浮选回收煤矸石中硫铁矿的可行性研究
2016-12-19石尚杰佟顺增刘向东张翠艳魏立勇
石尚杰,佟顺增,刘向东,张翠艳,魏立勇
(开滦(集团)有限责任公司,河北 唐山 063000)
浮选回收煤矸石中硫铁矿的可行性研究
石尚杰,佟顺增,刘向东,张翠艳,魏立勇
(开滦(集团)有限责任公司,河北 唐山 063000)
为实现河北蔚县单候矿煤矸石的资源化利用,在对煤矸石性质和目前分选技术分析的基础上,探索通过浮选从煤矸石中回收硫铁矿的可行性。试验结果表明:在煤矸石磨矿细度为60%、矿浆pH值在6~6.5之间、硫酸铜用量为500 g/t、丁基黄药用量为400 g/t、2#油用量为45 g/t的条件下,采用预先脱泥、一次粗选两次精选的浮选闭路试验流程,可获得产率为10.19%、硫含量为39.67%、回收率为82.50%的硫精矿;从工艺指标和工艺条件来看,通过浮选回收煤矸石中的硫铁矿可行。
煤矸石;浮选;硫铁矿;硫精矿;回收率
煤矸石是煤炭开采、洗选过程中排放出来的固体废弃物,我国煤矸石产量约占煤炭总产量的10%,堆积如山的煤矸石成为煤炭企业的一个特殊“标志”。据统计,目前我国约有1 500多座煤矸石山,并以每年1~1.3亿t的速度在增长[1-2]。大量煤矸石的堆积,不但导致其中的可利用资源浪费严重,而且对大气、土壤、水源等环境造成不同程度的污染。因此,应加强煤矸石综合利用方面的研究,使其转化成可利用的资源[3-4]。李晓华[5]采用摇床通过原矿粗选、中矿再选的工艺对<2 mm粒级煤矸石矿样进行分选,全硫含量为4.40%的矿样经分选后可得到品位为34.24%、回收率为71.63%的硫精矿。王国平[6]在对辽宁阜新煤矸石的矿物学和化学特征分析的基础上,制备出了煤矸石微晶玻璃和煤矸石硫铝酸盐型高性能水泥。
河北蔚县单候矿每年排放的煤矸石量约为50万t,其中的硫含量约为5%。如果该煤矸石中这部分丰富的硫铁矿资源能够得到回收利用,不但可以解决煤矸石堆积带来的环境污染问题,而且能为企业创造可观的经济效益[7-8]。为此,在系统研究煤矸石性质的基础上,探索通过浮选回收其中硫铁矿的可行性,进而为该地区资源化利用煤矸石提供理论支持和借鉴。
1 试验
1.1 试验设备与试剂
试验所用设备主要包括XFDIII - 1L浮选机,浮选室容积为1 L,叶轮转数为1 700~2 100 r/min,功率为0.09 kW;XMB-φ240×300棒磨机,容积为13.57 L,磨矿量为1~5 kg,筒体转速为96 r/min,功率为0.55 kW。
试验所用药剂主要包括硫酸(分析纯,无色油状液体,密度为1.830 5 g/cm3)、氢氧化钠(分析纯,无色透明晶体,密度为2.130 g/cm3)、硫酸铜(分析纯,白色粉末,分子量为159.608,熔点为560 ℃)、丁基黄药(市售化学药剂,浅黄色粉末,分子量为172,熔点为85 ℃,有难闻气味,中等毒性)、2#油(市售化学药剂,黄色或者棕色油状液体,微溶于水,密度比水小,有刺激性气味)。
1.2 试验方案
煤矸石的嵌布粒度、赋存特征等因素对硫铁矿分选工艺的制定均有影响,通常采用重介质旋流器、摇床、浮选等技术对其进行分选[9-10]。根据浮沉试验结果,如果采用重介选矿技术对其进行分选,当要求硫精矿中的硫含量在35%以上时,重介悬浮液密度必须在2.90 g/cm3以上,但一般很难得到密度如此高的重介悬浮液。因此,当要求硫精矿中的硫含量较高(在35%以上)时,不能采用重介选矿技术分选。
在磨矿细度(<0.074 mm粒级含量)为60%、给矿浓度为25%、冲洗水量为0.32 t/h、冲程为12 mm、冲次为320次/min、床面坡度为2.5°的条件下,采用摇床对其进行分选,最终获得了硫含量为36.70%、回收率为51.90%的硫精矿。硫精矿回收率相对较低,这是由部分硫铁矿在分选过程中损失到中矿、尾矿造成的,说明摇床回收该煤矸石中硫铁矿的能力有限。
为了提高硫精矿的回收率,探索通过浮选回收煤矸石中硫铁矿的可行性。影响硫铁矿浮选效果的因素较多,通过浮选试验主要研究pH值调整剂用量(矿浆pH值)、活化剂用量、捕收剂用量、起泡剂用量、精选次数等对浮选效果的影响。浮选试验基本流程如图1所示。

图1 浮选试验基本流程
1.3 评价指标
试验效果的好坏通过两个指标来衡量,即硫精矿的品位和硫精矿的回收率,硫精矿的品位由试验测定,硫精矿的回收率计算式为:
式中:ε为硫精矿的回收率,%;δ为硫精矿的产率,%;β为硫精矿的品位,%;α为原矿品位,%。
2 煤矸石性质
2.1 化学成分
试验矿样来自河北蔚县单候矿,将大块矿样破碎至<2 mm,取具有代表性的矿样进行化学成分分析,结果如表1所示。

表1 煤矸石的化学成分
由表1可知:煤矸石中的硫含量较高,SiO2、Al2O3的含量也较高,这些矿物是煤矸石的主要组分;其余矿物含量均较低,具有回收价值的元素主要为硫。
2.2 矿物组成
为探究煤矸石的矿物组成,对矿样进行XRD分析,结果如图2所示。由图2可知:煤矸石中的主要矿物成分为硫铁矿、石英、斜绿泥石、高岭土、伊利石、碳等。

图2 煤矸石的XRD图谱
2.3 硫的物相组成
煤矸石中硫的物相分析结果如表2所示。由表2可知:煤矸石的全硫含量为4.90%,其中97.35%的硫分布在硫化铁中,硫酸盐硫和有机硫含量均较低,总分布率仅为2.65%。
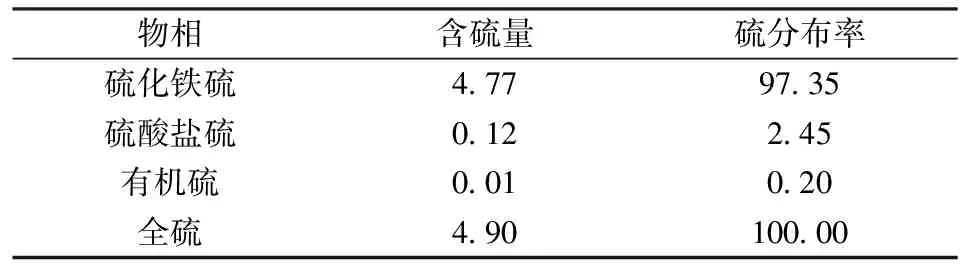
表2 煤矸石中硫的物相组成
2.4 粒度特性
煤矸石的粒度组成如表3所示。由表3可知:>0.25 mm粒级煤矸石的硫含量偏高,产率高达50.51%,<0.15 mm粒级煤矸石的硫含量偏低;总的来说,粗粒级硫含量偏高,细粒级硫含量偏低,分布较不均匀。

表3 煤矸石的粒度组成
2.5 密度特性
2~0.25 mm粒级煤矸石的密度特性如表4所示。由表4可知:<2.90 g/cm3密度级的硫含量较低,>2.90 g/cm3密度级的硫含量为35.13%,要想得到硫含量大于35%的硫精矿,只能选用特殊重选技术或浮选技术对其分选。

表4 煤矸石的密度组成
3 试验结果与分析
3.1 脱泥试验
探索试验发现硫铁矿的嵌布粒度较粗,当磨矿细度(<0.074 mm粒级含量)为60%时,大部分硫铁矿能够实现单体解离,故后续试验的磨矿细度选用60%。对磨矿产物的研究表明:高岭土、伊利石等矿物较易磨,磨矿作业中产生了较多细泥,而细泥对后续的硫铁矿浮选存在不利影响。为此,对磨矿产物进行脱泥,脱泥装置结构示意图如图3所示,试验结果如表5所示。
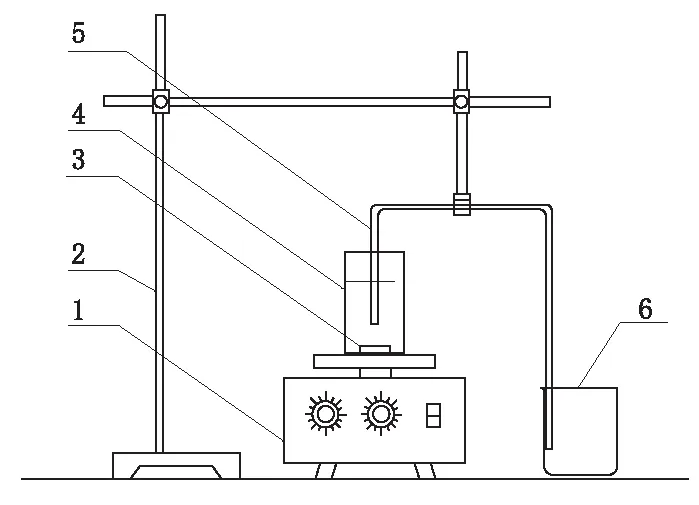
1—恒温磁力搅拌器;2—铁架台;3—搅拌转子;4—定制玻璃器;5—玻璃弯管;6—烧杯
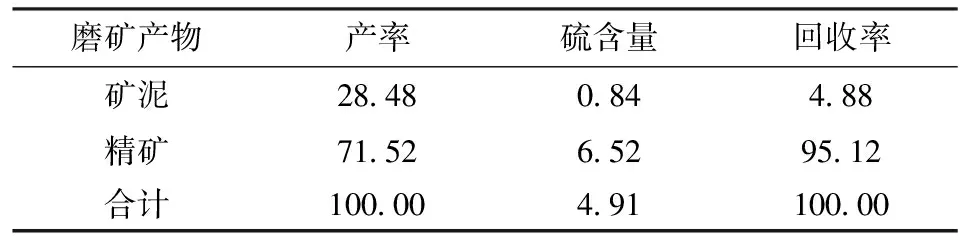
Table 5 De-sliming resultwB/%
由表5可知:脱泥可去除产率为28.48%、硫含量为0.84%、回收率为4.88%的矿泥,同时可获得产率为71.52%、硫含量为6.52%、回收率为95.12%的粗精矿,回收效果较好。
3.2 矿浆pH值优选试验
由于硫酸对矿物表面有清洗作用,常作为矿浆的pH值调整剂。在磨矿细度为60%、硫酸铜用量为500 g/t、丁基黄药用量为300 g/t、2#油用量为30 g/t的条件下,探索矿浆pH值对分选结果的影响,结果如图4所示。
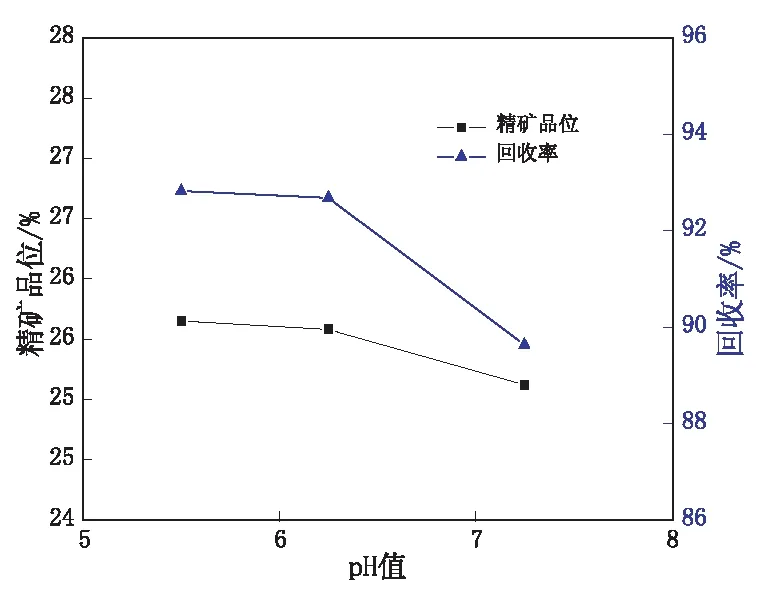
图4 矿浆pH值优选试验结果
由图4可知:随着矿浆pH值的增大,精矿品位与回收率均下降;矿浆pH值在5~6与6~6.5之间时,精矿品位与回收率相差不大。因此,试验确定的矿浆pH值在6~6.5之间,此时可以获得品位为25.58%、回收率为92.68%的精矿。
3.3 硫酸铜用量优选试验
在pH值为6~6.5、丁基黄药用量为300 g/t、2#油用量为30 g/t的条件下,探索硫酸铜用量对试验结果的影响,结果如图5所示。
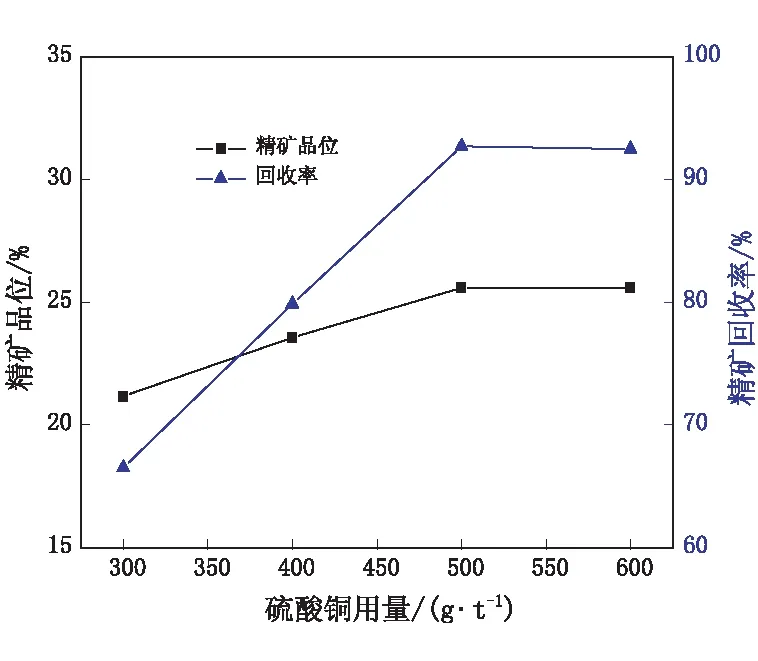
图5 硫酸铜用量优选试验结果
由图5可知:随着硫酸铜用量的增加,精矿品位与回收率均增大;在硫酸铜用量大于500 g/t后继续增大用量,精矿品位与回收率变化不大。因此,试验确定的硫酸铜最佳用量为500 g/t,此条件下的精矿品位为25.58%、回收率为92.68%。
3.4 丁基黄药用量优选试验
在pH值为6~6.5、硫酸铜用量为500 g/t、2#油用量为30 g/t的条件下,探索丁基黄药用量对试验结果的影响,结果如图6所示。

图6 丁基黄药用量优选试验结果Fig.6 Test result obtained at different dosage of buty xanthate
由图6可知:随着丁基黄药用量的增加,精矿品位降低,回收率先升高后降低。从精矿品位与回收率综合考虑,浮选时丁基黄药用量以400 g/t为宜,此时回收率为94.26%、精矿品位在25.27%以上。
3.5 2#油用量优选试验
在上述试验确定的最优条件下探索2#油用量对试验结果的影响,结果如图7所示。由图7可知:随着2#油用量的增加,精矿品位呈逐渐降低的趋势,回收率呈先升高后降低的趋势;当2#油用量为45 g/t时,可获得精矿品位为25.46%、回收率为96.57%的较好指标。

图7 2#油用量优选试验结果
3.6 精选次数优选试验
在pH值为6~6.5、硫酸铜用量为500 g/t、丁基黄药用量为400 g/t、2#油用量为45 g/t的最佳条件下,探索精选次数对试验结果的影响。精选次数优选试验流程如图8所示,结果如表6所示。

图8 精选次数优选试验流程
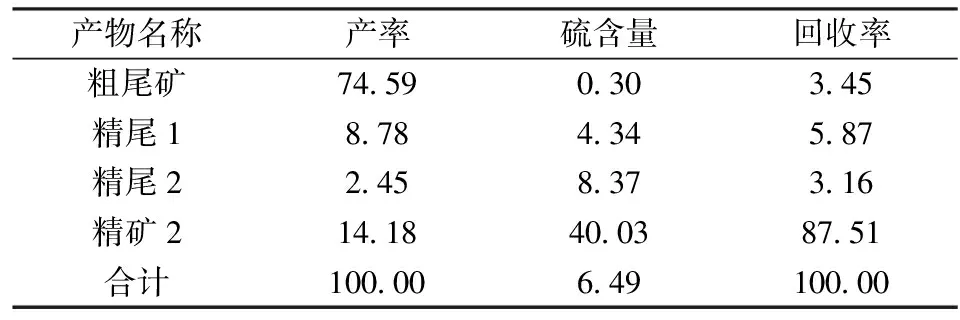
Table 6 Result of flotation concentrationwB/%
由表6可知:经一次粗选两次精选后,获得了产率为14.18%、硫含量为40.03%、回收率为87.51%的硫精矿,这说明通过浮选回收煤矸石中的硫铁矿可行,且回收效果良好。
3.7 浮选闭路试验
为查看煤矸石的浮选效果,在上述系列试验确定的最佳条件下进行浮选闭路试验,结果如表7所示。由表7可知:在浮选闭路试验流程下,精矿产率为10.19%、硫含量为39.67%、精矿回收率为82.50%,尾矿产率为89.81%、硫含量为0.95%、回收率为17.50%,分选效果良好。

表7 浮选闭路试验结果
3.8 硫精矿质量检测
为查看硫精矿的质量,对其进行化学成分分析和XRD分析,结果如表8、图9所示。由表8、图9可知:硫精矿的全硫含量为39.67%,其他杂质含量均较低;硫精矿中的大部分矿物为硫铁矿,石英含量很少,这说明硫精矿的质量很好。

表8 硫精矿的化学成分
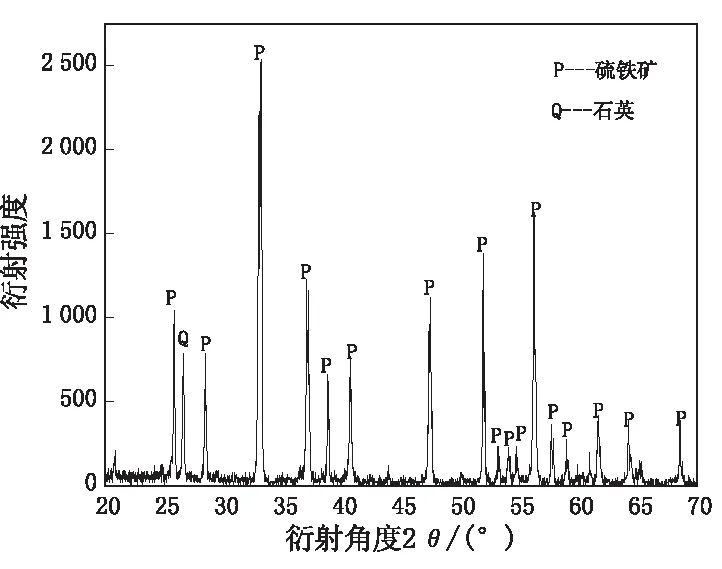
图9 硫精矿的XRD图谱
4 结论
(1)该地区煤矸石中的硫含量较高,SiO2、Al2O3的含量也较高,全硫含量为4.90%,硫铁矿中硫含量为4.77%,其他硫含量为0.13%;具有回收价值的元素主要为硫,但各粒级的硫分布较不均匀;矿物成分主要为硫铁矿、石英、斜绿泥石、高岭土、伊利石、碳。
(2)通过系列试验确定的煤矸石最佳浮选条件为:磨矿细度60%,矿浆pH值在6~6.5之间,硫酸铜用量500 g/t,丁基黄药用量400 g/t,2#油用量45 g/t,预先脱泥,一次粗选两次精选。
(3)在最佳试验条件下,可获得产率为10.19%、硫含量为39.67%、回收率为82.50%的硫精矿;从工艺指标和工艺条件来看,通过浮选回收煤矸石中的硫铁矿可行。
[1] 邱景平,李小庆,孙晓刚,等. 煤矸石资源化利用现状与进展[J].有色金属,2014 (1):47-50.
[2] 毕银丽,全文智,柳博会. 煤矸石堆放的环境问题及其生物综合治理对策[J].金属矿山,2005(12):61-64.
[3] 李晓华. 高硫煤矸石中回收硫铁矿的可选性研究[J].洁净煤技术,2010,16(6):61-63.
[4] 程 瑜,宋永胜,李 宾,等. 微细粒黄铁矿柱浮选试验[J].金属矿山,2009(6):64-67.
[5] 李晓华. 重力选矿回收煤矸石中黄铁矿的可选性试验研究[J]. 煤炭技术,2011, 30 (5):118-119.
[6] 王国平. 辽宁阜新煤矸石资源化研究[D]. 成都:成都理工大学,2005.
[7] 张晋霞,邹 玄,张晓亮.从煤矸石中回收黄铁矿的选矿工艺研究[J].煤炭技术,2015,34(11):312-315.
[8] 左鹏飞.煤矸石的综合利用方法[J].煤炭技术,2009,28(1):186-189.
[9] 李兵容,邱允武,周 正,等.用分步浮选从高品位黄铁矿中浮选清洁硫精矿研究[J]. 矿产综合利用,2014(4):52-55.
[10] 李晓华. 摇床分选法回收煤矸石中的黄铁矿[J]. 山西煤炭,2010,30(4):76-77.
Study on feasibility of recovery of pyritic sulphur from coal refuse through flotation process
SHI Shang-jie,TONG Shun-zeng,LIU Xiang-dong,ZHANG Cui-yan,WEI Li-yong
(Kailuan (Group) Liability Co., Ltd., Tangshan, Hebei 063000, China)
With an aim to turning the coal refuse at Danhou Coal Mine, Weixian, Hebei Province into a resource for utilization, on the basis of the analysis of the refuse and the separating technologies currently available, tests are made on the feasibility to recover pyritic sulphur from the refuse. Testing result indicates that, when treating a pre-deslimed feed using a closed-circuit flotation process composed of one rougher and 2-stage cleaner cells, a flotation concentrate with a yield of 10.19%, a sulphur content of 39.67% and a recovery rate of 82.50% can be obtained under the following conditions: fineness of ground refuse-60%; pH of feed pulp-6-6.5;dosage of copper sulphur-500 g/t; dosage of butyl xanthate-400 g/t; and dosage of 2#oil-45 g/t. AS evidenced by separating result and technological indices, it is feasible to recover pyritic sulphur from refuse using flotation process.
coal refuse; flotation; pyritic sulphur; flotation concentrate; recovery rate
1001-3571(2016)01-0014-05
TD849+.5
A
2015-12-14
10.16447/j.cnki.cpt.2016.01.004
石尚杰(1958—),男,河北省唐山市人,高级工程师,从事选煤技术管理工作。
E-mail:shishangjie@kailuan.com.cn Tel:13603381159