K1|+|K2|), 如表3所示。

表3 粘扣带抗疲劳性能衰减指数f
3.2 粘扣带黏结点个数m的确定
粘扣带中热熔丝熔融,使经纱、纬纱、钩经相互黏结。为方便研究热熔丝熔融后地组织的纱线黏结,本文规定了热熔粘扣带黏结点个数m的统计方法,如表4所示。8种方案一个完全组织内黏结点的个数如表5所示。
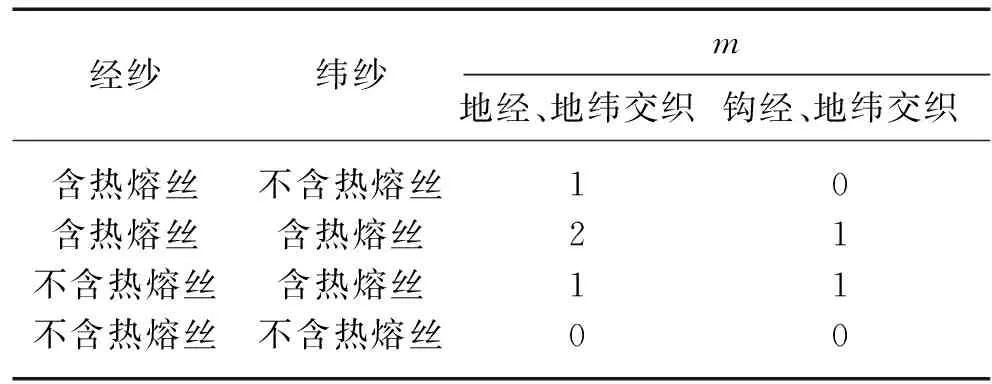
表4 热熔粘扣带黏结点个数m的统计方法

表5 8种方案一个完全组织内黏结点个数
3.3 抗疲劳性能衰减指数f与黏结点个数m的关系
图9为采用MATLAB软件对粘扣带抗疲劳衰减指数f与黏结点个数m进行非线性二次拟合得到的曲线。拟合方程为
f=(-0.001m2+0.206m-4.622)×10-4
由图9可知,随着黏结点个数m的增加,粘扣带的抗疲劳衰减指数f先增大后减小,粘扣带的抗疲劳性能先减小后增大。对拟合方程进行方差分析,如表6所示。
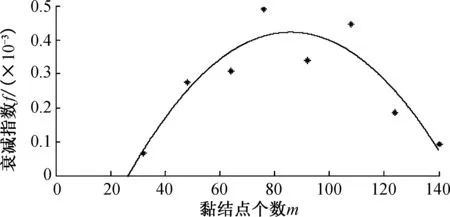
图9 衰减指数f与黏结点个数m的拟合曲线
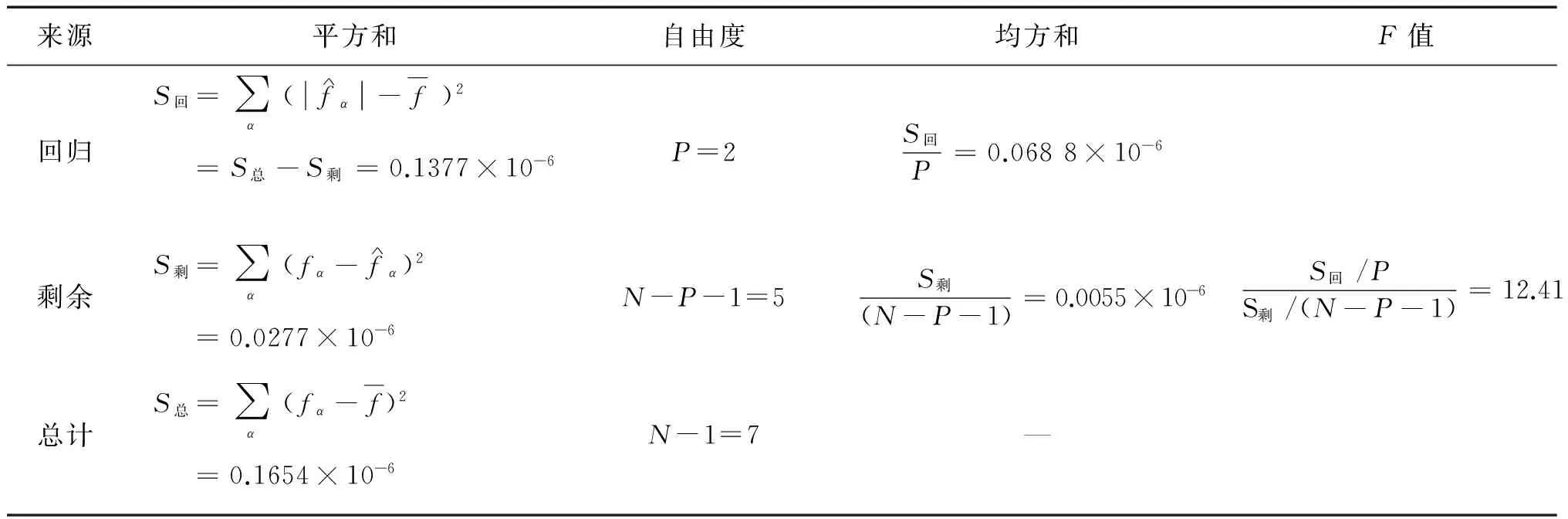
表6 拟合方程方差分析
查表得:F(0.05)(2,5)=5.79 在粘扣带地组织经纬纱中并入热熔丝,热熔丝熔融后,在地组织经纬纱交织处形成一定数量的黏结点,粘扣带可以免于上胶。通过对粘扣带进行0~5 000 次抗疲劳试验,对抗疲劳性能衰减指数f与黏结点个数m进行拟合得到非线性回归方程。结果显示,随着黏结点个数的增加,粘扣带的抗疲劳性能先减小后增大。该回归方程可以预测粘扣带在不同黏结点个数下的抗疲劳性能,对研究粘扣带的抗疲劳性能具有重要指导意义。 [1] 何和智,陈蓉.粘扣带钩面的加工方法[J]. 塑料科技,2009,37(11):66-68. [2] 李星.粘扣带的结构与力学性能[D].上海:东华大学,2012:13-15. [3] 全国纺织品标准技术委员会.GB/T 23315—2009 粘扣带[S].北京:中国标准出版社,2009. 《产业用纺织品》广告投放热线 021-62373227 Relationship between anti-fatigue performance of Velcro and bonding points SuHui1,WangQi1,LiuChangjie2,GuoChaoqun2 1. Key Lab of Textile Science & Technology, Ministry of Education,Donghua University, Shanghai 201620, China;2. Wuxi Paiho Textile Co., Ltd., Wuxi 201101, China The relationship between anti-fatigue performance of Velcro, filled with hot-melt yarns, and bonding points was studied. Adding hot-melt yarns in warp or weft, bonding points could be formed in the position of interlace points. The fitting equation between anti-fatigue performance attenuation index and bonding points was obtained by the means of the nonlinear regression analysis of 0~5 000 times test. It was shown that with the increase of bonding point numbers, anti-fatigue performance declined first and then improved. The fitting equation could be used for forecasting the anti-fatigue performance attenuation index, which was important for studying the anti-fatigue performance of Velcro. Velcro, anti-fatigue performance, bonding point, nonlinear regression equation 2014-12-03 苏辉,男,1991年生,在读硕士研究生,研究方向为热熔锦纶粘扣带及其力学性能 TS105.1 A 1004-7093(2016)02-0026-054 结语