全频段亚纳米精度氟化钙材料加工
2016-12-19张春雷马占龙谷永强彭石军
张春雷,徐 乐,刘 健,马占龙,王 飞,谷永强,代 雷,彭石军
(中国科学院 长春光学精密机械与物理研究所 超精密光学工程研究中心,吉林 长春 130033)
全频段亚纳米精度氟化钙材料加工
张春雷*,徐 乐,刘 健,马占龙,王 飞,谷永强,代 雷,彭石军
(中国科学院 长春光学精密机械与物理研究所 超精密光学工程研究中心,吉林 长春 130033)
考虑用CaF2材料制作投影光刻物镜可以明显提高其性能指标,本文研究了CaF2材料加工工艺的全流程, 以实现CaF2材料的全频段高精度加工。首先,利用沥青抛光膜和金刚石微粉使CaF2元件有较好的面形和表面质量。然后,优化转速、抛光盘移动范围、压力等加工工艺参数,并使用硅溶胶溶液抛光进一步降低CaF2元件的高频误差,逐渐去除加工中产生的划痕并且获得极小中频误差(Zernike残差)和高频粗糙度。 最后,在不改变CaF2元件高频误差的同时利用离子束加工精修元件面形。对100 mm口径氟化钙材料平面进行了加工和测试。结果表明:其Zernike 37项拟合面形误差RMS值可达0.39 nm,Zernike残差RMS值为0.43 nm,高频粗糙度均值为0.31 nm,实现了对CaF2元件的亚纳米精度加工,为研发高性能深紫外投影光刻物镜奠定了良好基础。
氟化钙;投影光刻物镜;精密光学加工;亚纳米精度加工;离子束修形(IBF)
1 引 言
深紫外光刻物镜是深紫外投影光刻机的核心部件,具有衍射极限的成像质量,所以在光学材料、设计、加工、镀膜和装调等方面有着极高的要求[1]。单一材料的深紫外光刻物镜系统通常只能在很窄的波段范围内保持良好的成像质量,所以为了消除色差,投影光刻物镜至少要采用两种光学材料。目前,只有融石英和氟化钙晶体材料在透过率、均匀性、应力双折射、条纹度、气泡度等方面满足投影光刻物镜对光学材料的严苛要求[2]。其中,氟化钙晶体材料在深紫外波段具有更高的激光损伤阈值,因此成为研发高性能指标深紫外光刻物镜的必选材料之一。
氟化钙是一种重要的光功能晶体,具有良好的光学性能、机械性能和化学稳定性,可用作光学晶体、激光晶体和无机闪烁晶体。但是其加工难度比一般的光学玻璃要大,主要体现在以下几个方面:氟化钙材料较软,氧化铈等常规抛光颗粒会在氟化钙元件表面产生划痕,加工过程中粗糙度较大、效率低,加工后表面质量较差;氟化钙材料的各向异性使其在某一晶向上的卢氏硬度存在差异,加工后可能出现三瓣状面形;氟化钙材料是典型的脆性材料,断裂韧度低、热膨胀系数高、热导系数低,这些特性导致加工时局部受热不匀,可能会使氟化钙元件炸裂。
在氟化钙材料的全频段加工过程中,根据空间频率误差划分为低频、中频和高频。其中,低频面形误差与系统像差相关联,并决定成像系统质量;中频误差表现为中程散射,增加闪耀并减小成像对比度;高频误差粗糙度表现为长程散射,不影响成像质量但损失能量。针对深紫外投影光刻物镜对氟化钙光学元件的高精度加工要求和材料特点,不同空间频率误差源于不同的加工方式。离子束修形技术(Ion Beam Figuring,IBF)是先进的确定性光学加工技术,具有加工精度高、去除函数稳定、面形收敛快等特点,并且不会恶化光学元件的中高频误差[3-7],这一特点使其适合氟化钙光学元件低频面形的亚纳米精度加工。根据Preston方程,大尺寸刚性盘-沥青抛光盘在控制中高频误差方面具有更好的加工效果,并且可以抑制三瓣状面形的产生,但抛光时需要采用氧化铝、金刚石微粉和硅溶胶等抛光液,逐级减小抛光颗粒尺寸,将上一级产生的划痕等损伤逐层去除,才能获得亚纳米精度中高频误差的氟化钙光学元件。
本文根据氟化钙的加工特点,对不同阶段的加工工艺参数进行了优化和实验研究,实现了亚纳米精度的氟化钙材料加工,为高性能深紫外投影光刻物镜的研发奠定了良好的基础。
2 CaF2晶体加工设备及原理
2.1 氟化钙晶体材料的去除机理
利用金刚石微粉抛光CaF2晶体可以理解为机械抛光,而硅溶胶抛光CaF2晶体与光学玻璃抛光原理相近,都表现为复杂的物理化学过程,其抛光机理[8-9]可以理解成下面几种作用的共同结果:(1)机械磨削作用:抛光颗粒嵌入到抛光膜内,通过一定加工轨迹磨削掉比抛光颗粒更软的CaF2晶体材料;(2)CaF2晶体的水解作用:水中的H+进入CaF2晶体表面,与晶体表面活泼的阳离子Ca2+进行交换,在表面形成Ca2+-OH键,同时H+与SiO2颗粒作用在其表面形成Si-O-H键,Si-O-H键中的H+与Ca2+-OH中的OH-结合释放水分子,最终形成Si-O-Ca2+键的过渡附着物质层。这层物质更容易溶解或由于机械磨削而去除,露出的晶体表面在压力和水的作用下再次形成Si-O-Ca2+层,从而实现CaF2晶体的持续去除;(3)CaF2晶体表面的塑形流动:CaF2晶体表面形成的过渡附着物质层在抛光模作用下塑形流动,高点被抹平,低点被填充,从而获得更规则的表面结果;(4)晶体表层过渡物质重新沉积:过渡附着物质被磨削去除的同时伴随着该物质的重新沉积过程。抛光结束后,晶体表面可能存在由抛光物质和过渡附着物质组成的混合层。
2.2 环带抛光设备及原理
抛光使用设备为六轴数控抛光机床,机床采用花岗岩材料、立式龙门结构,具有X,Y,Z,A,B,C6个伺服运动轴。镜片抛光采用大尺寸刚性抛光模以螺旋路径抛光环带方式对材料进行去除,抛光模在镜片上的运动状态如图1所示,镜片上A点速度可表示为[10]:
v=v1+v2+vf.
(1)
v的X方向和Y方向分量的标量可表示为:

(2)
又由v1=rω1,v2=ρω2,得:

(3)
其中:r为抛光模上点A到镜片的中心距离,ρ为抛光模上点A到抛光模的中心距离,ω1和ω2分别为镜片与抛光模的自转角速度,g为抛光模中心与镜片的中心距离,r0为抛光模半径。给定压力条件下,镜片和抛光模的自转速度、抛光模中心与镜片中心的距离、抛光模的移动范围直接影响镜片上的去除环带。光学元件表面材料的去除量使用Preston[11]方程描述,Δt时间内A点材料的去除量为:
ΔH=KPvΔt,
(4)式中:Δt表示抛光盘与工件表面的作用时间;K表示比例系数,也称Preston系数,与被抛光材料、抛光模、抛光颗粒种类、抛光液浓度与pH值及抛光温度有关;P表示抛光盘在工件表面某一点处产生的压强;v表示抛光盘相对工件该点的速度。
抛光压强分布P可以表示为[12-13]:

(5)
式中:q0为背板上所施加的压力,D为背板的弯曲变形刚度,Ds为背板的横向剪切刚度,s(ξ)为空间频率ξ处的表面面形误差。

图1 抛光模与镜片的相对运动示意图
抛光过程中抛光模可以使用沥青或者聚氨酯,使用沥青抛光模可以获得更好的表面质量和更小的中频误差。沥青和聚氨酯的加工原理如图2 所示,沥青属于黏弹性材料,可以更牢固固定抛光颗粒,使不同尺寸颗粒在镜片表面保持统一高度,以得到较好的表面质量。沥青抛光模更容易控制中高频误差,其加工过程中具有更大的压缩刚度,镜片表面高低点间压强差异更大,利于平滑小尺寸误差。沥青抛光模与聚氨酯抛光模在压强为0.5 GPa,镜片面形PV值为1 μm、空间频率为4 mm的正弦分布情况下,镜片上高点和低点的压强差异如图3所示。从图中可以看出使用沥青作为抛光模,高点压强大致是低点的2倍,即根据Preston方程理论上高点的材料去除量是低点的2倍,所以应用沥青抛光模抛光CaF2材料对修正中频误差具有明显的优势。

图2 聚氨酯与沥青抛光模的抛光差异
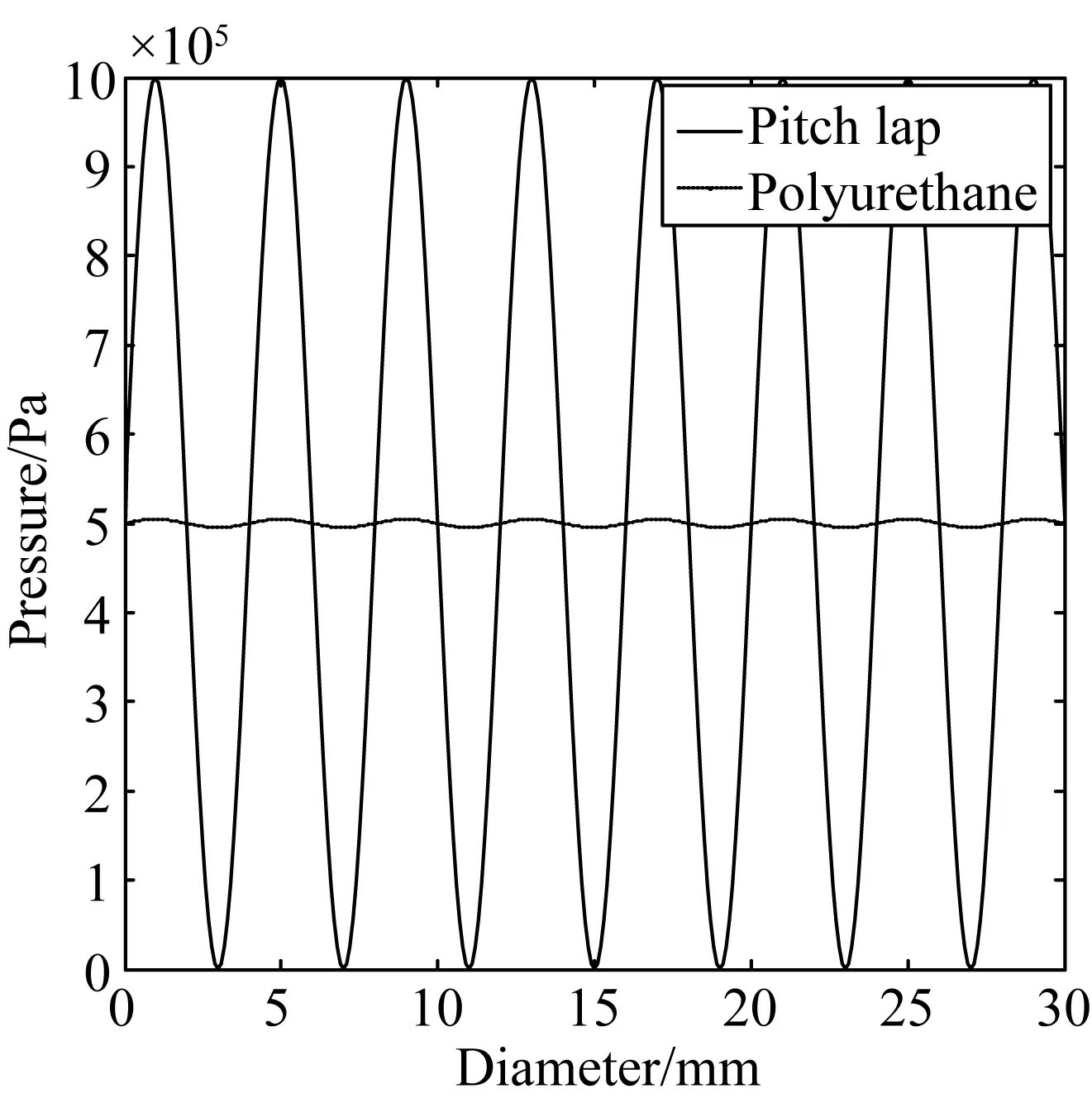
图3 沥青和聚氨酯抛光过程压强差异
Fig.3 Pressure as a function of diameter in polishing processes with polyurethane and pitch lap respectively
在去除环带的仿真计算中,采用离散的方法将不同时间段内的材料去除量相加获得整个加工过程的材料去除量。首先根据需要将抛光模的一个运动周期分成若干份,然后根据初始位置和式(3)~式(5)计算每个位置处的r和θ,再将这些位置处的材料去除量相加,图4所示为3个时间段的元件材料去除率示意图。

图4 材料去除仿真示意图
2.3 高精度面形精修设备及原理
IBF原理为离子束溅射去除加工,它使用聚焦离子束轰击工件表面,轰击过程中离子和工件原子之间以及工件原子相互之间发生复杂的级联碰撞过程。级联碰撞过程同时也是能量交换和传递的过程,当工件表面的原子获得足够的能量可以摆脱表面束缚能时,就会以溅射原子的形式脱离工件表面,如图5所示。使用3轴离子束加工设备加工上述测试元件。由于设备没有倾斜轴,如果加工元件不是平面则需对入射角度和材料去除率进行标定,这里所加工的元件为平面元件,所以过程相对简单。

图5 IBF抛光原理示意图
3 CaF2元件高精度加工实验与结果
3.1 环带抛光参数优化中频误差
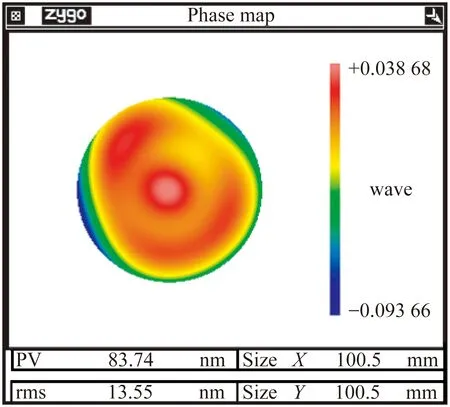
控制镜片面形同时控制中频误差,为获得较好的中频误差,需要对抛光模和镜片的转速、抛光模进给速度、抛光模移动范围和所施加压强等加工参数进行优化,除此之外要保证材料可控稳定的去除,加工轨迹应尽可能混乱,并且工件装卡方式保证镜片不变形以避免引入额外的中频误差[14-16]。CaF2元件直径为100 mm的平面,抛光盘尺寸为70 mm,抛光盘在光学元件上移动时可以有效覆盖元件的全部区域,不会产生异常台阶状面形。表1为加工过程使用的一组抛光运动参数,抛光盘移动距离S为14.9~32.6 mm,往复运动300个周期,抛光盘和光学元件的旋转速度在20~40 r/min 之间,相对比较慢,更容易获得较小的中频误差,并且二者转速不为倍数关系,否则会产生周期状纹路。抛光盘的移动范围应尽可能大一些,通过调整抛光盘的转速和移动范围,使抛光加工轨迹尽可能混乱,图6为抛光盘直径上取10个点往复运动20个周期的合成轨迹。从图6(a)可以看出抛光盘所走轨迹混乱。放大标记的方框区域,在20 mm×10 mm的区域范围内其轨迹混乱且无明显的周期(图6(b)),加工过程中不会产生明显的周期状纹理。由于抛光过程需要使用金刚石微粉和硅溶胶改善表面质量,所以需进行多轮抛光,表1为最后一轮抛光使用的参数。抛光后低频面形误差和Zernike残差结果如图7所示,整个测量过程使用Zygo VFA 6寸干涉仪进行测量。从图中可以看出,加工后37项Zernike多项式拟合的面形误差PV值为83.74 nm,RMS值为14.2 nm,Zernike残差RMS值为0.55 nm,为后续IBF面形精修奠定了良好基础。

表1 修正环带误差的抛光参数
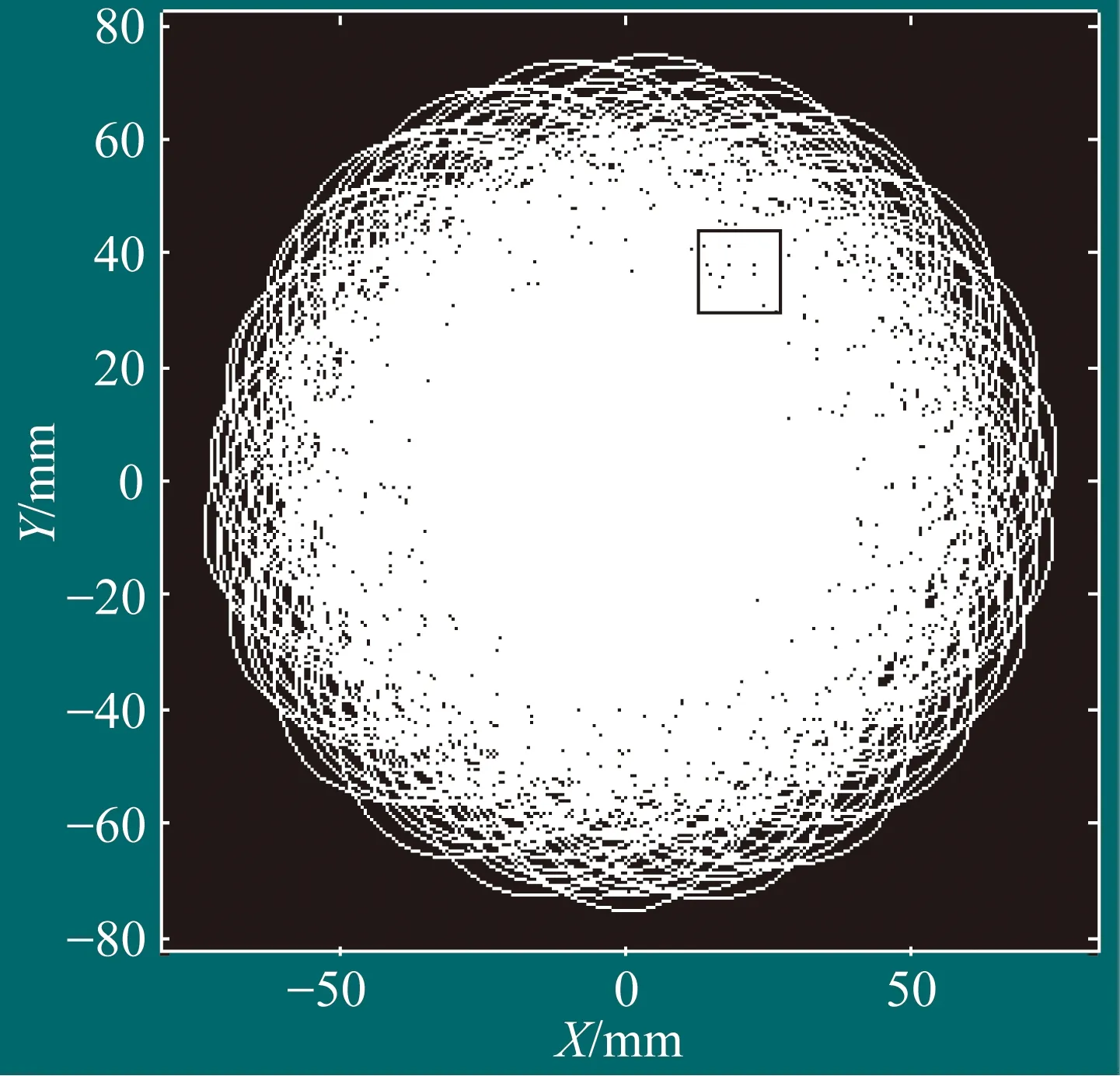
(a)整体图
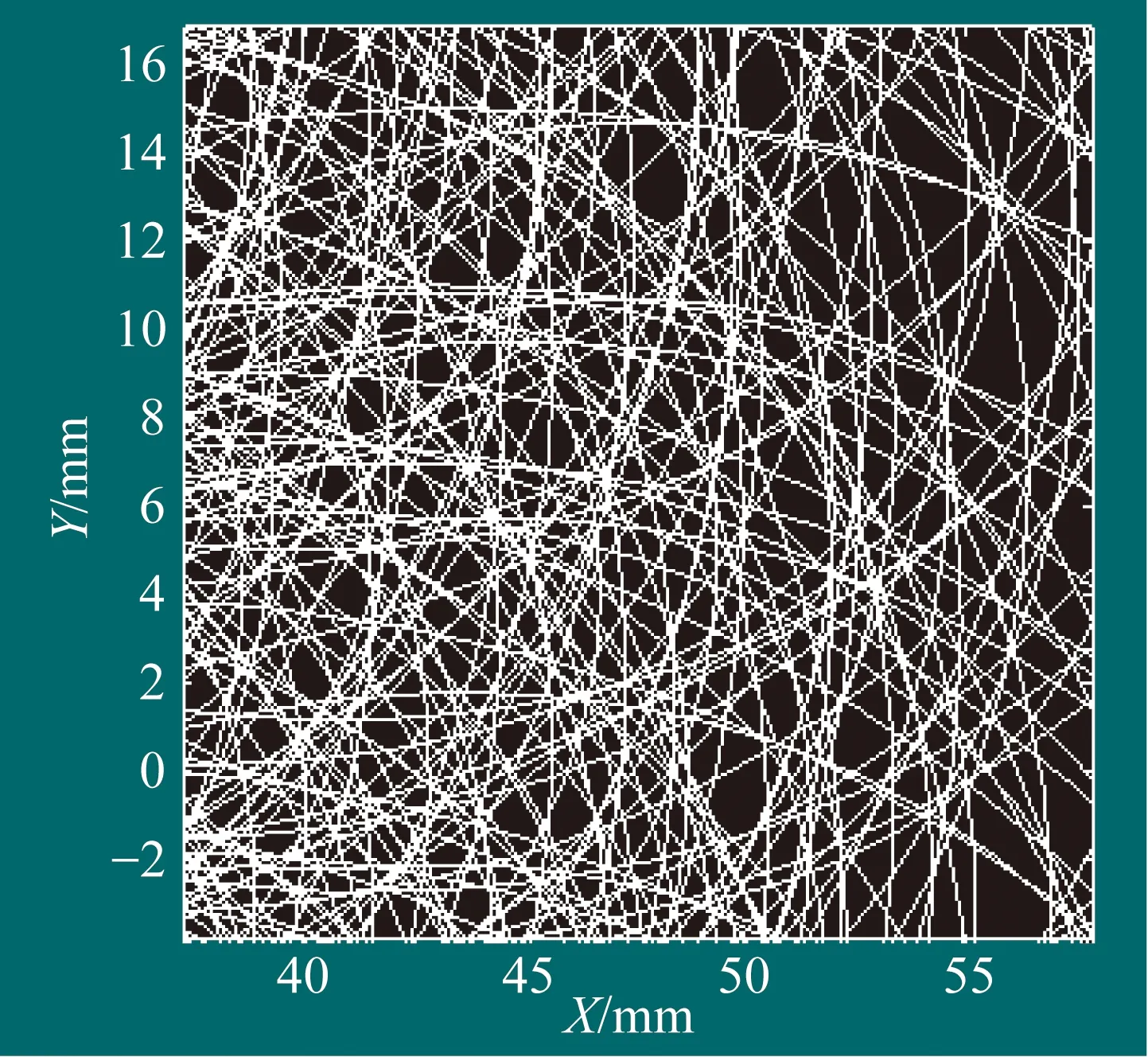
(b)局部放大图
3.2 面形精修及功率谱密度结果
离子束加工使用小尺寸光阑,小尺寸光阑直径加工所产生的去除函数具有更小的半高全宽,所以具有更强的面形精修能力。整个测量过程仍使用ZygoVFA 6寸干涉仪,并且使用旋转平移面形绝对测量技术[17],可实现0.2 nm的面形测量精度。对图7所示面形进行三轮离子束加工后,37项Zernike多项式拟合的面形误差RMS值收敛至0.39 nm,Zernike残差RMS值收敛至0.43 nm,如图8所示,即测试元件的中频误差收敛至亚纳米量级。
(a)面形

(b)Zernike残差

(a)面形

(b)Zernike残差
光学元件的表面信息是一个非常复杂的混合信号,这些信号既包含规律的加工痕迹所产生的周期成分,也包含随机因素导致的随机成分。传统表面的评价参数峰谷值(PV)和均方根值(RMS)等所表征的表面形貌信息是有限的,无法表达出全部的微观信息。功率谱密度函数(PSD)是具分析意义的概率统计函数,它可以从频域上研究随机振动的各频率成分的统计含量。利用功率谱密度对光学元件表面进行分析评价,不仅能够提供表面的轮廓波形频率成分,还可以定量给出表面轮廓的空间频率分布情况,为系统分析超精密、超光滑表面提供丰富的表面特征数据信息[18-19]。图9为离子束加工前后CaF2元件表面的功率谱密度,可以看出离子束加工后各频段的加工误差都有不同程度的降低。

图9 IBF精修前后PSD的变化
3.3 表面质量及高频粗糙度提升
图10(a)所示为使用氧化铈抛光颗粒对CaF2晶体后表面的检测情况,高频表面质量采用扫描白光干涉仪检测,检测范围为480 μm×640 μm,从图中可以看出氧化铈抛光颗粒会对CaF2表面产生又粗又深的划痕,粗糙度RMS值为6.2 nm。图10(b)为使用亚微米粒度金刚石微粉抛光后表面质量情况,从图中可以看出,CaF2材料表面质量得到了明显的改善,由抛光颗粒产生的划痕变细变浅,高频粗糙度RMS值可达到1 nm左右。采用硅溶胶抛光CaF2可以进一步改善其表面质量,如图10(c)所示,抛光后由前一道工序产生的划痕进一步变细变浅,并且划痕数量也明显减少,粗糙度RMS值可以达到0.5 nm左右。经过4轮抛光,结果如图10(d)所示,金刚石微粉抛光产生的划痕已基本消除,粗糙度RMS值为0.27 nm,对CaF2元件上某一半径上多点的粗糙度进行测量,均值为0.31 nm。IBF加工通常对元件的表面粗糙度无明显影响,白光干涉仪检测结果表明,CaF2经IBF加工后高频粗糙度无明显变化。
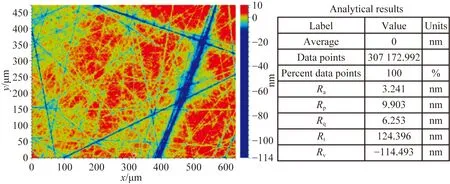
(a)氧化铈抛光后
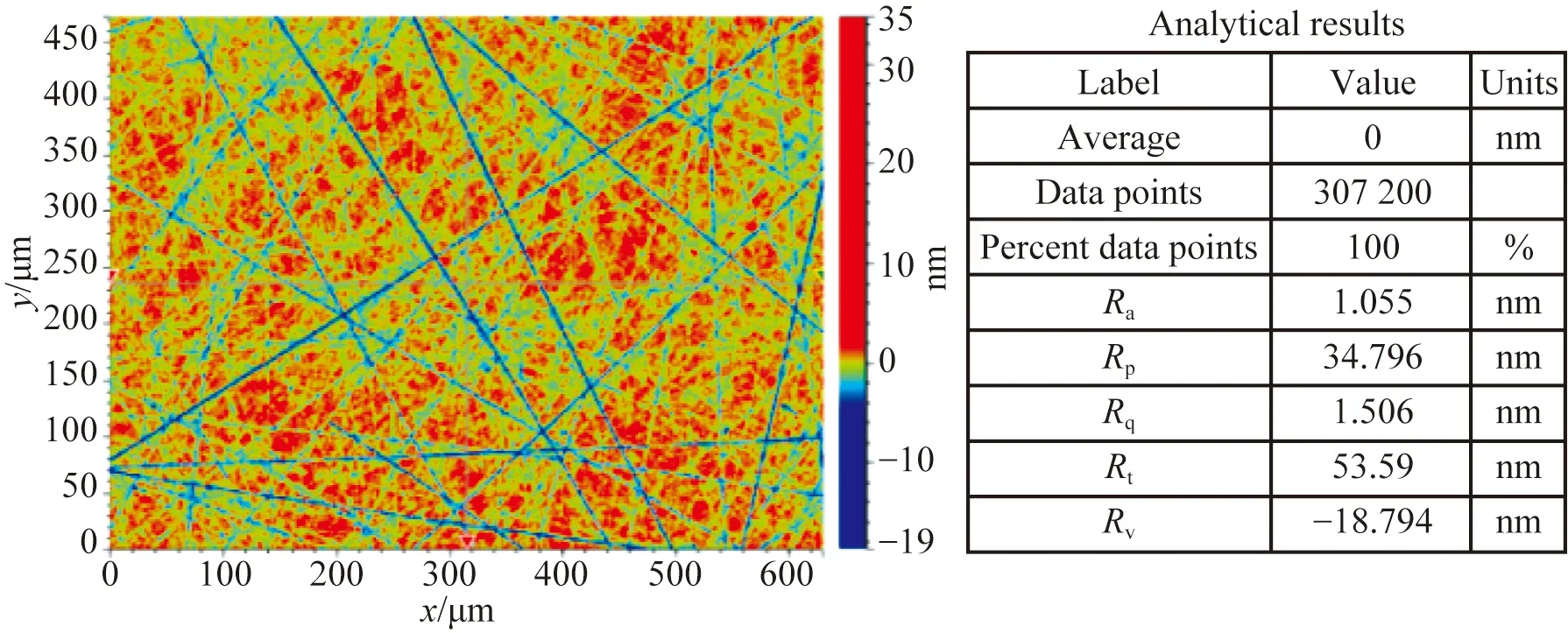
(b)金刚石微粉抛光后
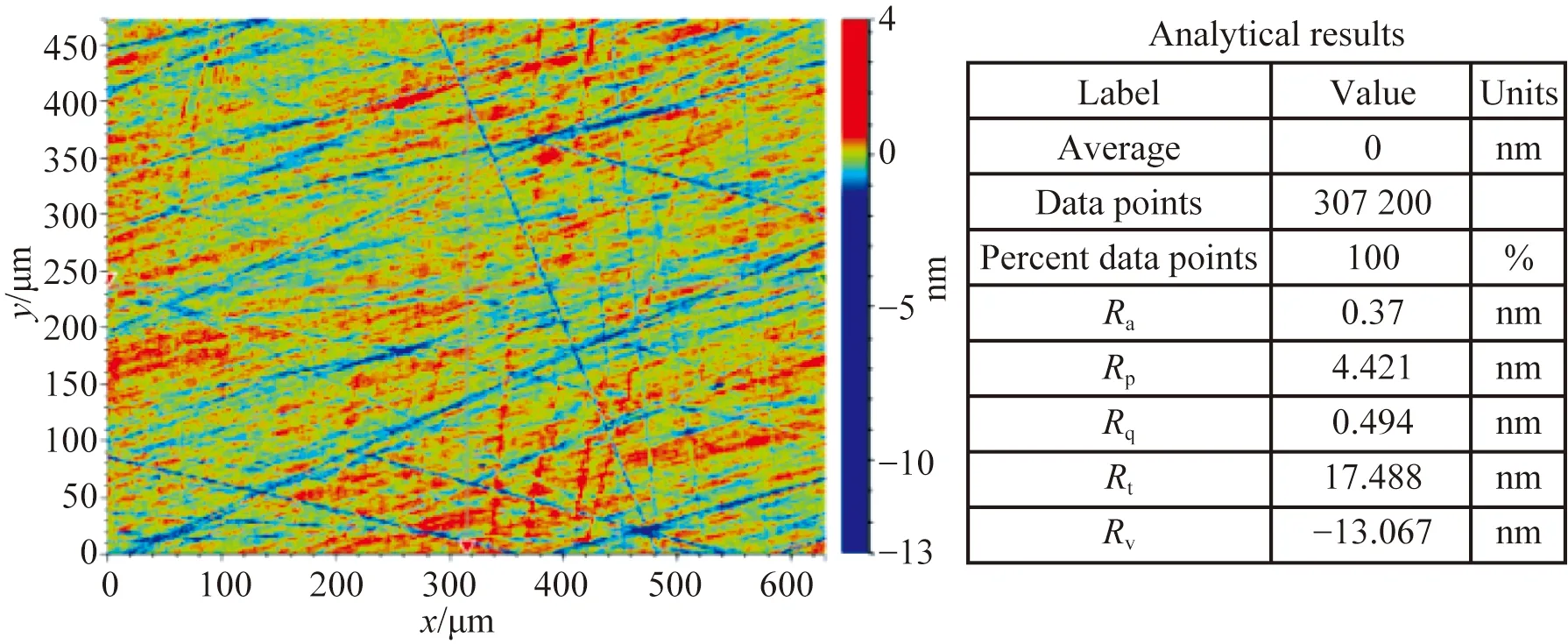
(c)首轮硅溶胶抛光后
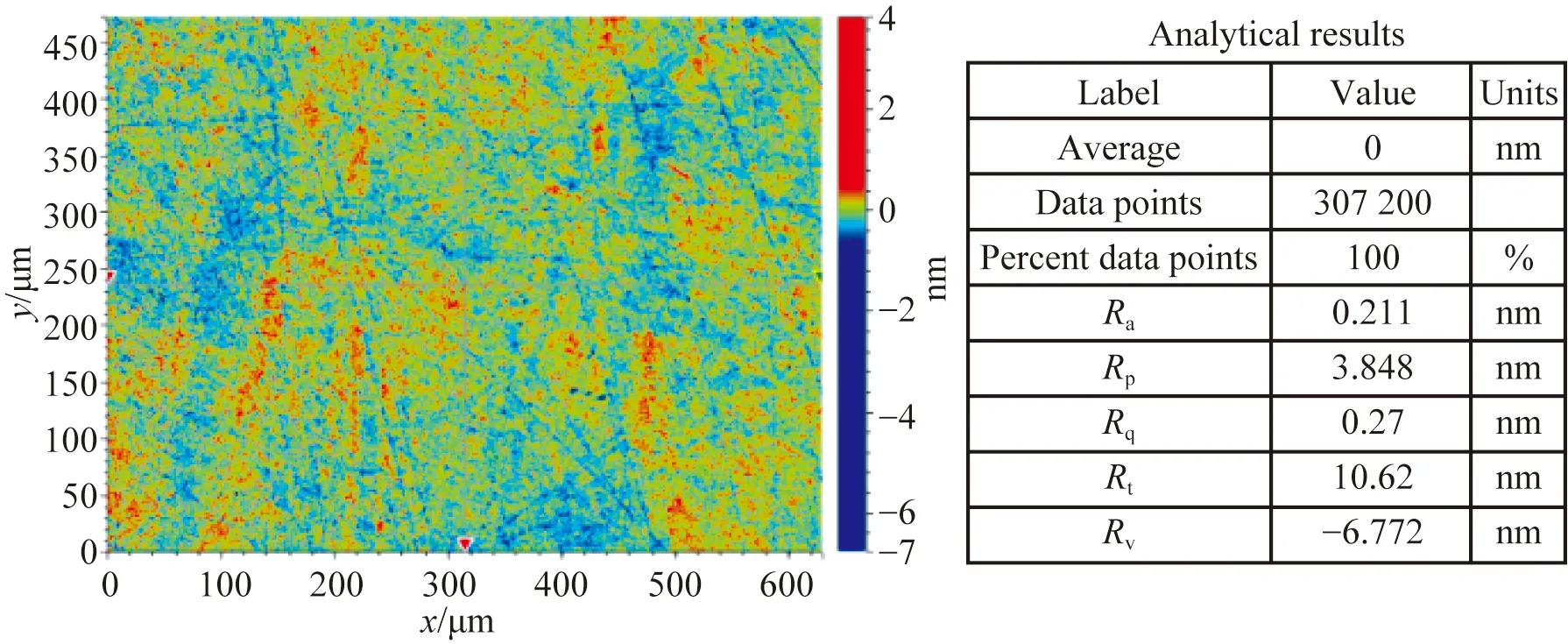
(d)四轮硅溶胶抛光后
4 结 论
本文针对投影光刻物镜对光学元件的亚纳米精度需求,根据CaF2的材料特点,对口径为100 mm CaF2平面进行测试,采用沥青材料作为抛光模,优化转速、移动范围和压力等抛光加工参数,利用金刚石微粉、硅溶胶逐渐去除加工中产生的划痕,并且获得极小的中频误差(Zernike残差)和高频粗糙度。利用离子束加工在不改变CaF2元件中高频误差的同时精修元件面形,最终面形误差为0.39 nm,中频残差为0.43 nm,高频为0.31 nm,实现了CaF2元件亚纳米精度的加工,满足高精度投影光刻物镜对光学元件全频段亚纳米精度的要求。
本文中CaF2测试件为平面元件,相应工艺所适用元件为平面和球面,加工非球面所采用的工艺与之不同,需另行研发。
[1] MCINTYRE G, SANDERS D, RATNAM S,etal..The limitations of high index resists for 193 nm hyper-NA lithography [J].SPIE, 2008, 6923: 692304-1-12.
[2] 谢超.氟化钙单晶材料的磁流变抛光工艺研究[D]. 长沙: 国防科技大学, 2009. XIE CH.ResearchonMagnetorheologicalFinishingTechniquesofOpticalMirrorMaterialsofCaF2[D]. Changsha: Graduate School of National University of Defense Technology, 2009.(in Chinese)
[3] 马占龙,王君林.超高精度光学元件加工技术[J]. 红外与激光工程,2013,42(6): 1485-1490. MA ZH L, WANG J L. Ultra-precision optical fabrication technology [J].InfraredandLaserEngineering, 2013,42(6): 1485-1490. (in Chinese)
[4] 马占龙,隋永新.应用离子束修正大面形误差光学元件[J]. 光学学报,2014, 34(1): 012201-1-5. MA ZH L, SUI Y X. Large optical surface error figuring by ion beam [J].ActaOpticaSinica, 2014, 34(1): 012201-1-5.(in Chinese)
[5] 唐瓦,邓伟杰,李锐钢,等.离子束抛光高陡度离轴非球面的去除函数修正[J]. 光学 精密工程,2015,23(6): 1572-1579. TANG W, DENG W J, LI R G,etal..Correction of removal function of ion beam figuring highly steep off-axis asphere [J].Opt.PrecisionEng., 2015,23(6): 1572-1579. (in Chinese)
[6] 周林,戴一帆,解旭辉,等.光学镜面离子束加工的可达性[J]. 光学 精密工程,2007,15(2):160-166. ZHOU L, DAI Y F, XIE X H,etal..Machining reachability in ion beam figuring [J].Opt.PrecisionEng., 2007,15(2):160-166. (in Chinese)
[7] 马占龙, 彭利荣, 王高文,等. 应用离子束修正高精度CGH基底[J]. 中国光学, 2016,9(2): 270-276. MA ZH L, PENG L R, WANG G W,etal..High-precision CGH substrate figuring by ion beam [J].ChineseOptics, 2016,9(2): 270-276.(in Chinese)
[8] 王东海.氟化钙晶体化学机械抛光工艺研究[D]. 长春: 长春理工大学, 2009. WANG D H.StudyonChemicalMechanicalPolishingofCalciumFluorideSingleCrystal[D]. Changchun: Changchun University of Science and Technology, 2009. (in Chinese)
[9] 冯建斌.大尺寸氟化钙晶体光学加工工艺研究[D]. 长春:长春理工大学, 2012. FENG J B.StudyontheOpticalProcessingTechniqueofLargeSizeCaF2Crystal[D]. Changchun: Changchun University of Science and Technology, 2012. (in Chinese)
[10] 李圣怡,戴一帆.大中型光学非球面镜制造与测量新技术[M]. 北京:国防工业出版社,2011. LI SH Y, DAI Y F.NewTechnologyforManufacturingandMeasurementofLargeandMiddle-ScaleAsphericSurfaces[M]. Beijing: National Defense Industry Press, 2011. (in Chinese)
[11] 徐乐, 张春雷, 代雷,等. 高精度非回转对称非球面加工方法研究[J]. 中国光学, 2016,9(3): 364-370. XU L, ZHANG CH L, DAI L,etal..Research on manufacturing method of non-rotationally symmetrical aspheric surface with high accarucy [J].ChineseOptics, 2016, 9(3): 364-370.
[12] MEHTA P K, REID P B. A mathematical model for optical smoothing prediction of high-spatial frequency surface errors [J].SPIE, 1999, 3786: 447-459.
[13] TUELL M T, BURGE J H, ANDERSON B. Aspheric optics: smoothing the ripples with semi-flexible tools [J].OpticalEngineering, 2002, 41(7): 2002.
[14] NIE X Q, LI SH Y, SHI F,etal..Generalized numerical pressure distribution model for smoothing polishing of irregular midspatial frequency errors [J].AppliedOptics, 2014, 53(6):1020-1027.
[15] NIE X Q, LI SH Y, SHI F,etal.. Control of mid-spatial frequency errors considering the pad groove feature in smoothing polishing process [J].AppliedOptics, 2014,53(28):6332-6339.
[16] 彭利荣, 马占龙, 王高文,等. 超薄光学元件精密加工关键技术[J]. 中国光学, 2015,8(6): 964-970. PENG L R, MA ZH L, WANG G W,etal..Key technology of ultra-thin optical element precision manufacture [J].ChineseOptics, 2015,8(6): 964-970.(in Chinese)
[17] SU D Q,MIAO E L,SUI Y X,etal.. Absolute surface figure testing by shift-rotation method using Zernike polynomials [J].OpticsLetters, 2012, 37(15):3198-3200.
[18] 杨智.确定性光学加工频带误差的评价与分析方法研究[D].长沙:国防科技大学, 2008. YANG ZH.StudyonSpecificationandAnalysisofFrequencyBandErrorsonDeterministicOpticalMachining[D]. Changsha: National University of Defense Technology, 2008. (in Chinese)
[19] 许伟才.浸没式投影物镜的光学设计与像质补偿[D]. 北京:中国科学院研究生院,2011. XU W C.OpticalDesignandImagingPerformanceCompensationfortheLithographicLens[D].Beijing: Chinese Academy of Sciences, 2011. (in Chinese)

张春雷(1981-),男,吉林长春人,助理研究员,2005年于北京交通大学获得学士学位,2011年于长春光机所获得博士学位,主要从事成像光谱仪光谱辐射定标和光学加工检测方面的研究。E-mail:zcll_1981@126.com

徐 乐(1987-),男,吉林长春人,硕士,研究实习员,2007年、2014年于北京理工大学分别获得学士、硕士学位,主要从事光学精密加工方面的研究。E-mail: xule198711@163.com
(版权所有 未经许可 不得转载)
Sub-nanometer precision optical fabrication of CaF2materials
ZHANG Chun-lei*, XU Le, LIU Jian, MA Zhan-long, WANG Fei,GU Yong-qiang, DAI Lei, PENG Shi-jun
(Engineering Research Center of Extreme Precision Optics, Changchun Institute of Optics,FineMechanicsandPhysics,ChineseAcademyofSciences,Changchun130033,China)
When CaF2materials are used in projection lenses, the performance of the projection lenses can be improved greatly. This paper researches the process of CaF2crystal fabrication to realize its high precision optical fabrication in all wave bands. Firstly, the pitch lap and the diamond powder were used to get a relative better figure and surface quality of a CaF2element. Then, the technological parameters of the polishing lap, such as rotation speed, movement range and pressure were optimized, and the colloidal silica was used in polishing to reduce the high frequency errors in the CaF2element, remove the scratch in machining and to obtain a smaller mid-spatial error and smaller higher frequency roughness. Finally, the ion beam figuring technique was used to repair finely the surface figure of the element meanwhile maintaining the high frequency error in the CaF2element. The Experiments were conduct on a CaF2crystal plane with a diameter of 100 mm, and the results indicate that its 37 Zernike fit error and the Zernike residual error reach to 0.39 nm RMS and 0.43 nm RMS, respectively, and the roughness reaches to 0.31 nm on average. These results satisfy the nanometer machining requirements of the projection lens, and lay a basis for development of the high performance projection lenses.
CaF2; projection lens; precision optical fabrication; sub-nanometer precision fabrication; Ion Beam Figuring(IBF)
2016-04-26;
2016-06-14.
国家科技重大专项(No.2009ZX02205)
1004-924X(2016)11-2636-08
TN305.2;TH703
A
10.3788/OPE.20162411.2636
*Correspondingauthor,E-mail:zcll_1981@126.com
