棋盘井选煤厂二次浮选工艺改造实践
2016-12-19卢宪路
卢宪路
(神华蒙西煤化股份有限公司 棋盘井选煤厂,内蒙古 鄂托克旗 016100)
棋盘井选煤厂二次浮选工艺改造实践
卢宪路
(神华蒙西煤化股份有限公司 棋盘井选煤厂,内蒙古 鄂托克旗 016100)
针对棋盘井选煤厂浮选工艺不完善、浮选精煤灰分偏高的问题,基于生产现状分析,对二次浮选工艺进行改造。在对该选煤厂浮选工艺完善后,浮选精煤产率提高15个百分点,浮选精煤灰分能够控制在要求的范围内,经济效益显著。
浮选精煤;二次浮选;灰分;产率
棋盘井选煤厂隶属于神华蒙西煤化股份有限公司,位于内蒙古自治区鄂尔多斯市鄂托克旗境内,于2007年投产运行,是一座设计能力为6.00 Mt/a的矿井型炼焦煤选煤厂,设计工艺为无压给料三产品重介质旋流器主选、粗煤泥重介分选、细煤泥直接浮选的联合工艺。入选原煤来源于棋盘井煤矿,并配选少量外调高硫煤,煤种为1/3焦煤,灰分在50%左右,水分在5%~6%之间,硫含量小于0.5%。主导产品为11级炼焦精煤和洗混煤,炼焦精煤作为冶金和炼焦原料,洗混煤作为火力发电厂燃料。
2015年初,由于外调原煤质量变差,加之煤矿井下开采条件发生变化,导致入选原煤煤质波动较大,浮选效率降低,分选效果下降,浮选尾矿“跑煤”严重,进而致使宝贵的炼焦煤资源大量浪费[1-3]。为提高生产效率和企业经济效益,在对生产现状分析的基础上,对二次浮选工艺进行改造。在对浮选工艺完善后,浮选效果良好,精煤产率明显提高,精煤灰分偏高的问题得到解决,企业经济效益显著提高。
1 生产状况
棋盘井选煤厂浮选系统布置有6台KHD充气式浮选机,每2台组成一条生产线,共有3条浮选生产线,一段浮选机用于煤泥粗选,二段浮选机用于粗选尾矿的扫选[4]。精煤稀介磁选尾矿(煤泥水)经弧形筛截粗后,筛上粗煤泥经脱水后成为最终产品,筛下煤泥水进入浮选系统继续分选;煤泥水进入浮选系统后,先由一段浮选机粗选,粗选尾矿进入二段浮选机扫选;一段浮选精矿与二段浮选精矿混合,经压滤机脱水后成为最终浮选精煤,二段浮选尾矿作为最终浮选尾矿,进入一段斜管浓缩池继续处理。棋盘井选煤厂的原煤泥浮选原则流程如图1所示。
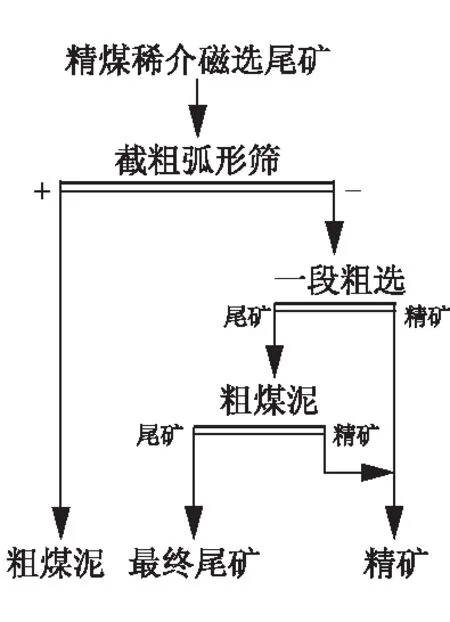
图1 棋盘井选煤厂煤泥浮选原则流程
2015年初,由于外调原煤质量变差,泥化现象严重,<0.074 mm粒级产率高达45.43%,灰分高达34.54%,其他各粒级灰分也明显升高。加之煤矿井下开采条件发生变化,导致入选原煤煤质波动较大,进而致使浮选状况恶化。改造前的浮选系统工艺指标如表1所示。
由表1可知:一段浮选入料灰分偏高,导致浮选精煤灰分较高,浮选操作难度加大,其与重介精煤掺混后,影响最终精煤的灰分指标;浮选精煤产率低而高灰率高,浮选尾煤低灰率高,说明浮选“跑煤”严重;浮选精煤可燃体回收率低而非可燃体混杂率高,浮选完善指标偏低,说明浮选效果不理想,宝贵的炼焦煤资源浪费严重[5-9]。
根据上述分析,原浮选工艺对煤泥的分选效果差,不能实现物料的有效分选,必须对浮选工艺进行改造。

表1 改造前的浮选系统工艺指标
注:浮选精煤高灰率是指所检测煤样中灰分>11.50%的煤样质量占检测煤样总质量的百分比,浮选尾煤低灰率是指所检测煤样中灰分<30%的煤样质量占检测煤样总质量的百分比。
2 改造方案与实施
棋盘井选煤厂技术人员对生产系统进行了多方面的调查和分析,结果显示生产系统存在的主要问题为浮选入料灰分偏高、分选时间过短、粗粒级分选效率较低、二段浮选精煤灰分偏高。考虑到厂房空间较小且设备布置紧凑,不适合进行较大的改动,决定对二段扫选精矿进行再选。经此调整与优化后,二段扫选精矿成为一段粗选入料,这样不但能够有效降低浮选入料灰分,而且可以延长物料分选时间。棋盘井选煤厂浮选工艺改造后的煤泥浮选原则流程如图2所示。
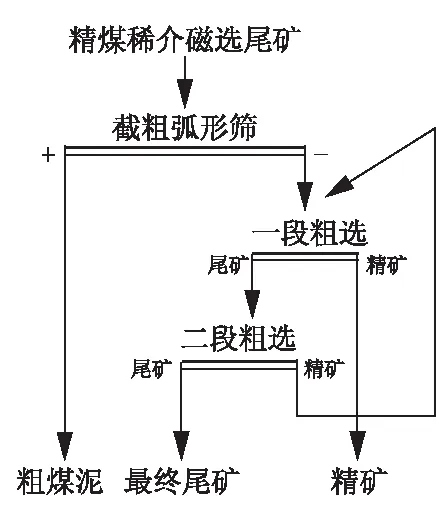
图2 浮选工艺改造后的煤泥浮选原则流程
为适应改造后的工艺系统生产需要,棋盘井选煤厂对相关的工艺操作进行了相应调整:加大一段入料桶的补水力度,以降低入料浓度,并提高桶内液位。保证入料桶的液位维持在较高水平,并提高入料压力,以增大入料流量。调节进气阀门的开度,增加设备内的进气量,以提高分选效果。提高锥形桶的高度,增大溢流面积,防止溢流泡沫被“压死”,以提高浮选精煤产率,减轻后续作业压力。加强设备的监管和维护,防止管道堵塞和“跑粗”现象发生,对影响浮选效果的各因素实时关注,做到灵活、及时调节;为避免因操作不当形成的二段浮选精矿恶性循环现象,有意识地提高分选槽液位,防止精煤、煤泥在系统内持续积聚[10]。
3 改造效果与经济效益
3.1 改造效果
在对浮选工艺进行改造后,浮选效果得到明显改善,浮选精煤质量显著提高。在浮选系统工作状态稳定后,对其实际工艺技术指标进行了检测,具体结果如表2、表3所示。
由表2、表3可知:在对浮选工艺改造后,一段入料灰分下降3.41个百分点,浮选精煤灰分下降0.68个百分点,浮选精煤产率提高15.72个百分点,浮选精煤可燃体回收率提高9.50个百分点,浮选尾煤灰分提高18.87个百分点,浮选完善指标提高12.12个百分点。由这些数质量数据可以看出,浮选效果明显改善。

表2 改造前后的浮选系统工艺指标对比结果
经过工艺改造后,浮选系统结构更简洁,更容易控制,浮选精煤和尾煤的稳定率、合格率得到大幅提升;通过浮选工艺改造,实现了二段“选净”的目标,一段浮选精煤灰分得到有效控制,彻底解决了重介精煤“背灰”的问题,重介系统的指标考核范围得以提升,总精煤产率提高。
3.2 经济效益
在对棋盘井选煤厂浮选工艺完善后,企业经济效益明显提高,主要体现在精煤销售收入增加方面,此外还与压滤煤泥销售收入减少、电能消耗增加、浮选药剂成本与维修费用增加等因素有关。
(1)精煤销售收入增加。棋盘井选煤厂的原煤实际洗选能力为4.60 Mt/a,入浮煤泥量约为入选原煤量的14%,即入浮煤泥量约为64.40万t/a。在对浮选工艺改造后,浮选精煤产率提高15.72个百分点,每年可增加精煤产量约10.12 万t。按照精煤价格600元/t计算,每年可增加销售收入约6 072万元。

表3 浮选系统实际工艺技术指标对比结果
(2)压滤煤泥销售收入减少。由于浮选精煤产率提高,尾煤产率降低,每年减少的压滤煤泥产量约为10.12 万t。按照压滤煤泥价格120元/t计算,每年的销售收入减少1 214万元。
(3)电能消耗增加。由于浮选精煤产率增加,加压过滤系统的电能消耗提高约500 kW,在电价为0.52元/度的情况下,电能成本提高约260元/h。按照系统原煤处理量900 t/h计算,每吨原煤的电能成本约为0.29元/t,根据该选煤厂的原煤实际处理能力计算,每年的电能成本增加约133万元。
(4)浮选药剂成本与维修费用增加。由于浮选生产时间延长,为了保证浮选效果,捕收剂、起泡剂的用量均增大。每吨煤泥的浮选药剂成本增加0.286元/t,全年的药剂成本增加131.56万元。此外,由于增开了设备,每年的设备维修费用增加约30万元。
综上分析,浮选工艺改造后,每年可为该选煤厂创造约4 563万元的经济效益。
4 结语
煤泥浮选流程发展至今,已形成浓缩浮选、直接浮选、半直接浮选三种原则流程,国内外大多数选煤厂都在使用这三种原则流程;根据各流程的内部结构,又可将其分为一次浮选、中煤再选、精煤再选等流程。在对浮选工艺进行改造过程中,棋盘井选煤厂选用了直接浮选原则流程,但其内部结构不同于上述任何流程之一,而是将向扫选方向发展的浮选流程与向精选方向发展的浮选流程有机结合,这样既能保证浮选精煤产率,又能提高商品煤质量。
生产实践证明:棋盘井选煤厂的二次浮选工艺改造是成功的,达到了降低浮选精煤灰分,提高浮选精煤产率的目的。查阅众多文献发现,该选煤厂目前的二次浮选流程并未在其他选煤厂得到应用,这对于浮选流程未来的发展与应用有一定借鉴意义和指导作用。
[1] 刘炯天,王永田,曹亦俊,等. 浮选柱技术的研究现状及发展趋势[J].选煤技术,2006(5):25-29.
[2] 程宏志,张孝钧,石 焕,等.XJM-KS20大型浮选机的研究[J]. 选煤技术,2006(S1):20-22.
[3] 程宏志,韩丽萍. XJM-S型浮选机研究进展与展望[J].选煤技术,2009(4):83-87.
[4] 王凤其, 陈雯雯.KHD充气式浮选机在新巨龙公司选煤厂的应用[J]. 煤炭加工与综合利用, 2013(5):37-38.
[5] 剧殿臣, 康 华, 刘 敏. 鸡西杏花选煤厂浮选工艺改造[J]. 煤炭技术, 2010,29(9):123-124.
[6] 方义恩, 侯玉茂, 杨文娣. 中心选煤厂煤泥浮选工艺改造[J]. 选煤技术, 2012(5):49-51.
[7] 王成师.我国选煤技术现状与发展趋势[J].选煤技术,2006(6):55-59.
[8] 刘炯天,周晓华,王永田,等.浮选设备评述[J].选煤技术,2003(6):25-33.
[9] FAN Mao-ming, Tao Daniel, Honaker Rick, et al. Nanobubble genera-tion and its applications in froth flotation (part II):Fundamentalstudy and theoretical analysis[J]. Mining Science and Technology, 2010, 20(2):159-176.
[10] 谢广元.选矿学[M].徐州:中国矿业大学出版社,2001.
Renovation of the secondary flotation at process at Qipanjing coal preparation plant
LU Xian-lu
(Shenhua Mengxi Coal Co., Qipanjing Preparation Plant, Etuokeqi, Inner Mongolia 016100, China)
Imperfection of flotation circuit and considerably high ash of flotation concentrate are the problems confronted by the plant. Following an analysis of the present status, a renovation work is made of the secondary flotation process. After upgrading of the flotation circuit, the yield of concentrate has seen a rise by 15 percentage points while the ash of the concentrate is controlled within the specified limit. This has brought forth remarkable economic benefits.
1001-3571(2016)01-0048-03
TD943
B
Keywordsflotation concentrate; secondary flotation; ash; yield
2016-01-29
10.16447/j.cnki.cpt.2016.01.012
卢宪路(1990—),男,黑龙江省黑河市人,助理工程师,从事选煤厂生产技术管理工作。
E-mail:77692761@qq.com Tel:18747717956